(21)4016605/29-33
(22)31.01.86
(46) 23.04.88. Бюл. № 15
(72) Б.П.Батенев, Б.А.Лебедев,
Е.Г.Морозов, и С.А.Финеев
(53)666.1.037.7(088.8)
(56)Авторское свидетельство СССР № 409972, кл. С 03 В 33/06, 1967.
Патент США № 3879185, кл. 65-279, опублик. 1975.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ .- СТЕКЛЯННЫХ ИЗДЕЛИЙ
(57)Изобретение относится к производству стеклоизделий, в частности к производству корпусов индикаторных трубок с дном необходимой геометрической формы. Целью изобретения является упрощение конструкции. Устройство для изготовления стеклянных изделий, преимущественно корпусов индикаторных трубок, содержащее станину, два параллельно смонтированных на ней многопозиционных ротора с пазами для заготовок, привод синхронного вращения роторов, горелку для размягчения середины заготовок, расположенную между роторами, вытяжной механизм в виде двух роликов, снабжено также упорами, закрепленными на станине на позиции оттяжки по обе стороны от ротора с возможностью свободного вращения вокруг своей оси, совпадающей с осью вращения заготовки. При этом ролики смонтированы с возможностью свободного поворота и подпружинены в направлении к центру роторов, а их оси расположены в одной плоскости и пересекаются в направлении вращения роторов. 3 ил.
о
сл
с
11390202
Изобретение относится к производтву стеклоиздслий, в частности к рор зводству корпусов индикаторных рубок с дном необходимой геометри- еской формы.
Цель изобретения - упрощение конструкции.
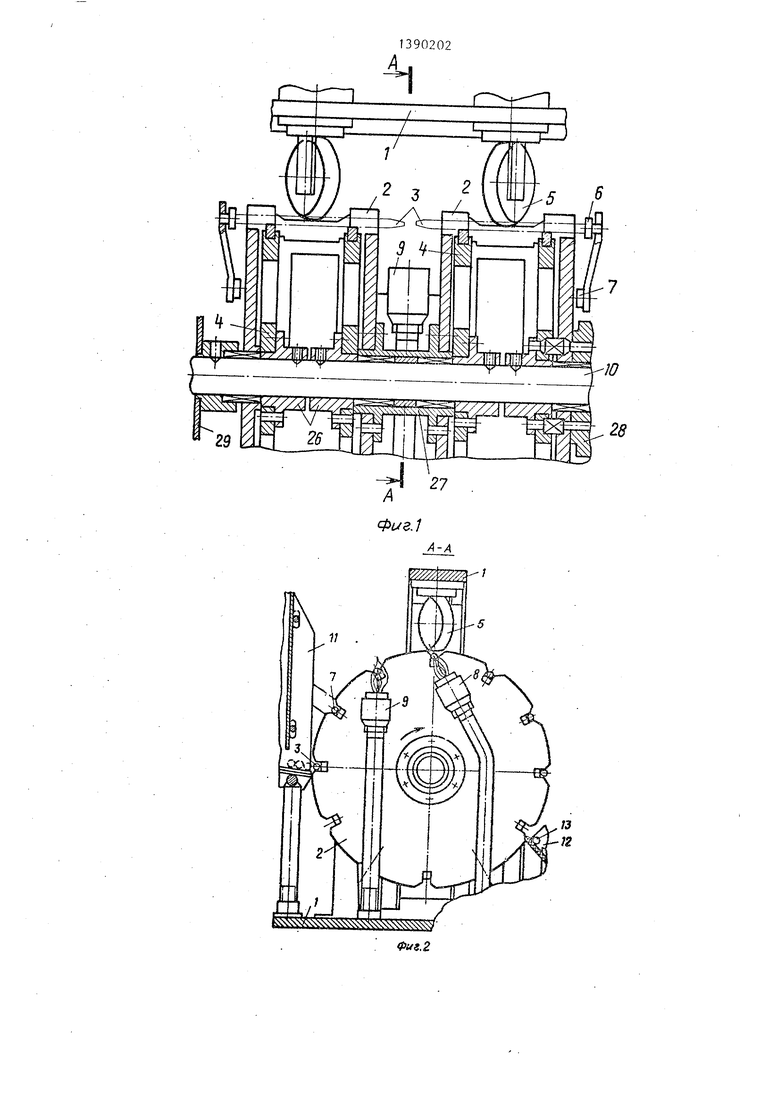
На фиг.1 изображено предлагаемое стройство для изготовления стеклян- JQ ных изделий, вертикальный разрез; на иг. 2 разре.з А-А на фиг. 1 ;на фиг.З- олик, разрез.
Устройство содержит станину 1,, ва параллельно смонтированных много- 15 позиционных ротора 2 с пазами для стеклянных трубчатых заготовок 3, еханизм оттяжки и разделения концов заготовок, состоящий из четырех приводных дисков 4 и подпружиненных в 20 направлении к центру ротора 2 роликов 5, упоры 6, установленные в позиции оттянски и разделения .концов заготонов пр зи в пр о ро то го ча ри ци ны за п т о но и з с з т т т п
вок, упоры 7 для предварительной ус
тановки заготовок относительно газо вых горелок 8 и 9, вал 10, на котором смонтированы детали 2 и 4, загрузочный бункер 11 и приемный бункер 12 для сбора изготовленных корпусов 13 индикаторных трубок.
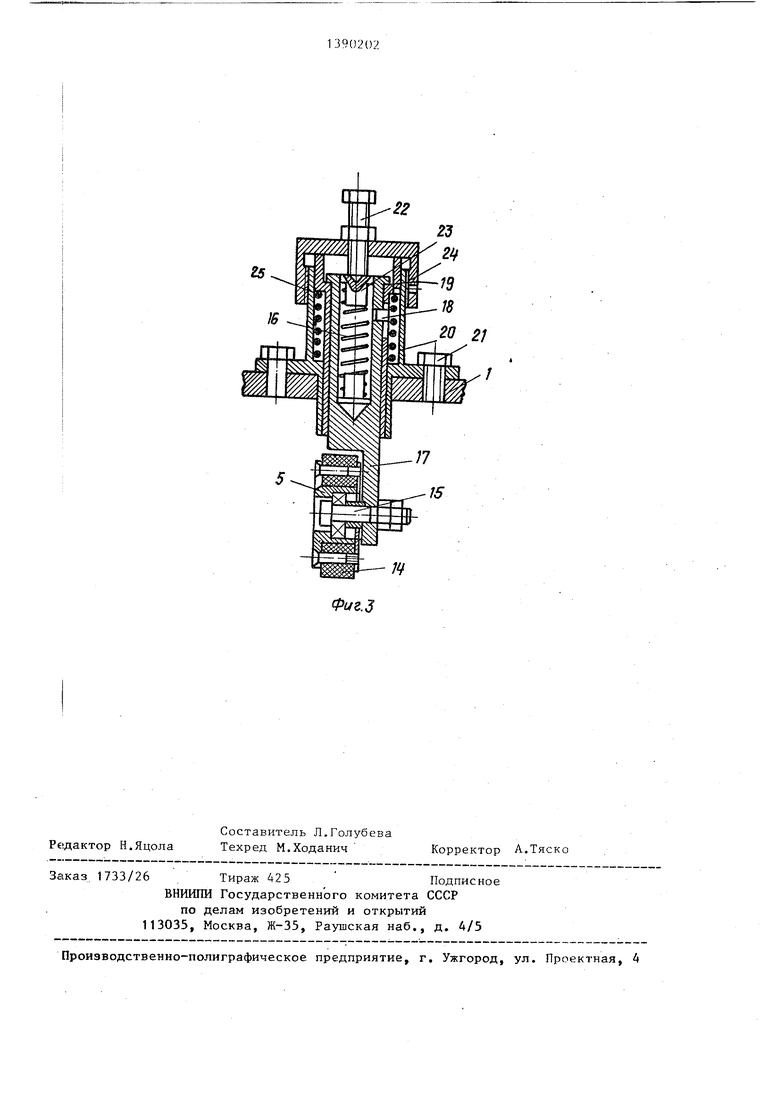
, Ролик 5 с резиновым бандажом 14- посредством оси 15 закреплен с возможностью свободного вращения на подпружиненной пружиной 16 пиноли 17, зафиксированной от углового поворота штифтом 18, размещенным в пазу направляющей втулки 19. Ролик крепится на станине 1 за корпус 20 болтами 21, усилие взаимодействия ролика 5 с заготовкой регулируется винтом 22 через подпятник 23, при зтом пружина 16 сжимается или разжимается, а установка ролика 5 выше или ниже осуществляется вращением крышки 24, которая воздействует на направляющую втулку 19, подпру:жиненную во избежание люфта пружиной 25.
Приводные диски 4 жестко закреплены через ступицы 26 на валу 10, а многопозиционные роторы 2 жестко соединены между собой ступицей 27, при этом роторы вращаются дискретно от шестерни 28 и независимо от вала 10 с приводом - от зубчатого колеса 29.
Устройство работает следующим образом.
JQ -
- 15 20в
25
м , за
30
35
40
45
50
55
Сд-военные заготовки 3 из загрузочного бункера 11 поштучно поступают в пазы многопозиционных роторов 2, при повороте которых в следующую позицию сдвоенная заготовка 3 посредством упоров 7 сдвигается в осевом направлении и занимает нужное положение относительно горелок. При развороте роторов 2 в следующую позицию заготовка 3 поступает в зону действия горелки 9, где центральная (по длине) часть заготовки подвергается предварительному нагреву, Б следующей позиции вращающаяся под действием приводных постоянно вращающихся дисков 4 заготовка 3 входит в зацепление с подпружиненными роликами 5, которые также начинают вращаться вокруг своей оси, при этом заготовка 3 роликами 5, установленными под углом (наклонно) к оси заготовки 3, растягивается, и по мере нагрева центральной части заготовки 3 горелкой 8 осуществляется оттяжка, разделение и запайка концов корпусов 13 индикаторных трубок. Таким образом изготовление корпусов завершено. Б следующих поизициях ротора 2 происходит охлаждение изготовленных корпусов -13 индикаторных трубок, после чего они поступают в приемный бункер 12.
Формула изо°бретения
Устройство для изготовления стеклянных изделий, преимущественно корпусов индикаторных трубок, содержащее станину, два параллельно смонтированных на ней многопозиционпых ротора с пазами для заготовок, привод синхронного вращения роторов, горелку для размягчения середины заготовок, расположенную между роторами, и вытяжной механизм в виде двух роликов, отличающееся тем, что, с целью упрощения конструкции, оно снабжено упорами, закрепленными на станине на позиции оттяжки по обе стороны от ротора с возможностью свободного вращения вокруг своей оси, совпадающей с осью вращения заготовки, при этом ролики смонтированы с возможностью свободного поворота и подпружинены в направлении к центру роторов, а их оси расположены в одной плоскости и пересекаются в направлении вращения роторов.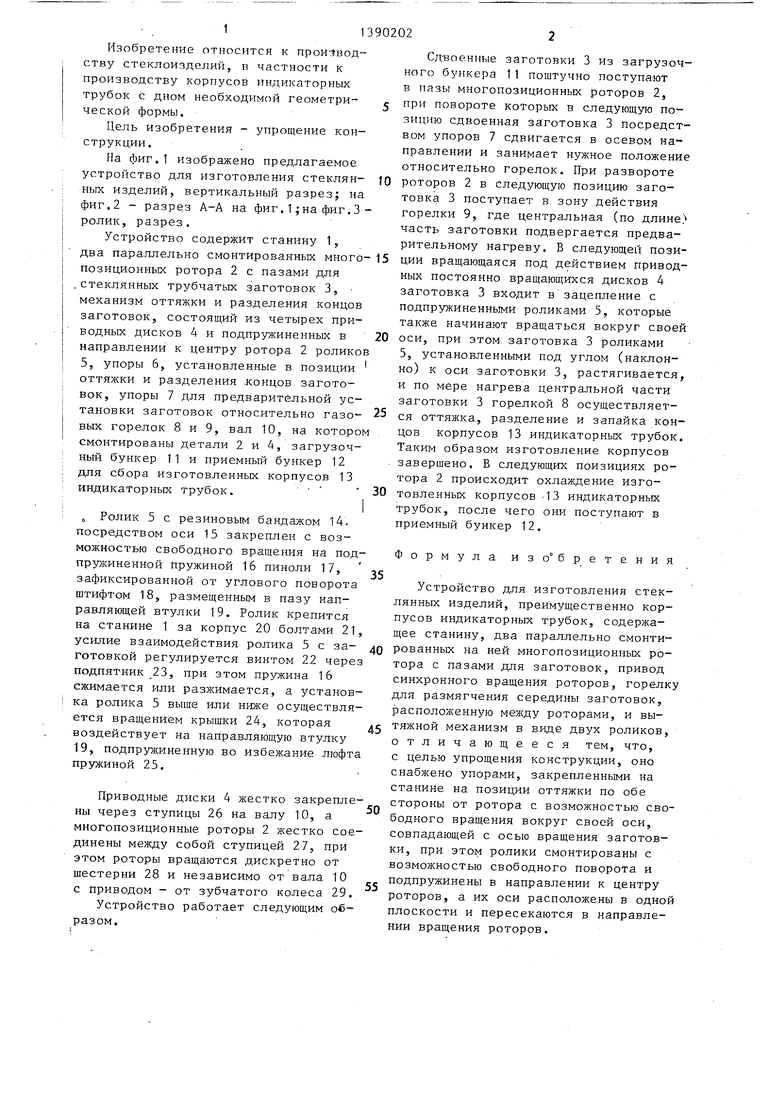
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Устройство для изготовления стеклянных изделий из трубок | 1986 |
|
SU1392034A2 |
| Многопозиционное устройство для спаивания стеклянных капиллярных трубок | 1982 |
|
SU1014800A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Устройство для изготовления изделий из проволоки | 1976 |
|
SU667296A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Устройство для обработки стеклянных трубок | 1985 |
|
SU1335537A1 |
| Устройство для резки стеклян-НОгО дРОТА | 1979 |
|
SU812774A1 |
| Устройство для нанесения покрытий на изделия из стекла | 1988 |
|
SU1604768A1 |
Фиг,2
.1
А-А
ШЩ
Z5
Фиг.З
22
23
щ
