Сдд СО
113
Изобретение отгшсится к спецэлек- трометаллург ии.
Целью изобретения является увели чение .выхода годного,, расширение тек нологи -Еески ;: возможностей.
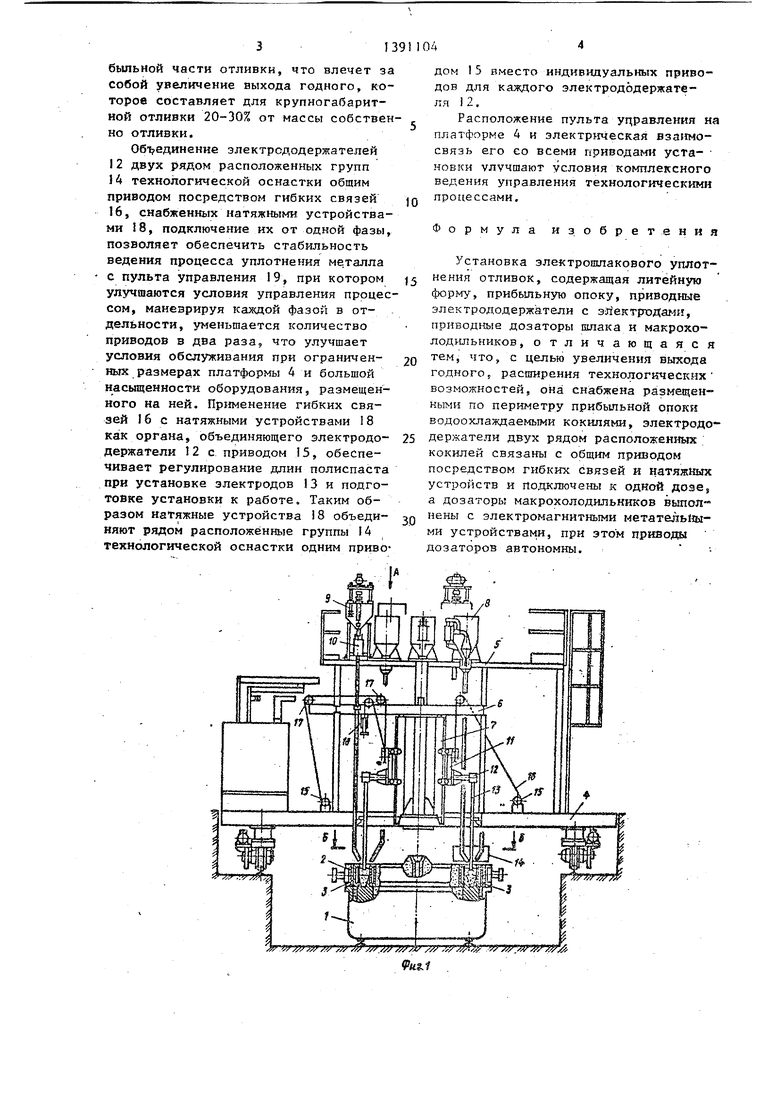
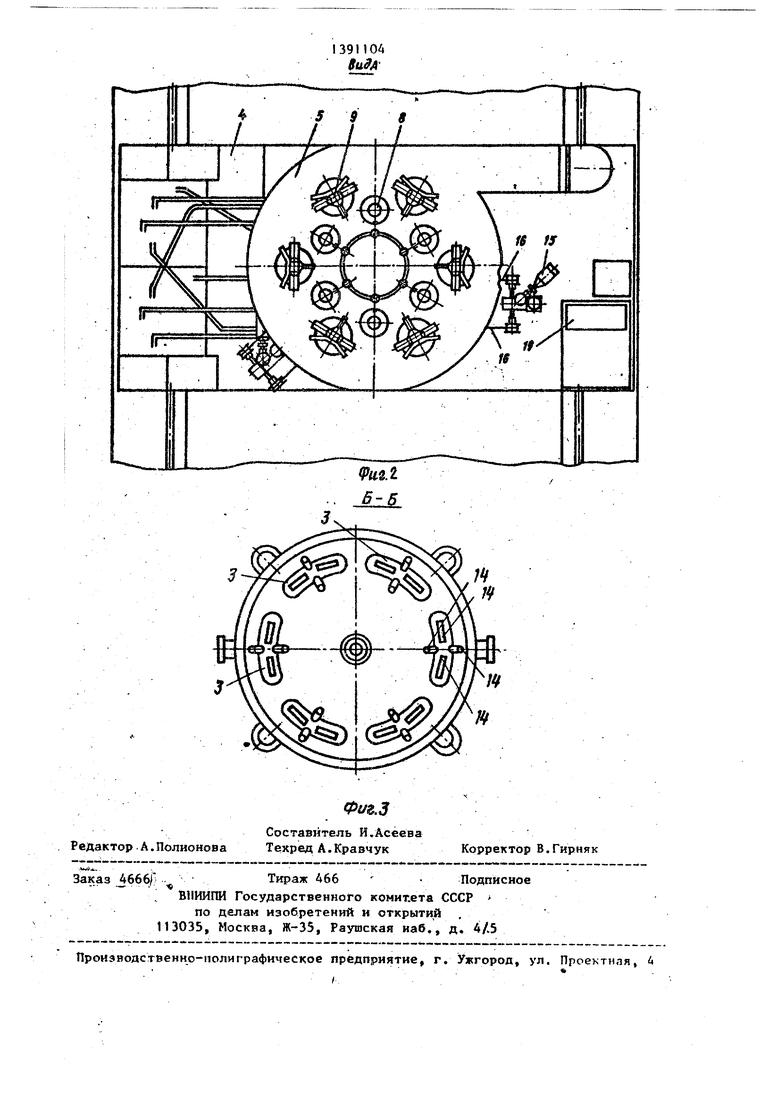
На фиг,1 представлена установка общий вид; ка фиг„2 - вид по стрелке А на фнго1; иа фиГоЗ - сечение по Б-Б на фиг,1.
Установка содержит литейную форму ;1 с прибыльной опслсой 2, которая по пернметру имеет кокили 3, Над линей- рои itopM-ofi I установлена самоходная платформа 4 и на ней смонтированы |Портальные площадки 5,)6 и вертикаяь- 1ные стойки 7. На порт альной поющадке :5 установлены приводные дозаторы 8 iffijiaica и приводные дозаторы 9 макрохолодильников, Б качестве макрохоло дильников используготся металлические ,1 ранульи Дозаторы 9 металл1-1ческих гранул сиабкекы электроь5агнитными метатель ПзШИ ycтpoйcтвa a 10, На стойкак 7 подвгокно установлены каретки Г1 . электрододержат ВЛб .й 12 на ко- торь5я з л«:рггшень5 электроды 13.
Группа I4.технологической оснастки содер я ят один приводной дозатор 8 шлакаS один приводной дозатор 9 металлических гранул, один электродо держатель 12 с электродами 13„ Каждая группа .3 4 раэлмещена над водоох- лаждаекым кокилем 3.
На платформе 4 установлены приводы 15, С однго-i приводом 15 посредством гибких связей 16 взаимосвязаны электрододержатели 12 д:зух рэдом рас полокеннык групп 14, Гибкая связь 6 охватывает блоки 17, установленные на гшощадхе.6,и снабжена винтовым натягккым -устройством 18, Приводы дозаторов 8 шлака, приводы дозаторов 9 мета гпических гранул - ав-тономны.
Все приводы дозаторов 8, 9 и прк- водь 15 электрододержателей 2 элгк- тр ичаскн взаимосБяз.аны с пультом управления 19 , устаноБлентагм на самоходной платформе 4,
Установка работает следующим образом
Предварительно производится подго .тонка установки к работе: к электро- додержателям 2 крепятся электроды 13, якжнне торцы которых устанавли
ваются На один уровень с помощью вин товсго катякного устройства 18 что обесггечивзет стабильность ведения процесса обогрева. Литейную форму 1
.
5
to
В
20
25
35
45
55
042
заливают жидким металлом так, чтобы металл частично заполнял кокили 3 опоки 2.
Самоходную платформу 4 перемещают по рельсовому пути и устанавливают . над литейной формой 1 так, чтобы каждая группа 14 технологической оснаст- кн-размещалась над одним кокилем 3. С пульта управления 19 включением приводов 5 опускают электроды 13 в полости кокилей 3, не доводя до уровня металлической ванны на 15-25 5M.
Подается электропитание электродов 13, затем включением приводов дозаторов 8 с пульта управления 19 производят порционную загрузку флюса одновременно в ка вдьуй кокиль 3. Наводят шлаковую- ванну и ведут обогрев верхней части отливки (процесс уплотнения отливки). Расположение- ко- К5«1ей 3 по всему периметру крупногабаритной отливки обеспечивает равномерный обогрев ее верхней части.
По окончании процесса уплотнения также с пульта управления 19 одновременным включением приводов дозаторов 9 макрохолодильников и элек-. тромагнитного метательного устройства 10 в каждый кокиль 3 для измельчения структуры металла верхней час ти отливки со скоростью 50-60 м/сек в зону расплава металла внедряются макрохолодильн ки в виде металлической дроби. Наличие электромагнитных метательных устройств 10 дает возможность с большой скоростью пересечь слой ишака с мини aльным отбором от него тепла к внедрить макрохолодиль- никн непосредственно в зону расплава металла, а не на поверхность шлака, что значительно повышает эффект отбора тепла металлической ванны.
При разнотолщинности стенки от- лййки по ее периметру и соответственно различных сечений кокилей 3 дозаторы 8 и 9 каждой группы загружаются флюсом и металлической дробью в технологически, обоснованном колн- 4SCTse, что достигается автономностью приводов зтих дозаторов
В сочетании злектрошлакового уплотнения металла и внедрения в расплав макрохолодильников как центров кристаллизации металла достигается высокое качество отливок, исключаются усадочные раковины в ее прибыльной части, а следовательно, существенно снижается металлоемкость прибыльной части отливки, что влечет за собой увеличение выхода годного, которое составляет для крупногабаритной отливки 20-30% от массы собствен но отливки.
Обт единенне электрсдодержателей 12 двух рядом расположенных групп 14 технологической оснастки общим приводом посредством гибких связей 16, снабженных натяжными устройствами 18, подключение их от одной фазы, позволяет обеспечить стабильность ведения процесса уплотнения ме.талла с пульта управления 19, при котором улучшаются условия управления процессом, маневрируя кашдой фазой в от- дельности, уменьшается количество приводов в два раза, что улучшает условия обслуживания при ограничен- ных размерах платформы 4 и большой насыщенности оборудования, размещенного на ней. Применение гибких связей 16 с натяжными устройствами 18 как органа, объединяющего электродо- держатели 12 с приводом 15, обеспечивает регулирование длин полиспаста при установке электродов 13 и подготовке установки к работе. Таким образом натяжные устройства 18 объеди- няют рядом расположённые группы IА технологической оснастки одним приводом 15 вместо индивидуальных приводов для каждого электрододержате- лл 12.
Расположение пульта уцравления на платформе 4 и электрьгческая взангмо- связь его со всеми приводам уста- новки улучшают условия комплексного ведения управления технологическими процессами.
Формула изобретения
Установка электрошлакового уплотнения отливок, содержащая литейную форму, прибьтьную опоку, приводные электрододержатели с эйектродами, приводные дозаторы шлака и макрохолодильников , отличающаяся тем, что, с целью увеличения выхода годного, расширения технологических возможностей, она снабжена размещен- кьми по периметру прибыльной опоки водоохлаждаемыми кокилями, электрододержатели двух рядом расположенных кокилей связаны с общим приводом посредством гибких связей и натяжных устройств и подключены к одной дозе, а дозаторы макрохолодилькиков выполнены с электромагнитньгми метателЫш- ми устройствами, при этом приводы дозаторов автономны. 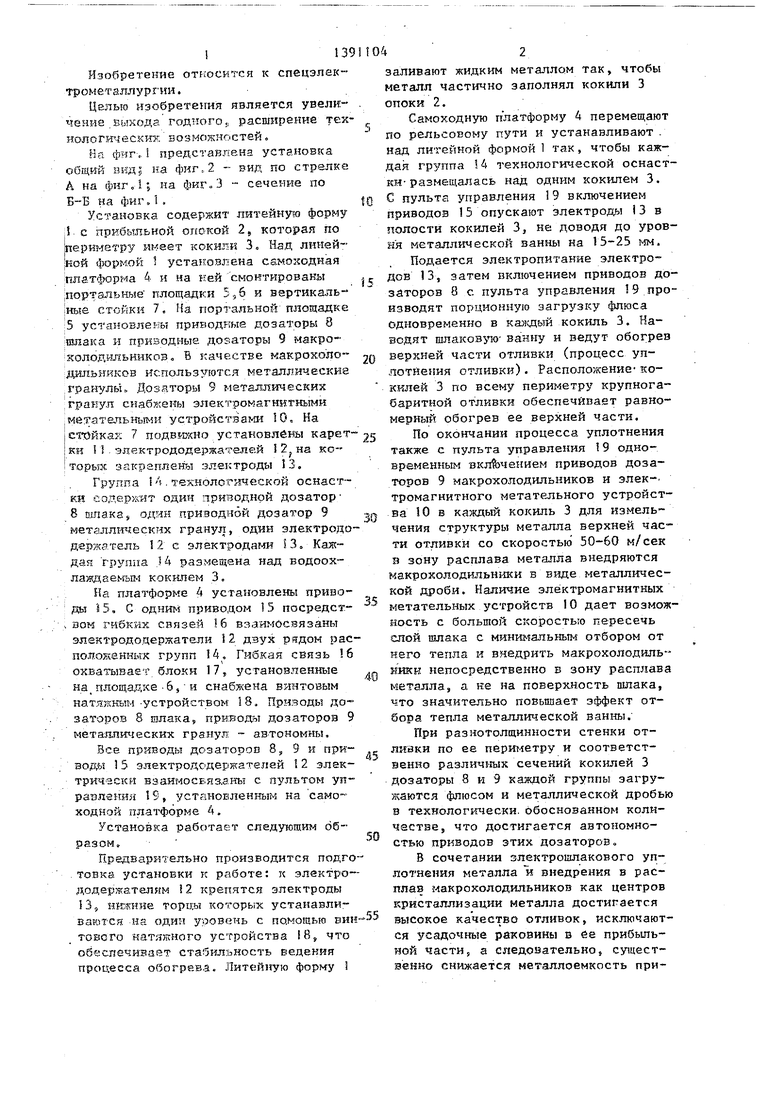
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка электрошлакового уплотнения крупногабаритных обечаек | 1987 |
|
SU1520856A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная оснастка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801506C1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ С ПРОТИВОДАВЛЕНИЕМ | 1973 |
|
SU404559A1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1997 |
|
RU2132252C1 |
| Установка для электрошлаковой отливки слитков | 1983 |
|
SU1115482A1 |
Изобретение относится к спец- . электрометаллургии, к установкам для электрошпакового уплотнения металла. Целью изобретения является увеличение выхода годного и расширение технологических возможностей. Установка для электроилакового упйотнения отливок включает литейную форму, прибыльную опоку, по периметру которой размещены водоохла}|сдаемые кокнли. Электрододержатели двух рядом расположенных кокилей связаны общим приводом посредством гибких связей и натяжных устройств и подключены к одной фазе. Приводные дозаторы макрохолодильников выполнены с электромагнитными метательными устройствами. В сочетании электрошлакового уплотнения металла и внедрения в расплав .макрохолодильников как центров крис- таллипацин достигается высокое качество отливок. 3 ип.
| Безраспорная вантовая ферма | 1976 |
|
SU636349A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
