(54) СПОСОБ ПРОКАТКИ СЛИТКОВ И СЛЯБОВ
ароцесс прокатки, меняют на 18Cf° ориентацию головной и концевой частей недоката относительно первоначального направления прокатки, задают недокат в валки концевой частью и люкатывают его до конца, причем для изменения ориентации головкой и концевой частей недоката при реверсивнг-й прокатке концевую часть недоката пропускают без обжатия при разведенных валках, а затем валки реверсируют и устанавливают первоначальный зазор между ними, а при непрерывной прокатке недокат вначале извлекают из валков, а затем разворачивают его на 180°.
При этом прокатка концевой части раската происходит в условиях, аналогичных условиям прокатки головной части, вследствие чего суммарная величина наката уменьшается, а вытяжка увеличивается.
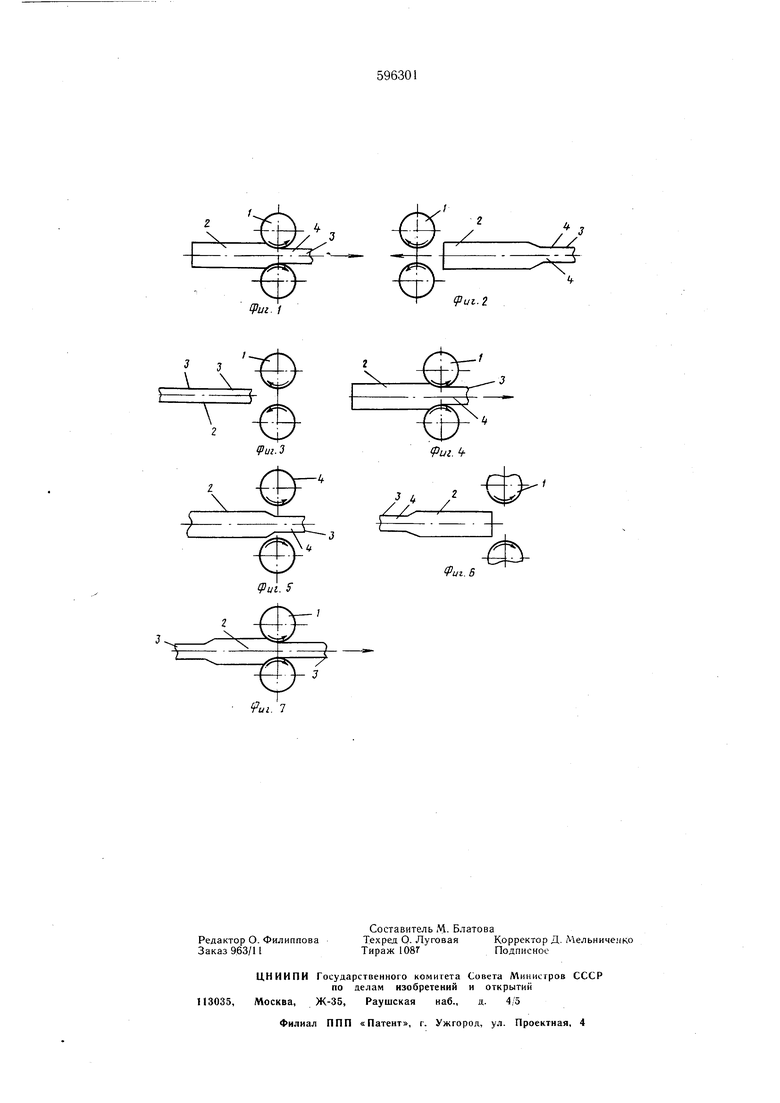
На фиг. 1-7 показаны возможные варианты реализации предлагаемого способа при реверсивной (фиг. 1-3) и нереверсивной прокатке (фиг. 4-7).
На фиг. 1 -7 обозначены валки 1, недокат 2 с накатом 3 на головной части и жесткий конец 4.
При реверсивной прокатке недокат 2 обжимают в валках 1 до получения «жесткого конца 4 (фиг. 1). Зате.м валки разводят для
свободного пропуска оставшейся необжатой части недоката 2, после чего их реверсируют, устанавливают между ними первоначальный зазор, задают недокат 2 концевой частью в валки (фиг. 2) и докатывают его до конца (фиг. 3).
При нереверсивной нрокатке по предлагаемому способу недокат обжимают в валках до получения «жесткого конца 4 и останавливают валки (фиг. 4). Зате.м недокат извлекают из валков (например, путем реверса подающего рольганга) (фиг. 5), кантуют раскат на 180°, приводят валки во вращение, задают недокат 2 концевой частью в валки 1 (фиг. 6) и докатывают его до конца (фиг. 7). Длину прокатанной части (величину «жесткого конца 4) раската 2 выбирают при этом по крайней мере равной высоте слитка или сляба.
Пример. Производили сопоставимую прокатку двух свинцовых слябов сечением 30 х 150 мм одинаковой начальной длины до конечного .ння 30 X 105 мм. Один сляб прокатывали по ; йестно.му, а второй - по предлагаемо.му сгю;0бу.
Обжатия и количество пропусков для. этих слябов были одинаковыми: два пропуска в ящичном калибре по узкой грани с обжатием в каждо.м по 10 мм чередовали с одним проглаживающи.м пропуском по широкой грани на гладкой бочке с постоянным межвалковым зазором 30 мм. Произвели щесть пропусков в ящичном калибре и три проглаживающих пропуска на гладкой бочке.
На полученных конечных раскатах накаты
головной и концевой частей были отрезаны и взвещены. Обрезь головной части практически не изменилась, тогда как обрезь концевой части раската, прокатанного по предлагаемому способу, уменьшилась в 5,3 раза. Снижение величины суммарной обрези головной и концевой частей составило в условиях эксперимента 69%. Длина годной части раската увеличилась на 2,2%.
Формула изобретения
1. Способ прокатки слитков и слябов, включающий получение в валках промежуточных недокатов, отличающийся тем, что, с целью уменьщения торцовой обрези и повышения вытяжки при получении недоката с длиной прокатанной части, по крайней мере равной высоте
слитка или сляба, процесс прокатки прерывают, меняют ориентацию головной и концевой частей недоката относите тьно первоначального направления прокатки, задают недокат в валки концевой частью и докатывают его до конца.
2. Способ по п. 1, отличающийся тем, что, с целью изменения ориентации головной и концевой частей недоката при реверсивной прокатке, концевую часть недоката пропускают при разведенных валках без обжатия, затем
валки реверсируют и устанавливают между ними первоначальный зазор.
3. Способ по п. 1, отличающийся тем, что, с целью изменения ориентации головной и концевой частей недоката при непрерывной прокатке, недокат извлекают из валков и разворачивают на 180°.
Источники информации, принятые во внимание при экспертизе:
1.Патент Японии № 50-24900, кл. 12 С 211.2.
2.Патент Великобритании № 1349682, кл. вам, 1966.
3. Горенщтейн М. М. Трение и технологические смазки при прокатке , Киев, «Техника 1972, с. 92-93.
Vui. 1
fui.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| Способ прокатки непрерывнолитых слябов | 1977 |
|
SU716652A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ горячей прокатки заготовок | 1978 |
|
SU825211A1 |
| Способ прокатки слитков | 1978 |
|
SU768493A1 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |