Изобретение относится к средствам автоматизации обработки металлов давлением и может быть использовано в холодноштамповочном производстве для выдачи заготовок по одной из стопы.
Цель изобретения упрощение конструкции и повьпчение надежности отделения заготовок от стопы.
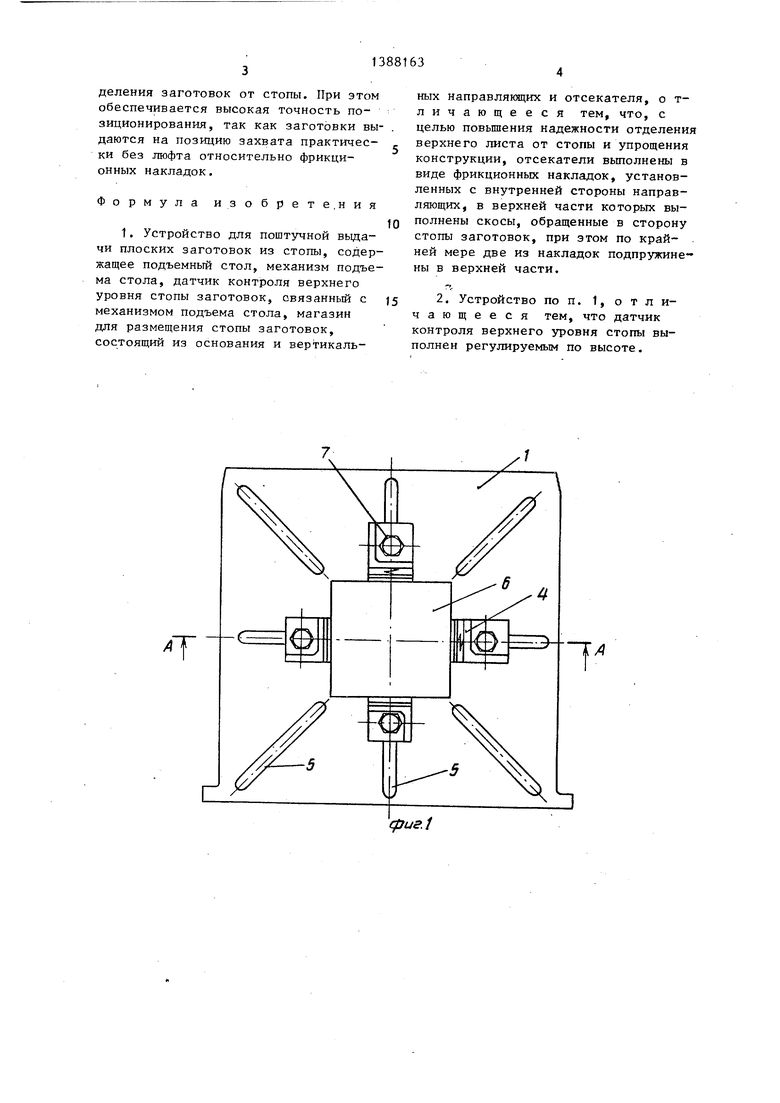
На фиг. 1 представлено устройст- во, вид/сверху; на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - положение отделяемой заготовки в момент выдачи
Устройство для поштучной выдачи плоских заготовок из стопы содержит магазин для размещения стопы заготовок, включающий горизонтальное основание 1 с отверстием 2 для прохода подъемного сто ла 3, вертикальные направлягощие 4, установленные с воз- .можностыо регулировочного перемещения в пазах 5 для настройки магазина на различные размеры размещаемой внури его стопы заготовок 6 и закрепленные на основании, например, с помо- щью болтового соединения 7. На внутренних поверхностях направляющих закреплены посредством винтов 8 фрикционные накладки 9 с большим ко-эф- фициентом трения, верхняя часть кото рых имеет заходные элементы, выполненные в виде скосов 10 под углом от 3 до 15 . Две противоположно распложенные накладки подпружинены в верней части пружинами 11 в направлении стопы заготовок. Подьемный стол 3 имеет механизм подъема, например, в виде привода (не показ ан), связанный с датчиком 12 контроля верхнего уровня стопы, установленным с возможностью регулирования по высоте посредством винтового соединения (не показано). Визирная линия датчика находится на расстоянии, равном толщине одной заготовки от плоскости, проходящей через точки пересечения линий накладок 9 и заходных элементов 10.
Устройство работает следующим образом.
Загрузка магазина стопой заготовок 6 осуществляется сверху на автоматическом оборудовании. В исходном положении заполненный магазин устанавливается на загрузочной позиции, например, для подачи заготовок манипулятором в зону обработки пресса. Подъемный стол 3, перемещаясь с помощью механизма подъема стола в от
Q
5 0 5 О
5
0
5
0
верстии 2 магазина, продвигает стопу заготовок б между направляющими 4 с накладками 9 вверх до тех пор, пока не сработает датчик 12 контроля верхнего уровня стопы. Он фиксирует уровень стопы заготовок в тот момент, когда верхняя заготовка 6 выходит из взаимодействия с фрикционными накладками 9, и усилие ее сжатия становится равным нулю. Нижняя поверхность верхней заготовки при этом находится в плоскости, проходящей через точки пересечения накладок 9 и их скосов 10. Следующая за верхней (нижележащая) заготовка стопы по- прежнему обжата подпрз жиненными фрикционными накладками 9. По сигналу датчика 12 движение подъемного стола 3 прекращается, подводится захват манипулятора, и верхняя заготовка извлекается из магазина, преодолевая силу слипания ее со следующей за ней заготовкой, которая обжата фрикционными накладками 9 и удерживается силой трения от перемещения вверх вместе с извлекаемой заготовкой. Усилие обжатия пружинами 11 подбирается так, чтобы сила тре- ,ния заготовок 6 о фрикционные накладки 9 была больше максимального усилия, необходимого для разделения двух слипщихся заготовок. При необходимости путем перемещения направ- ляйзщих 4 с накладками 9 по пазам 5 основания 1 можно регулировать усилие обжатия. Напра ер, при перемещении их ближе к стопе сила обжатия заготовок в верхней части увеличивается за счет увеличения сжатия Пружин 11. После захвата верхней заготовки стопа вновь перемещается вверх, процесс повторяется. Выдача производится до тех пор, пока заготовки полностью не освободят магазин. При переходе на обработку заготовок другого типоразмера требуются минимальные переналадки, связанные с перемещением датчика 12 по высоте и вертикальных направляющих 4 магазина по пазам .5 основания 1. Верхняя часть накладок 9 может быть выполнена в виде поверхностей с малым коэффициентом трения для сохранения наиболее высокой точности позиционирования отнр- сительно захвата.
Таким образом, предлагаемое устройство имеет простую конструкцию и высокую надежность поштучного отделения заготовок от стопы. При этом обеспечивается высокая точность позиционирования, так как заготовки выдаются на позицию захвата практически без люфта относительно фрикционных накладок.
Формула изобрете.ния
1. Устройство для поштзгчной вьща- чи плоских заготовок из стопы, содержащее подъемный стол, механизм подъема стола, датчик контроля верхнего уровня стопы заготовок, связанный с механизмом подъема стола, магазин для размещения стопы заготовок, состоящий из основания и вертикальных направлякяцих и отсекателя, о т- личающееся тем, что, с целью повьшения надежности отделения верхнего листа от стопы и упрощения конструкции, отсекатели вьшолнены в виде фрикционных накладок, установленных с внутренней стороны направляющих, в верхней части которых вы- полнены скосы, обращенные в сторону стопы заготовок, при этом по крайней мере две из накладок подпружинены в верхней части.
2. Устройство по п. 1, отличающееся тем, что датчик контроля верхнего уровня стопы выполнен регулируемым по высоте.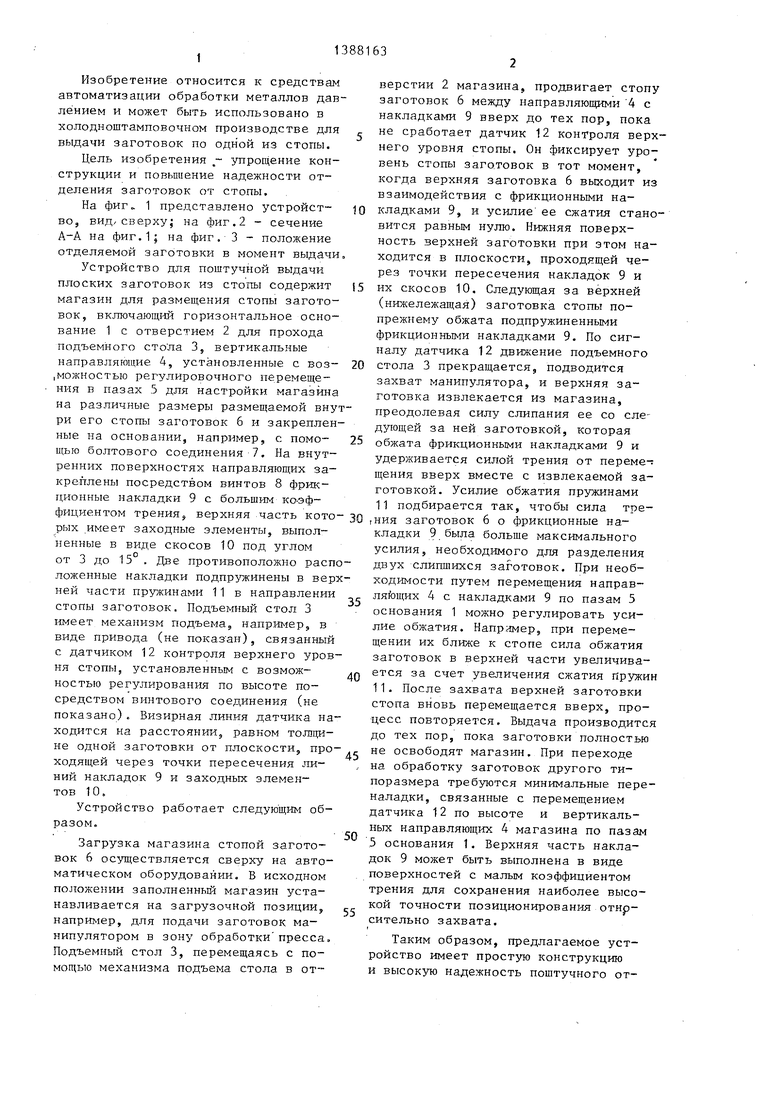
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Устройство для поштучной выдачи листов из стопы | 1988 |
|
SU1595770A1 |
| Устройство для поштучной выдачи плоских заготовок | 1987 |
|
SU1426681A1 |
| Устройство для сборки пакета магнитопровода | 1986 |
|
SU1504740A1 |
| Магазин для размещения штучных заготовок | 1988 |
|
SU1532156A1 |
| Устройство для поштучной выдачи деталей из стопы | 1990 |
|
SU1759771A1 |
| Магазинное устройство | 1986 |
|
SU1424919A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для подачи штучных заготовок | 1981 |
|
SU1015988A1 |
Изобретение относится к средстт вам автоматизации обработки металлов давлением и может быть использовано в холодноштамповочном производстве для выдачи заготовок по одной из стопы. Цель изобретения - упрощение конструкции и повышение надежности отделения заготовок от стопы. Устройство содержит подъемный стол 3, механизм подъема стола, датчик 12 контроля верхнего уровня стопы, магазин для размещения стопы заготовок 6, А-/( имеющий горизонтальное основание 1, на котором закреплены вертикальные направляющие 4, установленные с возможностью регулировочного перемещения. На внутренних поверхностях направляющих 4 закреплены фрикционные накладки 9, верхняя часть которых имеет заходные элементы, вьтол- ненные в виде скосов 10 под углом . По крайней мере две из накладок 9 подпружинены в верхней части в направлении стопы заготовок. Датчик 12 имеет возможность регулирования по высоте и расположен так, что его визирная линия находится на расстоянии,, равном толщине одной заготовки от плоскости, проходящей через точки пересечения линий накладок и заходных элементов. Заготовки выдаются на позицию захвата практически без люфта относительно фрикционных накладок. 1 з.п. ф-лы,. 3 ил. / Вазарлац: I fyyy It g (/ с а и г г
сриг.1
Фиг.З
| Устройство для поштучной выдачи деталей | 1977 |
|
SU657892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
