оо
00 05
оо
N3
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления спеченных пористых изделий.
Цель изобретения - повышение производительности и снижение трудоемкости изготовления изделий.
Устройство для изготовления антифрикционных спеченных пористых изделий включает пуансон и матрицу, движущуюся; по направляющим, и пружины. При этом под выходным отверстием матрицы расположена емкость для масла с уплотнением по периметру, а пуансон снабжен уплотнением, выполненным в виде конусообразной втулки подпружиненной пружиной, размещенной между плитой пресса и уплотнительной втулкой.
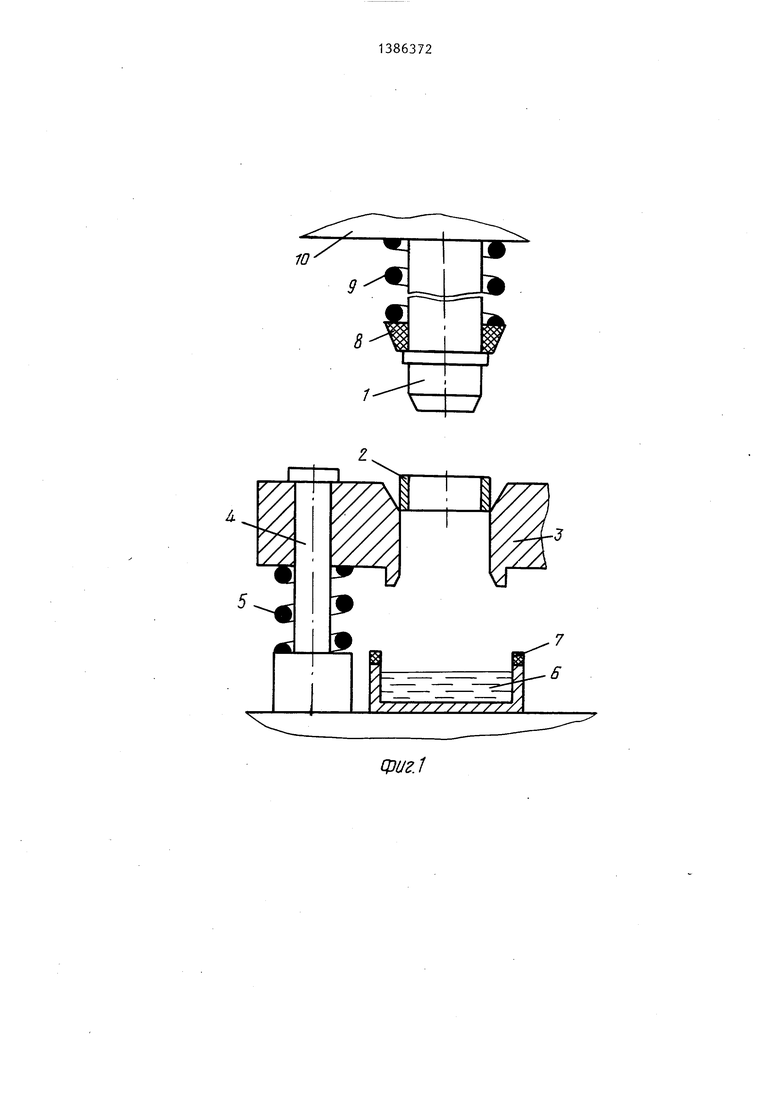
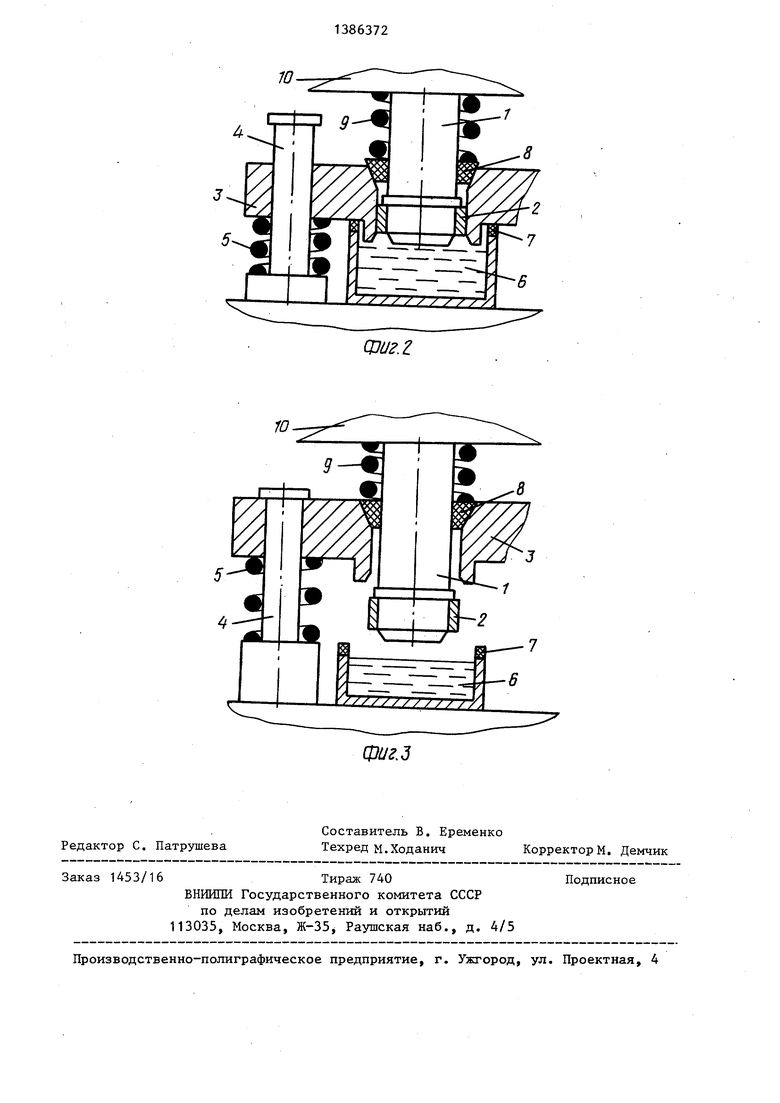
На фиг. 1 изображено устройство перед калиброванием, общий вид; на фиг. 2 - то же,в момент калибрования и пропитки изделия маслом; на фиг. 3- то же,после калибрования изделия.
В собранное устройство загружают изделие и включают привод устройства (не показан), при этом пуансон 1 движется вниз и через изделие 2 перемещает матрицу 3 по направляющим 4, сжимая пружину 5 возврата. При этом нижняя часть матрицы 3 входит в емкость 6 с маслом, сжимая уплотнение
7емкости.
Далее пуансон 1 проталкивает изделие 2 в матрицу 3 и обжимает его, а в дальнейшем изделие выполняет роль поршня. Затем уплотнительный элемент
8пуансона 1, прижимаемый пружиной 9 закрывает входное отверстие матрицы 3, причем пружина размещена между плитой пресса 10 и втулкой 8. При дальнейшем движении пуансона 1 вниз
в пространстве между изделием 2 и уплотнением- 8 создается разряжение, а в областиэ находящейся под изделием, избыточное давление масла, которое через поры изделия устремляется в область разряжения, тем самым создавая благоприятные условия для пропитки
0
5
0
5
0
5
0
5
изделия маслом. Когда изделие 2 выходит из матрицы 3, под действием пружины возврата 5 матрица 3 поднимается в верхнее положение, открывая обе полости для доступа воздуха и давая возможность съема откалиброванно- го и пропитанного изделия. При дальнейшем движении пуансона 1 увлекает уплотнение 8, при этом входное отверстие матрицы 3 открывается, причем рабочие части пуансона 1 и матрицы 3 покрыты слоем масла. Устройство готово к изготовлению следующих пористых изделий.
На предлагаемом устройстве предлагаемым способом изготовляют подшипники скольжения весом 0,98 кг из же- лезографитового порошка.
Предлагаемое устройство позволяет совместить в одной операции калибрование пористого изделия и его пропитку маслом. Дополнительная пропитка маслом при этом не требуется. Это позволяет повысить производительность и снизить трудоемкость изготовления пористых изделий, за счет уменьшения времени на выполнение технологического цикла и исключения операции дополнительной пропитки.
Формула изобретения
Устройство для изготовления антифрикционных пористых изделий, включающее плиту пресса, матрицу, пуансон, емкость для , установленную соосно матрице, о т л и ч а ю- щ е е с я тем, что, с целью повьшхе- ния производительности и снижения трудоемкости изготовления изделий, оно снабжено конусообразным уплотнителем, установленным на пуансоне и выполненным в виде втулки, кольцевым уплотнителем, установленным на емкости для масла, пружиной, размещенной между плитой пресса и конусообразным уплотнителем, при этом матрица выполнена с возможностью перемещения по направляющей.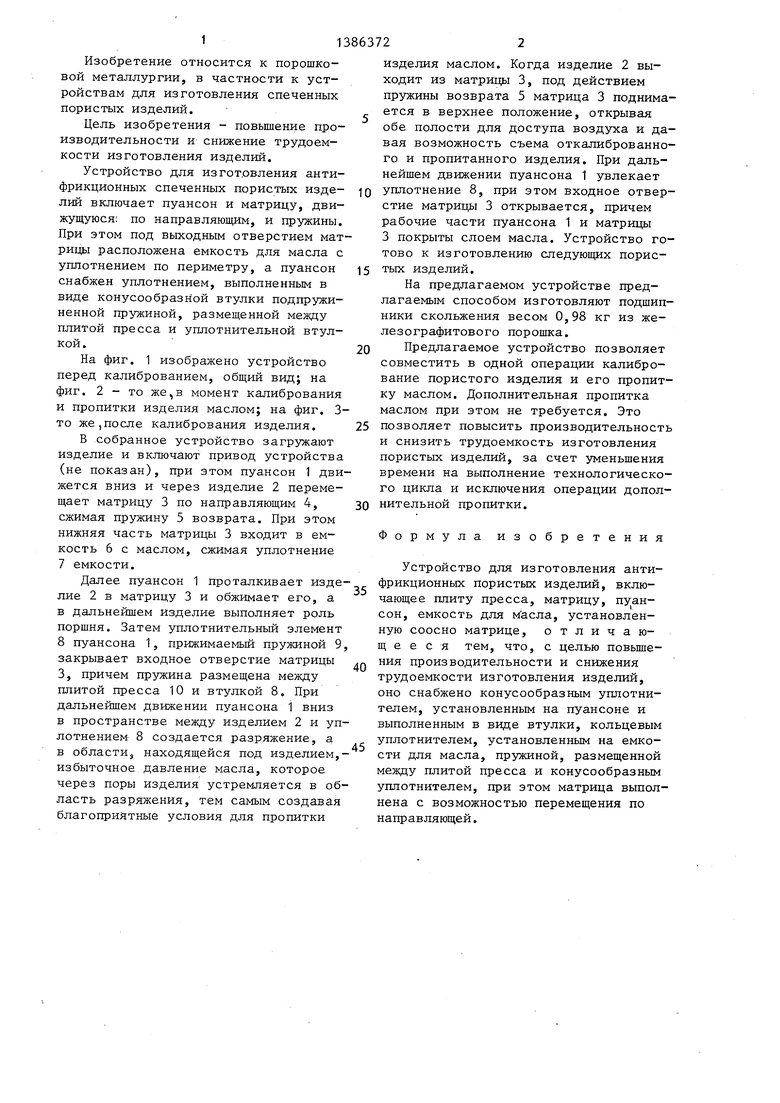
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для калибрования кольцевых деталей | 1980 |
|
SU942887A1 |
| Устройство для калибрования спеченных изделий | 1985 |
|
SU1291286A1 |
| Способ калибрования спеченных деталей кольцевой формы | 1980 |
|
SU975205A1 |
| Пресс-форма для прессования металлических порошков | 1982 |
|
SU1053965A1 |
| Устройство для запрессовки втулок | 1987 |
|
SU1465172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ ДЕТАЛЕЙ НА ОСНОВЕ ЖЕЛЕЗА | 2008 |
|
RU2388578C2 |
| Пресс-блок для калибрования и допрес-СОВКи СпЕчЕННыХ издЕлий | 1979 |
|
SU835647A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Способ изготовления составной антифрикционной детали | 1988 |
|
SU1600933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ВТУЛОК С ВНУТРЕННЕЙ ВЫЕМКОЙ | 1997 |
|
RU2123408C1 |
Изобретение относится к области порошковой металлургии, в частности к устройствам для изготовления пористых изделий. Цель изобретения - повышение производительности и снижение трудоемкости изготовления изделий. Для достижения поставленной цели применено устройство, состоящее из пуансона, матрицы, движущейся по направляющим, и емкости с маслом. При этом пуансон снабжен уплотнителем в виде конусообразной втулки, а емкость с маслом снабжена кольцеобразным уплотнителем. При калибровании изделия в результате разницы давлений в емкости с маслом и в обьеме над изделием происходит пропитывание изделия маслом. В результате операции калибрования и пропитки совмещены в одну, что повьшгает производительность и снижает трудоемкость изготовления пористых изделий. 3 ил. (С (Л
Фиг.1
10
ю
Фиг. г
фиг.З
| СПОСОБ ПРОПИТКИ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU358088A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования металлических порошков | 1982 |
|
SU1053965A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
