70
Изобретение относится к оборудованию для группирования штучных изделий и может быть использовано в процессе укладки изделий в тару или для других технологических операций
Целью изобретения является упрощение конструкции устройства, расширение технологических возможностей и предотвращение повреждения изделий, что достигается обеспечением возможности использования в условия неравномерного поступления предмето Ч условиях морской качки и в частности, обеспечением возможно.сти переноса группы изделий упаковочными манипуляторами, при этом отделение сформированного слоя изделий от остального потока происходит без каких-либо стопорных, рычажных или приводных систем, кроме того, отделение слоя изделий от.потока осуществляется без повреждения этике- тированных боковых поверхностей и без вертикальных составляющих усилия давления, предотвращаюищх опрокидывание изделий от скоростного напора,
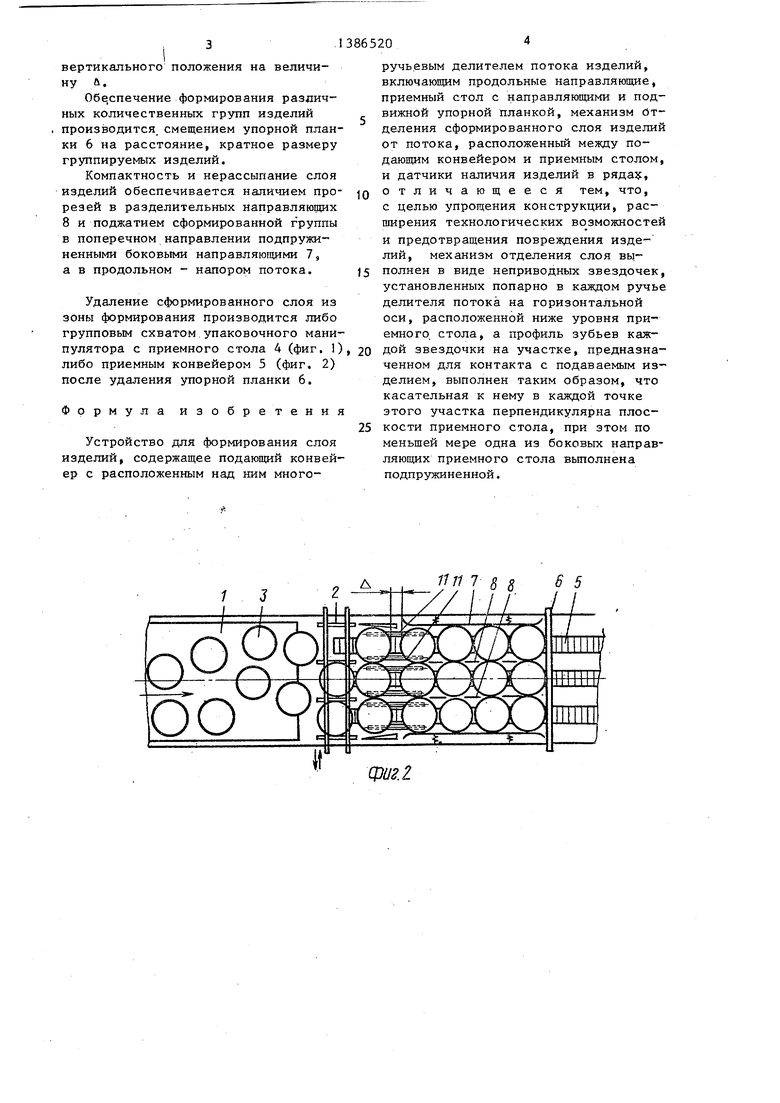
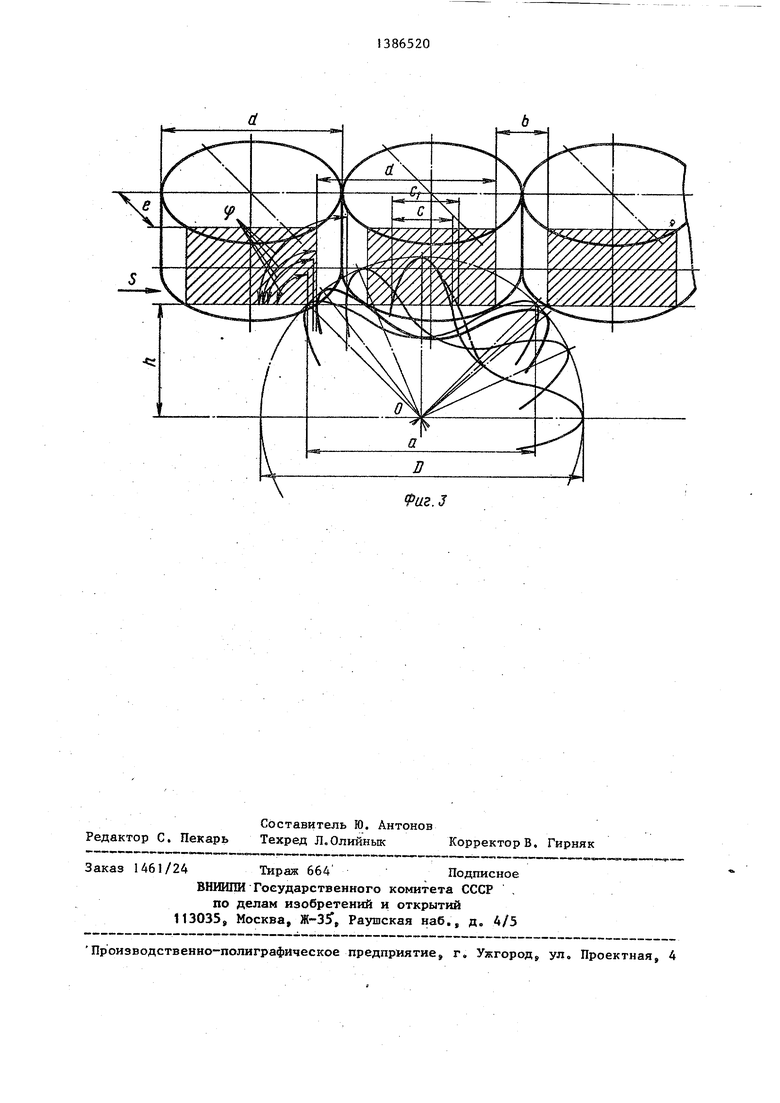
На фиг, 1 изображено устройство для формирования слоя изделий, вид сбоку; на фиг. 2 - то же,, вид сверху; на фиг. 3 - схема построения профиля зуба звездочки.
Устройство для формирования слоя изделий содержит подающий конвейер 1 с расположеннь1м над ним многоручьевым делителем 2 потока изде- ЛИЙ 3, включаюощм продольные направ ляю1цие, приемный стол 4 (или приемный конвейер 5) с ограничением зоны формирования упорной планкой 6 и подпружиненными боковыми направляющими 7, В зоне формирования слоя (группирования) установлены разделительные направляющие 8 для предотвращения рассыпания изделий, а у упорной планки 6 - датчики 9 (например, бесконтактные) наличия изделий 3 в каждом ряду с замыкающими флажками 10, Механизм отделения сформир ванного слоя изделий от потока рас- положен между подающим конвейером 1 и приемным столом и выполнен в виде неприводных звездочек П установ- ленных попарно в каждом ручье делителя потока на горизонтальной оси 12, расположенной ниже уровня приемного стола 4. Размеры и форма звездочек определяются в зависимое0
5
0
5
0
5
0
5
0
5
ти от конкретных размеров изделий и требуемой величины зазора л(фиг. 1 и 2) между потоком изделий и сформированным слоем, который необходим, например, для подхода к нему технологического оборудования. Профиль зубьев каждой звездочки на участке, предназначенном для контакта с подаваемым изделием, выполнен таким образом, что касательная к нему в каждой точке зтого участка (точка контакта с подаваемым изделием) перпендикулярна (фиг. 3, угол LI).плоскости приемного стола или направлению движения подаваемых изделий, т.е. для предотвращения переворачивания ведущего изделия от динамического напора при наезжании на зуб звездочки предлагается профиль зуба со стороны поступления изделий вьшолнять таким образом, чтобы вектор усилия дав-, ления вяжущего изделия на зуб не уходил вниз от направления движения изделий Sj а при группировании этике- тированных банок дпя предотвращения повреждения этикеток от механического воздействия со стороны зубьев звездочек .необходимо направить вектор усилия давления вдоль направления движения изде.пий s, Обратная сторона профиля зуба может быть выполнена, симметричной или с некоторым спрямлением с учетом обеспечения необходимой толщины для осуществления раздвигания предметов на величину зазора л , Диаметр звездочки d и высота h подбираются из условий соответствия хорды GI соотношению d а + b и уточняются при построении профиля по точкам. Размер Ъ определяется по формуле b с- & (при наличии спрямления профиля зуба b с -д) и устанавливается подбором расстояния от плоскости звездочи до центральной оси группируемых изделий (изменением размера Р).
Устройство работает следующим образом.
Группируемь е изделия 3 движутся по подающему конвейеру 1, проходят многоручьевой Делитель 2 потока и по рядно поступают в зону формирования до упорной планки 6, при этом каждое изделие, проходя через звездочки lij поворачивает их, а зубья звездочек, входя в зазор между боковыми стенками изделиу, раздвигают последние при достижении своего
вертикального положения на величину л.
Обе,спечение формирования различных количественных групп изделий производится смещением упорной планки 6 на расстояние, кратное размеру группируемых изделий.
Компактность и нерассыпание слоя изделий обеспечивается наличием прорезей в разделительных направляющих 8 и поджатием сформированной г руппы в поперечном направлении подпружиненными боковыми направляющими 7, а в продольном - напором потока.
Удаление сформированного слоя из зоны формирования производится либо групповым схватом упаковочного манипулятора с приемного стола 4 (фиг. 1) , 20 либо приемным конвейером 5 (фиг. 2) после удаления упорной планки 6.
Формула изобретения
Устройство для формирования слоя изделий, содержащее подающий конвейер с расположенным над ним много
ручьевым делителем потока изделий, включающим продольные направляющие, приемный стол с направляющими и подвижной упорной планкой, механизм Отделения сформированного слоя изделий от потока, расположенный между подающим конвейером и приемным столом, и датчики наличия изделий в ряда, о тличающееся тем, что, с целью упрощения конструкции, расширения технологических возможностей и предотвращения повреждения изделий, механизм отделения слоя выполнен в виде неприводных звездочек, установленных попарно в каждом ручье делителя потока на горизонтальной оси, расположенной ниже уровня приемного стола, а профиль зубьев каждой звездочки на участке, предназначенном для контакта с подаваемым изделием, выполнен таким образом, что касательная к нему в каждой точке этого участка перпендикулярна плоскости приемного стола, при этом по меньшей мере одна из боковых направляющих приемного стола вьптолнена подпружиненной.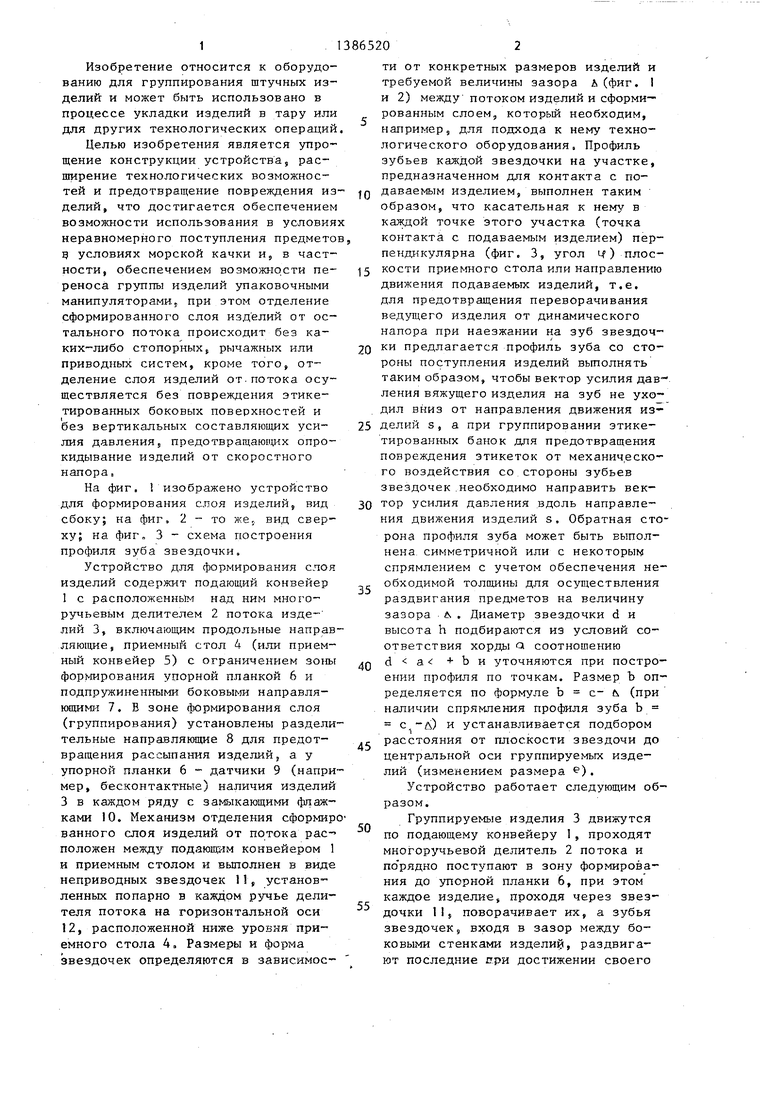
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора штучных изделий в стопу | 1986 |
|
SU1359208A1 |
| Устройство для группирования и укладки бутылок в тару | 1983 |
|
SU1126501A1 |
| Устройство для набора прямоугольных изделий в пакет | 1980 |
|
SU925775A1 |
| Устройство для группирования изделий | 1990 |
|
SU1757963A2 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Устройство для межоперационного накопления цилиндрических изделий к автоматическим линиям для их изготовления | 1987 |
|
SU1481082A1 |
| Устройство для укладки штучных изделий в транспортную тару | 1990 |
|
SU1778026A1 |
| Устройство для группирования штучных изделий | 1981 |
|
SU958241A1 |
| Устройство для пакетирования плоских изделий | 1989 |
|
SU1736871A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УПАКОВОЧНЫХ ЕДИНИЦ | 2012 |
|
RU2569290C1 |
Изобретение относится к оборудованию для группирования штучных изделий и может быть использовано в процессе укладки изделий в тару или для других технологических операций. Цель изобретения - упрощение конструкции, расширение технологических возможностей и предотвра щение повреждения изделий. Устройство для формирования слоя изделий содержит подающий конвейер 1, многоручьевой делитель 2 потока изделия 3, приемньй стол 4 с упорной планкой 6, датчики 9 наличия изделий j механизм отделения сформированного слоя изделий, выполненный в виде неприводных звездочек 11, установленных попарно в каждом ручье делителя потока на горизонтальной оси 12, Изделия 3 движутся по подающему конвейеру , проходят многоручьевой делитель 2 потока и поступают в зону формирования до упорной планки 6, при этом каждое изделие, проходя через звездочки 11; поворачивает их, а зубья звездочек, входя в зазор между боковыми стенками изделий, раздвигают последние. 3 ил. с 
. . .7 8 8 65
фиг.г
иг.З
| Устройство для формирования и передачи слоя предметов | 1981 |
|
SU1070063A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
