Изобретение относится к обработке металлов давлением, а именно к устройствам для калибровки полых Щ1- линдрических изделий по их наружному диаметру, и может быть использовано для калибровки фильтровальных элементов с различными по размерам диаметрами.
Цель изобретения - повышение ка- чества изделий и зкономия материала за счет обеспечения ремонта штампа.
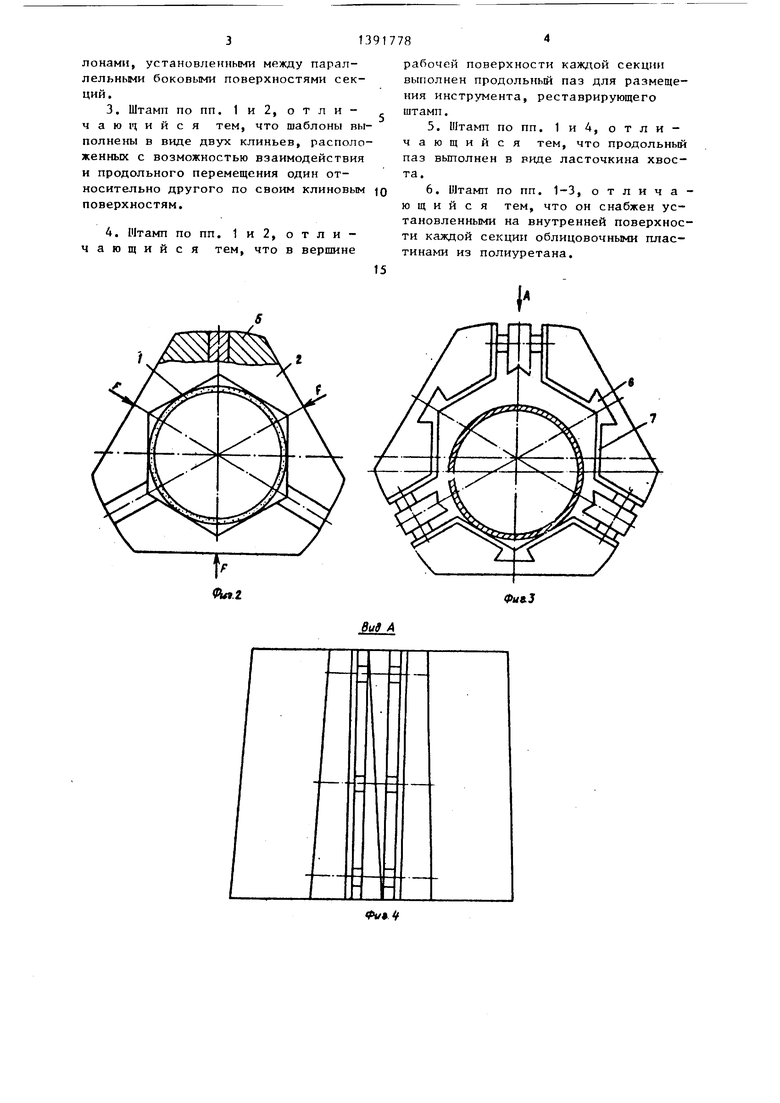
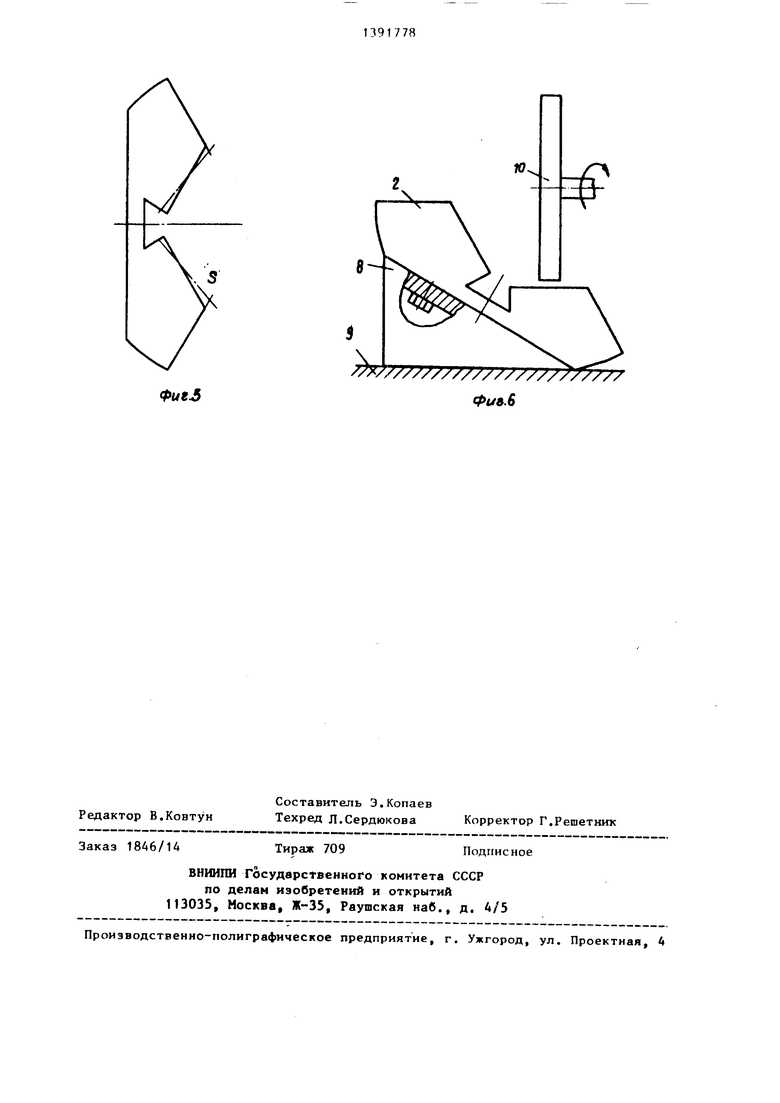
На фиг. 1 и 2 изображен штамп для калибровки изделий различного диаметра (при сжатых секциях матриц)) на фиг. 3 - штамп с шаблоном, выполненным в виде клиновой пары,и пазами в виде ласточкина хвоста, в которых укреплены полиуретановые пластины (при разомкнутых сек1Ц1ях матриц), на фиг.Д - штамп, вид А на фиг. З; на фиг.5 - секция матрицы после калибровки партии изделий, профиль S рабочей поверхности которой вьш1ел за предел допуска, на фиг. 6 - схема установки матрицы на плоскошлифовальном станке для восстановления профиля.
Штамп для калибровки цилиндрических изделий 1 различного диаметра содержит секции 2 матрицы, связанные штифтами 3 и подпружиненные пружинами А.
Между секциями 2 установлены шаблоны 5 (фиг. 2), которые могут быть вьтолнены в виде клиновой пары. В вершинах поверхностей секций матриц выполнены пазы 6 в виде ласточкина хвоста, позволяющие установить пластины 7 из полиуретана. После калибровки партии изделий рабочая поверх- ность секций меняет свой профиль S, который может быть восстановлен на плоскопшифовальном станке (фиг. 6), где 8 - призма для установки полуматрицы на магнитном столе 9, а 10 - шлифовальный круг.
Штамп работает следующим образом.
Фильтровальный элемент, полученный путем спекания металлических порошков, имеющий различную эллипсич
ность по длине, помещается в полость между секциями 2 матрицы. При сжатии секций матрицы (усилиями F, например путем воздействия, бойка пресса) осуществляется калибровка изделий по диаметру и длине.
Установка шаблонов 5 может быть осуществлена калибровка фильтровальных злементов различного диаметра.
5 0 5
о
Q с
5
0
5
Вьщержать допуск с большой точностью между плоскостями секций, образованных при смыкании, можно путем взаимного перемещения клиновой пары шаблона. Осуществить восстановление штампа для его многократного использования можно на .аюбом плоскошлифовальном станке. Для этого после его разборки каждую секцию матрицы устанавливают с помощью призмы 8 на магнитном столе 9 станка, где осуществляется снятие поверхностного слоя шлифовальным кругом 10.
Применение штампа позволяет исключить нарушение поровых каналов фильтровальных элементов и повьш1ает качество изделия, применяемого в машиностроении.
Устройство не требует высокого класса точности при его изготовлении, так как расстояние между рабочими плоскостями секций могут быть получены за счет шаблона, выполненного в виде взаимоперемещающейся клиновой пары. При этом обеспечивается экономия дефицитных инструментальных сталей, необходимых для изготовления штампа за счет возможности многократного его использования после ремонта.
Формула изобретения
1.Штамп для калибровки полых цилиндрических изделий разных диаметров, содержащий расположенные одна относительно другой под углом 120 подпружиненные между собой и установленные с возможностью радиального перемещения три секции матрицы, каждая из которых вьтолнена с двумя боковыми плоскими поверхностями и
с внутренней рабочей поверхностью, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения калибровки различньк по наружному диаметру изделий и повьш1ения качества изделий и зконом1 и материала за счет обеспечения ремонта штампа, внутренняя рабочая поверхность каждой из секций матрицы выполнена в виде двух расположенных между собой под углом 120 плоскостей, образующих при смыкании трех секций призму с шестигранным поперечным сечением.
2.Штамп по п. 1, отличающийся тем, что он снабжен шаблонамн, установленными между параллельными боковыми поверхностями секций,
3. Штамп по пп. 1 и 2, о т л и - чающийся тем, что шаблоны выполнены в виде двух клиньев, расположенных с возможностью взаимодействия и продольного перемещения один относительно другого по своим клиновым поверхностям.
А. Штамп попп. 1и2, отличающийся тем, что в вершине
рабочей поверхности каждой секции выполнен продольный паз для размещения инструмента, реставрирующего штамп.
5.Штаьт попп. 1и4, отличающийся тем, что продольный паз вьтолнен в Риде ласточкина хвоста.
6.Штамп по пп. 1-3, отличающийся тем, что он снабжен установленными на внутренней поверхности каждой секции облицовочными пластинами из полиуретана.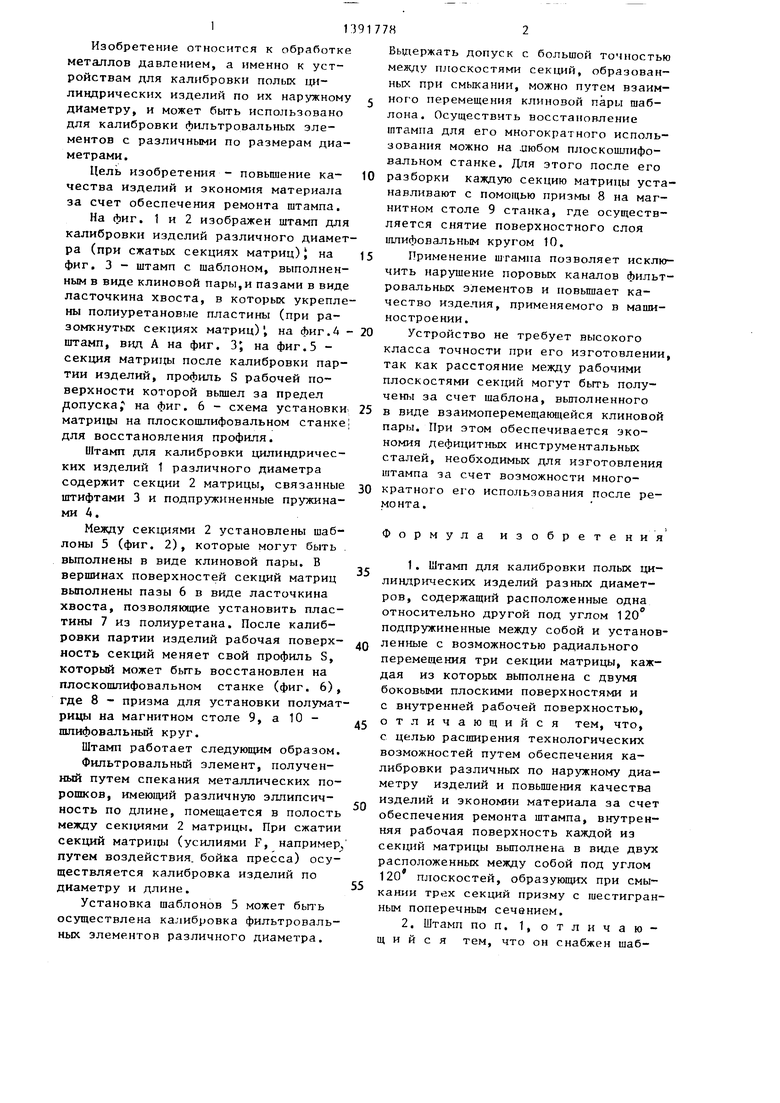
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВОЙ МЕХАНИЗМ С ПРИЕМНИКОМ ПОЛЗУНА | 2008 |
|
RU2461463C2 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Штамп для изготовления лент с гофрами,имеющими непрямолинейную ось | 1979 |
|
SU858976A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ КРЕМНИЕВЫХ ПЛАСТИН | 2005 |
|
RU2308556C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ | 1992 |
|
RU2010660C1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
Изобретение относится к области обработки металлов давлением, точнее к устройства для калибровки полых цилиндрических изделий по их наружному диаметру, и может быть использовано- для калибровки фильтровальных элеменJ- тон с различными диаметрами. Пель изобретения - расширение технологических возможностей, повьппение качества и экономия металла за счет обеспечения ремонта штампа. Штамп содержит матрицу иэ трех секций (С) 2, соединенных штифтами 3. Между С 2 помещены шаблоны в йиде клиновых пар, а на рабочих поверхностях С 2 - пластины из полиуретана. Изделие 1 помещают между С 2 и при их сведении осуществляют калибровку по диаметру и длине. Путем установки шаблонов между С 2 осуществляется калибровка различных по наружному диаметру изделий 1. Штамп позволяет исключить нарушение поровых каналов фильтровальных элементов. 5 э.п. ф-лы, 6 ил. г vj 
Фи9.3
ФиеЛ
Редактор В.Ковтун
Составитель Э.Копаев Техред Л.Сердюкова
Заказ 1846/U
Тираж 709
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Ф1/Л.В
Корректор Г.Решетник
Подписное
| Способ правки длинномерных цилиндрических изделий | 1982 |
|
SU1199344A1 |
