Изобретение относится к оборудованию шинной промышленности и предназначено для изготовления деталей покрышек, в частности бортовых колец из обрезиненной проволоки.
Цель изобретения - повышение качества разделения прядей резинопрово- лочной ленты.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - момент разделения пряди обрезиненной проволоки; на фиг. 3 - фильера; на фиг. 4 - сечение А-А на фиг. 3; на фиг, 5 - механизм для разделения гтря дай; на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 - сечение В-В на фиг. 5; на фиг. 8 - ролик механизма для разделения прядей.
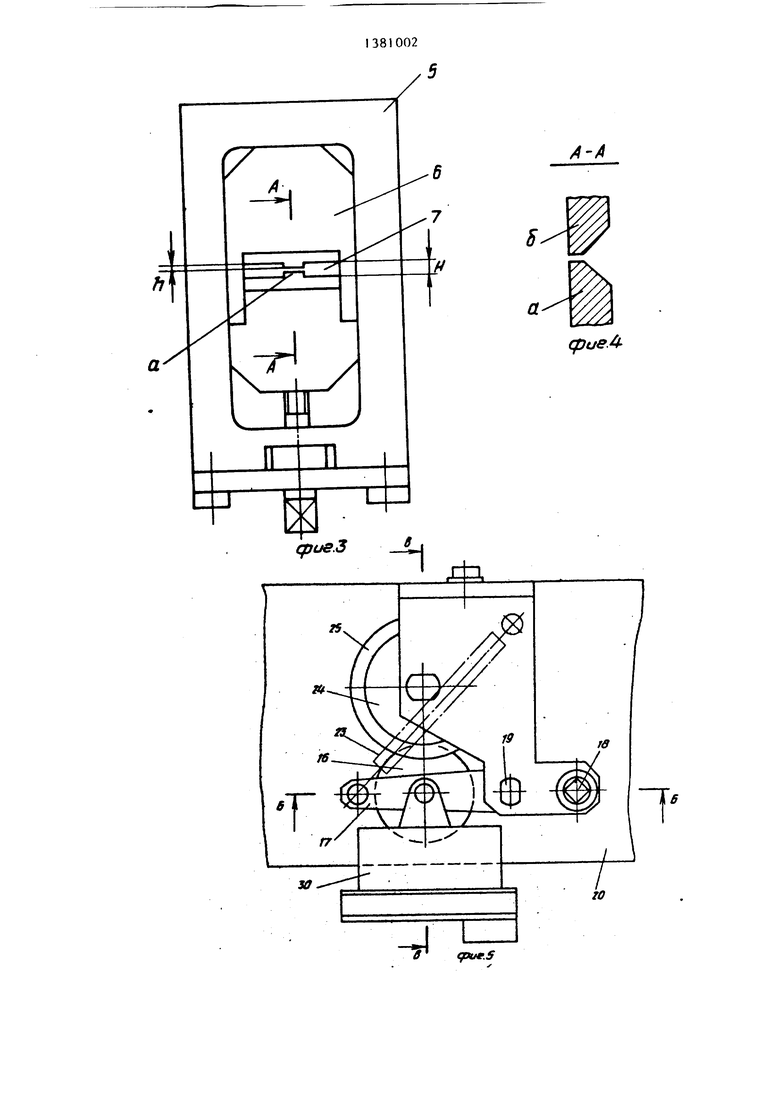
Агрегат содержит установленные на основании 1 по ходу технологического процесса механизма для подачи бортовой проволоки в виде шпулярника 2. установки 3 для нагрева бортовой проволоки, червячную машину 4 для обрезинивания проволоки со смонтированной в ее головке 5 фильерой 6 с калибрующей щелью 7, имеющей в средней своей части выступ а. Фильера 6 снабжена дополнительным выступом б, расположенным симметрично имеющемуся Оба выступа а и б выполнены прямоугольной формы и высотой h, соответствующей 0,25-0,А5 высоты Н щели 7. За червячной машиной 4 установлена ванна 8 для охлаждения прядей после обрезинки, протягивающий станок 9 с охлаждающей ванной (не показана), устройством 10 для обдува воздухом прядей и компенсатором I1 с огибающим роликом 12, механизм 13 для центрирования обрезиненной пряди бортовой проволоки, механизм 14 для разделения прядей и намоточный станок 15.
Механизм 14 для разделения прядей выполнен в виде дискового вращающегося ножа 16, приспособления для регу лирования его положения в виде вилки 17, установленной посредством винта 18 на оси 19, закрепленной на основании 20 этого механизма. Дисковой нож смонтирован на кронштейне 21, закрепленном на вилке 17. На кронштейне 21 закреплена ручка 22, с помощью которой кронштейн 21 может отклоняться на определенный угол для заправки разделяемой пряди под нож 16, Вилка 17 снабжена пружиной 23, с помощью
10
0
5
30
15
Q
5
0
5
5
которой нож 16 поднимается к механизму 13 для центрирования обрезиненной пряди бортовой проволоки.
Механизм 13 имеет ролик 24 с ребордами 25 и кольцевой выступ 26, который входит во впадину разрезаемой пряди.
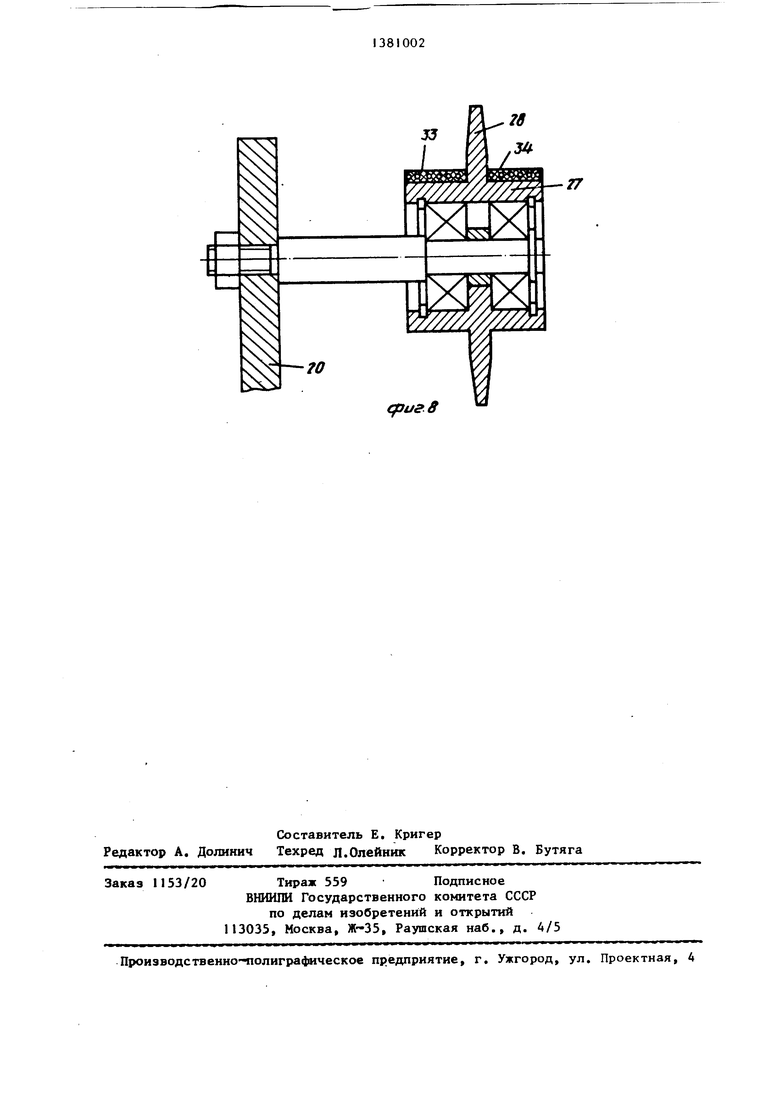
Непосредственно за ножом 16 установлен разделительный ролик 27 с кольцевым коническим выступом 28 с высотой, равной радиусу его цилиндрической части.
Размер конического выступа 28 определяет какая высота необходима для удержания разделенных прядей на цилиндрической части ролика 27 по обе стороны от конического выступа 28 в момент остановки процесса намотки, так как в результате возникающей в этот момент петли разделенные пряди стремятся оторвс1ться от цилиндрической части ролики выйти за пределы конического выступа и слипнуться.
Для предотвращения слипания прядей после предварительного разделения дис- дисковой нож 16 смачивается парафином с помощью фитиля 29, который находится в ванночке 30, обогреваемой спиралью 31. Дисковой нож 16 только разрезает пряди.
При величине выступов а и б, равных 0,25-0,45 высоты щели 7, обеспечивается получение прочной резиновой перемычки между прядями, Уменьщение выступов или увеличение перемычки ухудшает условия резки дисковым нсг- жом 16. Увеличение высоты выступов или уменьшение толщины перемычки ведет к образованию разрывов между прядями. При наличии двух выступов с высотой, равной 0,25-0,45 высоты калибрующей щели 7, сохраняется точный калибр всей обрезиненной пряди. При нарушении этого соотношения нарушает ся калибр обрезиненной пряди. При нарушении этого соотношения нарушается калибр обрезинки особенно в месте перемычки.
Агрегат работает следующим образом.
Бортовая проволока 32 раскатывается из шпулярника 2 и подается на установку 3 для ее подогрева, затем в головку 5 червячной машины 4, Проходя через- нее, пучок проволок 32 разделяется на две равные части, обрезйни- вается и, пройдя через калибрующую щель 7, образует две ре-эинопроволоч-
ные пряди 33 и 34 с тонкой перемычкой 35 по середине (фиг. 2). Перемычка 35 образуется за счет выступов а и б калибрующей щели 7. Из головки 5 червячной машины А сдвоенные обре- зиненные пряди попадают в ванну 8 с водой для предварительного охлаждения, далее - на протягивающий станамоточный станок 15, где наматываются, образуя бортовое кольцо. Далее цикл изготовления бортового кольца повторяется.
Формула изобретения Агрегат для изготовления бортовых

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления бортовых колец | 1981 |
|
SU1065241A1 |
| Устройство для обрезинивания проволочных прядей | 1983 |
|
SU1151484A1 |
| Устройство к кольцеделательному агрегату для изготовления бортовых колец пневматических шин | 1976 |
|
SU747735A1 |
| Устройство для изготовления бортовых колец покрышек пневматических шин | 1983 |
|
SU1121154A1 |
| Устройство для намазки пастой ленточных заготовок электродов щелочных аккумуляторов | 1977 |
|
SU641553A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| Донносшивной станок | 1989 |
|
SU1813639A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВИТЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 1966 |
|
SU178782A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1988 |
|
SU1659224A1 |
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |


Изобретение относится к оборудо- ванию шинной промьппленности и предназначено для изготовления деталей покрышек, в частности бортовых колец. Цепь изобретения - повышение качества разделения прядей резинопроволоч- ной ленты. Для этого фильера снабжена дополнительным выступом, расположенным симметрично имеющемуся. Оба выступа выполнены прямоугольной формы и высотой, соответствующей 0,25 f- 0,45 высоты щели фильеры. Механизм для разделения прядей снабжен приспособлением для регулирования положения ножа (Н) в виде вилки (В), установ™ ленной посредством винта на оси, закрепленной на основании механизма. Н выполнен в виде диска, смонтированного посредством кронштейна в В. При работе агрегата пучок проволок, пройдя калибрующую щель, образует две резинопроволочные пряди с тонкой перемычкой посередине за счет выступов в фильере. При разделении прядей Н устанавливают в требуемое положение за счет вращения винта, перемещения В по нему и по оси н, как следствие, перемещения Н с кронштейном, установленным в В. Пряди разрезаются Н, затем окончательно разделяются, разводятся друг от друга и подаются на намоточный станок для образования бортовых колец. 8 ил. S & (Л оо оо
нок 9, в устройство 10, где обдувают-ю колец, содержащий установленные на ся для удаления влаги воздухом, далее через компенсатор 11, огибающий ролик 12 подаются в механизм 13 для центрирования обрезиненной пряди бортовой проволоки, после которого на- |5 правляются в механизм 14 для разделения (фиг. 2), где точно центрируются на ролике 24 с помощью реборд 25 и выступа 26 и предварительно разреза-
основании по ходу технологического процесса механизм для подачи бортов проволоки, червячную машину для обр зинивания проволоки со смонтированн в ее головке фильерой с калибрующей щелью в средней своей части, выступ ванну для охлаждения, протягивающий станок с устройством для обдува воз духом и компенсатором, механизм для
ются дисковым ножом 16, режущая кром-20 центрирования обрезиненной пряди боргка которого имеет необходимый ради- ус.
Для заправки пряди над ножом 16 ручкой 22 отводят нож. Затем пружиной 23 после заправки прядей нож 16 возвращается в исходное положение. Для регулирования положения ножа 16 по перемычке 35 используют винт 18, с помощью которого перемещается вилка 17 по оси 19. За счет перемещения вилки меняют положение кронштейна 21 а следовательно, и ножа 16.
Далее пряди попадают на ролик 27 (фиг. 8), на котором с помощью кольцевого конического выступа 28 окончательно разделяются, разводятся на расстояние, равное ширине кольцевого выступа, при этом кромки разрезанных прядей 33 и 34 калибруются. После разделения 33, 34 пряди поступают на
//
колец, содержащий установленные на
основании по ходу технологического процесса механизм для подачи бортовой проволоки, червячную машину для обре- зинивания проволоки со смонтированной в ее головке фильерой с калибрующей щелью в средней своей части, выступ, ванну для охлаждения, протягивающий станок с устройством для обдува воздухом и компенсатором, механизм для
товой проволоки, механизм для разделения прядей с ножом и роликом с кольцевым клиновидным выступом и намоточный станок, отличаю-
5 щ и и с я тем, что, с целью повьше- ния качества разделения прядей рези- нопроволочной ленты, фильера снабжена дополнительным выступом, расположенным симметрично имеющемуся,
0 оба выступа выполнены прямоугольной формы и высотой, соответствующей 0,25-0,45 высоты щели фильеры,.механизм для разделения прядей снабжен приспособлением для регулирования положения ножа в виде вилки, установленной посредством винта на оси, закрепленной на основании механизма, а нож выполнен в виде диска, смонтированного посредством кронштейна в
Q вилке.
op о о oat ОО 00 о
cpue.Z
tfiuf.S
:i
а
-м
tfJuf.7
2В
cfJuf.S
| Патент США 2902083, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Агрегат для изготовления бортовых колец | 1981 |
|
SU1065241A1 |
| Солесос | 1922 |
|
SU29A1 |
