(21)4095643/25-08
(22)24.07.86
(46) 23.04.88. Бюл. № 15
(71)Одесское специальное конструкторское бюро прецизионных станков
(72)М. И. Гинзбург и Л. Е. Крайтман
(53)62-179(088.8)
(56)Номенклатура изделий, выпускаемых Московским заводом скоростных прецизионных электроприводов. Справочник. М., 1982, чертеж ШК 18/2, 2А.
(54)УСТРОЙСТВО ДЛЯ ПОДВОДА СМА- ЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
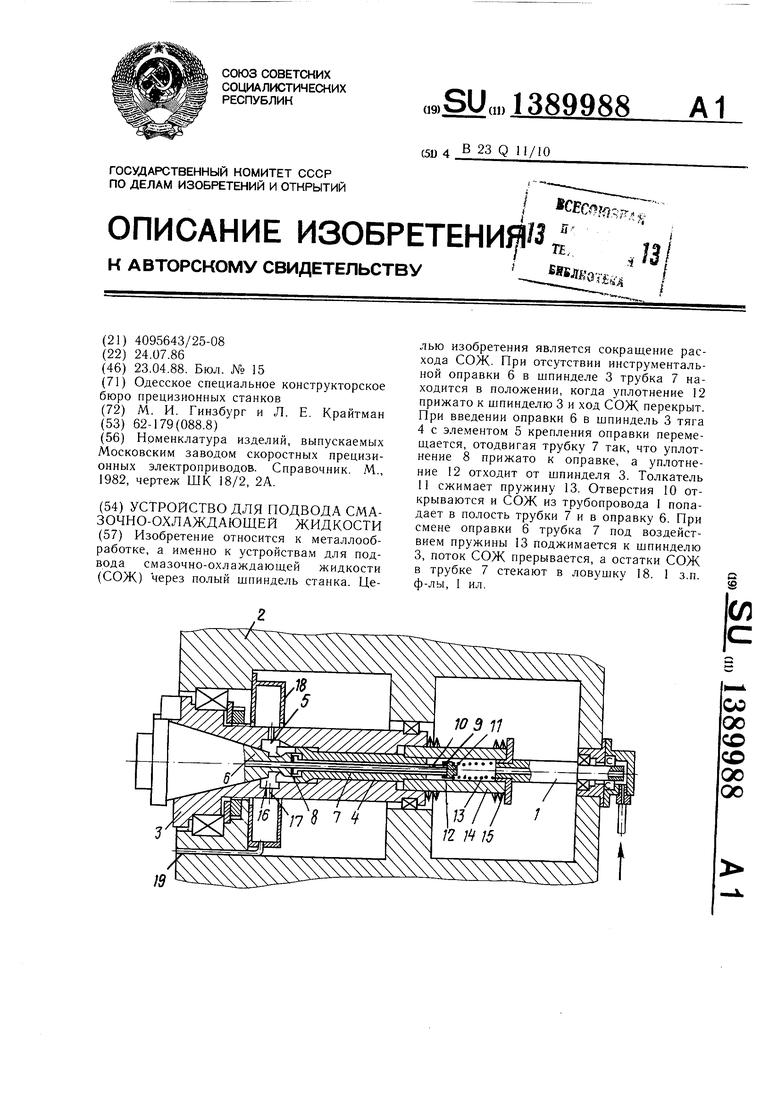
(57)Изобретение относится к металлообработке, а именно к устройствам для подвода смазочно-охлаждающей жидкости (СОЖ) через полый шпиндель станка. Целью изобретения является сокращение расхода СОЖ. При отсутствии инструментальной оправки 6 в шпинделе 3 трубка 7 находится в положении, когда уплотнение 12 прижато к шпинделю 3 и ход СОЖ перекрыт. При введении оправки 6 в шпиндель 3 тяга 4 с элементом 5 крепления оправки переме- ш,ается, отодвигая трубку 7 так, что уплотнение 8 прижато к оправке, а уплотнение 12 отходит от шпинделя 3. Толкатель 11 сжимает пружину 13. Отверстия 10 открываются и СОЖ из трубопровода 1 попадает в полость трубки 7 и в оправку 6. При смене оправки 6 трубка 7 под воздействием пружины 13 поджимается к шпинделю 3, поток СОЖ прерывается, а остатки СОЖ в трубке 7 стекают в ловушку 18. 1 з.п. ф-лы, 1 ил.
со
сл
00
00 со
Х) 00 00
Изобретение относится к металлообработке, а именно к устройствам для подвода смазочно-охлаждающей жидкости (СОЖ) через полый шпиндель станка.
Цель изобретения - сокращение расхо- г да СОЖ.
На чертеже приведено устройство, общий вид.
Устройство содержит трубопровод 1 системы подачи СОЖ, размещенный в шпинс уплотнением 12 и открывает отверстия 10 трубки 7 для поступления СОЖ от трубопровода 1 к оправке 6.
Во время смены инструмента трубка 7 под воздействием пружины 13 перемещается в крайнее левое положение, перекрывая уплотнением 12 поступление СОЖ. Незначительные остатки СОЖ при размыкании оправки и трубки 7 попадают в полость 16 шпинделя 3 и по отверстиям 17 стекают
дельной головке 2, установленную в полости Юв ловушку 18 и отводятся по трубке 19.
шпинделя 3 полую тягу 4 с элементом 5Таким образом исключается попадание
крепления инструментальной оправки 6, труб-СОЖ и мелких частичек на конус шпинку 7, размещенную в полости тяги 4, и уплот-деля. Набор 15 упругих элементов обеснение 8, размещенное на одном конце трубки 7 и предназначенное для взаимодействия с оправкой 6. В трубке 7 около другого ее конца 9 выполнены радиальные отверстия 10. На торце конца 9 закреплен толкатель 11 с охватывающим трубку уплотнением 12. Устройство снабжено также пружиной 13,
15
печивает размыкание и смыкание элементов 5 крепления оправки 6 к тяге 4.
Формула изобретения
Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) через полый
размещенной между толкателем 11 и торцом 20 шпиндель станка, содержащее установлен- трубопровода 1, и переходником 14, установ-ный в корпусе шпиндельной головки труболенным между тягой 4 и трубопроводомпровод системы подачи СОЖ и размещен1 и охватывающим толкатель 11 и пружинуную в полости шпинделя полую тягу с эле13. Между переходником 14 и шпинделем 3ментом крепления инструментальной оправразмещен набор 15 упругих элементов. Вки, отличающееся тем, что, с целью сокшпинделе 3 вокруг элементов 5 крепления 25 ращения расхода СОЖ, устройство снабже- выполнена кольцевая полость 16, связаннаяно размещенной в полости тяги трубкой с
торцовым уплотнением на одном конце, предназначенным для взаимодействия с концом инструментальной оправки, и радиальными отверстиями на другом конце, закрепленным на трубке толкателем с охватывающим трубку уплотнением, пружиной, размещенной между толкателем и торцом трубопровода системы подачи СОЖ, и переходотверстиями 17 с кольцевой ловушкой 18 для СОЖ, соединенной трубкой 19 с системой подачи СОЖ.
30
НИКОМ, установленным между полой тягой
Устройство работает следующим образом.
При отсутствии в шпинделе 3 инструментальной оправки 6 трубка 7 под воздействием пружины 13 находится в крайнем левом положении, перекрывая подачу СОЖ уплотнением 12. При установке инструмен-и трубопроводом и охватываюшим толкатальной оправки 6 в шпинделе 3 тяга 4,тель с пружиной.
захватив хвостовик оправки 6, перемещает-2. Устройство по п. 1, отличающееся тем,
ся вправо. При этом оправка 6 прижимает-что в шпинделе вокруг элементов креплеся к уплотнению 8 и перемещает трубку 7 ния инструментальной оправки выполнены в крайнее правое положение, преодолевая кольцевая полость и радиальные отверстия, через толкатель 11 сопротивление пружины 40 связывающие указанную полость с введен- 13. Переместившись в правое крайнее по-ной в устройство кольцевой ловушкой для
ложение, трубка 7 отодвигает толкатель 11СОЖ.
с уплотнением 12 и открывает отверстия 10 трубки 7 для поступления СОЖ от трубопровода 1 к оправке 6.
Во время смены инструмента трубка 7 под воздействием пружины 13 перемещается в крайнее левое положение, перекрывая уплотнением 12 поступление СОЖ. Незначительные остатки СОЖ при размыкании оправки и трубки 7 попадают в полость 16 шпинделя 3 и по отверстиям 17 стекают
15
печивает размыкание и смыкание элементов 5 крепления оправки 6 к тяге 4.
Формула изобретения
НИКОМ, установленным между полой тягой
и трубопроводом и охватываюшим толка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки инструментального конуса шпинделя преимущественно многоцелевого станка с ЧПУ | 1987 |
|
SU1537465A1 |
| Устройство для зажима инструмента | 1988 |
|
SU1579652A1 |
| Шпиндельный узел глубокосверлильного станка | 1986 |
|
SU1454648A1 |
| Устройство переключения привода инстру-MEHTA C быСТРОгО пОдВОдА HA РАбОчуюпОдАчу | 1977 |
|
SU841797A1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Устройство для автоматической смены инструмента | 1985 |
|
SU1323327A1 |
| Устройство для подвода смазочно-охлаждающей жидкости | 1980 |
|
SU876372A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |