5ч
ч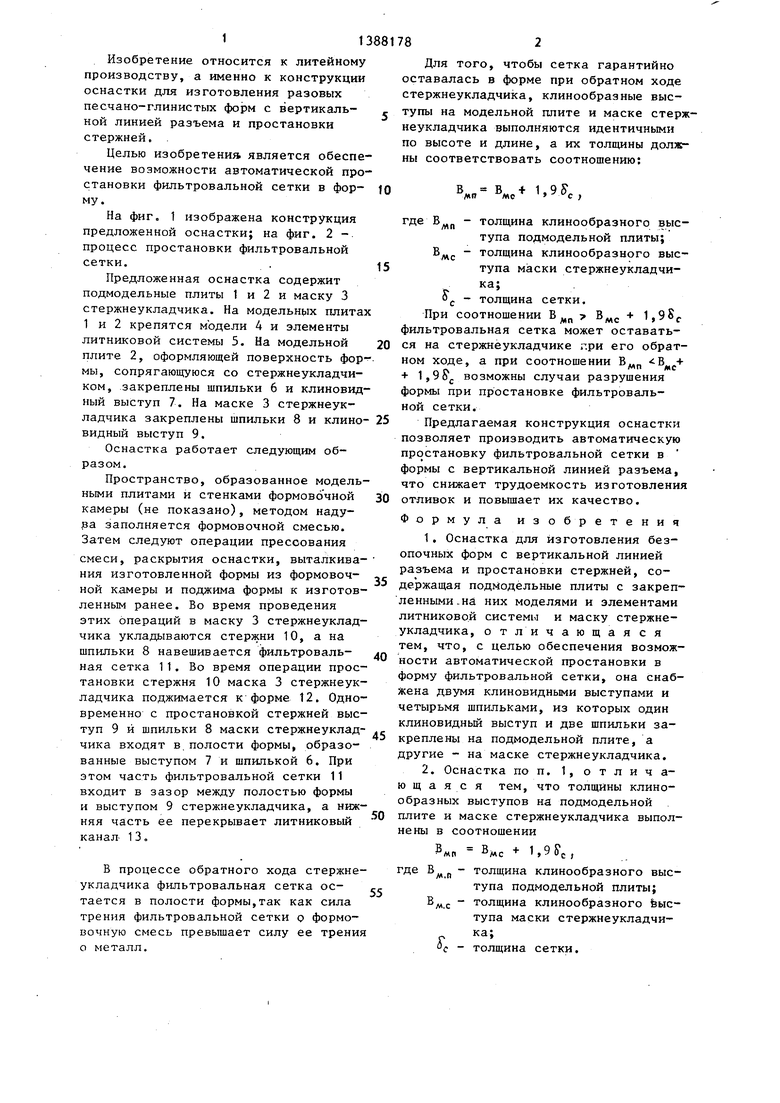
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Модельная оснастка для изготовления отливок типа гильз | 1986 |
|
SU1386354A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |

Изобретение может быть использовано в литейных цехах машиностроительных предприятий при изготовлении отливок. Цель изобретения - обеспечен ние возможности автоматической простановки в форму фильтровальной сетки. Предлагаемая оснастка содержит под- модельные плиты 1 и 2, маску 3 стерж- неукладчика модели 4, литниковую систему 5, шпильки 6 и клиновидный выступ 7 на подмодельной плите 2, и шпильки 8 и клиновидный выступ 9 на. маске стержнеукладчика. 1 з.п. ф-лы, 2 ил. § сл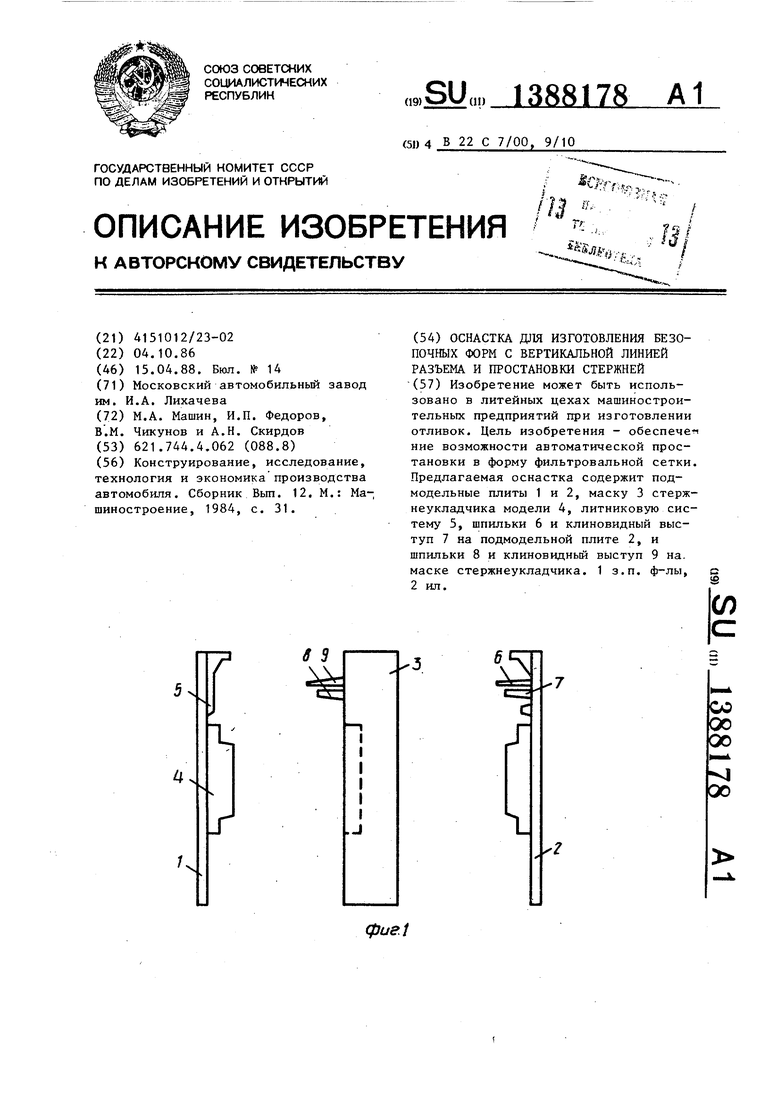
фиг}
113
Изобретение относится к литейному производству, а именно к конструкции оснастки для изготовления разовых песчано-глинистых форм с вертикальной линией разъема и простановки стержней.
Целью изобретенид является обеспечение возможности автоматической простановки фильтровальной сетки в фор- му.
На фиг. 1 изображена конструкция предложенной оснастки; на фиг. 2 - процесс простановки фильтровальной сетки..
Предложенная оснастка содержит подмодельные плиты 1 и 2 и маску 3 стержнеукладчика. На модельных плитах 1 и 2 крепятся модели 4 и элементы литниковой системы 5. На модельной плите 2, оформляющей поверхность формы, сопрягающуюся со стержнеукладчи- ком, закреплены шпильки 6 и клиновидный выступ 7. На маске 3 стержнеукладчика закреплены шпильки 8 и клино- видный выступ 9.
Оснастка работает следующим образом.
Пространство, образованное модельными плитами и стенками формовочной камеры (не показано), методом надува заполняется формовочной смесью. Затем следуют операции прессования смеси, раскрытия оснастки, выталкива- ния изготовленной формы из формовоч- ной камеры и поджима формы к изготовленным ранее. Во время проведения этих операций в маску 3 стержнеукладчика укладываются стержни 10, а на шпильки 8 навешивается фильтроваль- ная сетка 11. Во время операции простановки стержня 10 маска 3 стержнеукладчика поджимается к форме 12. Одновременно с простановкой стержней выступ 9 и шпильки 8 маски стержнеуклад- чика входят в. полости формы, образованные выступом 7 и шпилькой 6. При этом часть фильтровальной сетки 11 входит в зазор между полостью формы и выступом 9 стержнеукладчика, а нижняя часть ее перекрывает литниковый канал- 13.
В процессе обратного хода стержнеукладчика фильтровальная сетка ос- с тается в полости формы,так как сила трения фильтровальной сетки о формовочную смесь превьшаает силу ее трения о металл.
782
Для того, чтобы сетка гарантийно оставалась в форме при обратном ходе стержнеукладчика, клинообразные выступы на модельной плите и маске стержнеукладчика выполняются идентичными по высоте и длине, а их толщины должны соответствовать соотношению:
п- BMC+ 1.,
5
0 5
0 с д ,
0
с
где В
„ - толщина клинообразного выступа подмодельной плиты;
- толщина клинообразного выступа маски стержнеукладчика;
. толщина сетки.
При соотношении В
МП
В,
+ 1,9S
фильтровальная сетка может оставаться на стержнеукладчике г-.ри его обратном ходе, а при соотношении B,„ + S j. возможны случаи разрушения формы при простановке фильтровальной сетки.
Предлагаемая конструкция оснастки позволяет производить автоматическую простановку фильтровальной сетки в формы с вертикальной линией разъема, что снижает трудоемкость изготовления отливок и повьш1ает их качество.
Формула изобретения
Вмп BMC - I.SS,,
где В JJ - толщина клинообразного выступа подмодельной плиты; Вд, - толщина клинообразного ёыс- тупа маски стержнеукладчика;Ос - толщина сетки.
1f б
:.з
г
Фиъ.2
| Конструирование, исследование, технология и экономика производства автомобиля | |||
| Сборник Вьш | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| М.: Машиностроение, 1984, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
