со со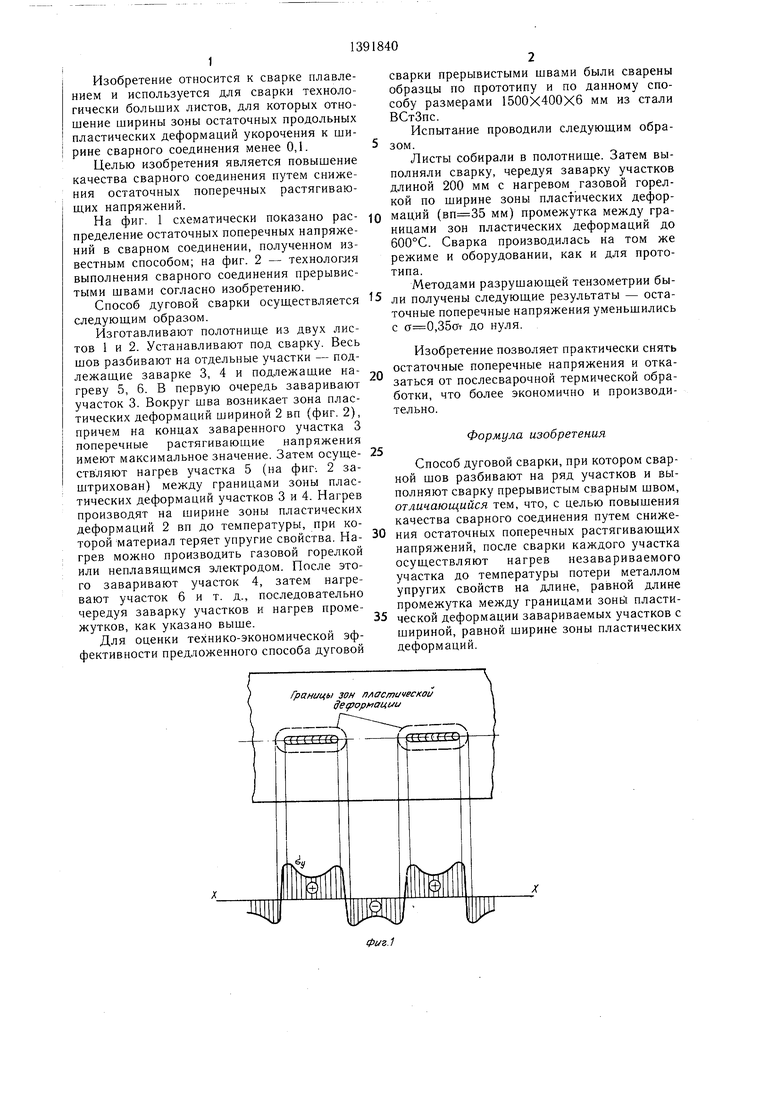
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки | 1986 |
|
SU1400831A1 |
| Способ получения сварного соединения | 1983 |
|
SU1127727A1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ устранения сварочных деформаций и напряжений | 1982 |
|
SU1085724A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |

Изобретение относится к сварке и .может быть применено в различных отраслях машиностроения при изготовлении конструкций с протяженными швами. Цель - повышение качества сварного соединения. Для этого сварку ведут прерывистыми швами. Участки между шва.ми нагревают до температуры потери металлом упругих свойств. Длина участка нагрева равна длине промежутка между зонами пластических деформаций от сварки. Ширина участка равна ширине зоны пластических деформаций. В результате нагрева создается непрерывная зона пластических деформаций одинаковой ширины как в пределах участков нагрева, так и участков сварки. Снижается уровень поперечных напряжений при сварке. 2 ил. & (Л
00
4
Изобретение относится к сварке плавлением и используется для сварки технологически больших листов, для которых отношение ширины зоны остаточных продольных пластических деформаций укорочения к ширине сварного соединения менее 0,1Целью изобретения является повышение качества сварного соединения путем снижения остаточных поперечных растягиваю- ш,их напряжений.
На фиг. 1 схематически показано распределение остаточных поперечных напряжений в сварном соединении, полученном известным способом; на фиг. 2 - тexнoлoгJ я выполнения сварного соединения прерывистыми швами согласно изобретению.
Способ дуговой сварки осуш,ествляется следуюш,им образом.
Изготавливают полотнище из двух листов 1 и 2. Устанавливают под сварку. Весь шов разбивают на отдельные участки - под- лежаш,ие заварке 3, 4 и подлежаш,ие нагреву 5, 6. В первую очередь заваривают участок 3. Вокруг шва возникает зона пластических деформаций шириной 2 вп (фиг. 2), причем на концах заваренного участка 3 поперечные растягиваюш,ие напряжения имеют максимальное значение. Затем осуществляют нагрев участка 5 (на фиг-. 2 заштрихован) между границами зоны пластических деформаций участков 3 и 4. Нагрев производят на ширине зоны пластических деформаций 2 вп до температуры, при которой материал теряет упругие свойства. Нагрев можно производить газовой горелкой или неплавящимся электродом. После этого заваривают участок 4, затем нагревают участок бит. д., последовательно чередуя заварку участков и нагрев промежутков, как указано выше.
Для оценки технико-экономической эффективности предложенного способа дуговой
Границы зон пластической вдуормаи и
/ fff ( ( г Щ-л
сварки прерывистыми швами были сварены образцы по прототипу и по данному способу размерами 1500X400X6 мм из стали ВСтЗпс.
Испытание проводили следующим образом.
Листы собирали в полотнище. Затем выполняли сварку, чередуя заварку участков длиной 200 мм с нагревом газовой горелкой по ширине зоны пластических деформаций ( мм) промежутка между границами зон пластических деформаций до 600°С. Сварка производилась на том же режиме и оборудовании, как и для прототипа.
Методами разрушающей тензометрии были получены следующие результаты - остаточные поперечные напряжения уменьшились с ,35ат до нуля.
Изобретение позволяет практически снять остаточные поперечные напряжения и отка- заться от послесварочной термической обработки, что более экономично и производительно.
Формула изобретения
Способ дуговой сварки, при котором сварной шов разбивают на ряд участков и выполняют сварку прерывистым сварным швом, отличающийся тем, что, с целью повышения качества сварного соединения путем снижения остаточных поперечных растягивающих напряжений, после сварки каждого участка осуществляют нагрев незавариваемого участка до температуры потери металлом упругих свойств на длине, равной длине промежутка между границами зонй пластической деформации завариваемых участков с шириной, равной ширине зоны пластических деформаций.
N
.2
| Винокуров В | |||
| А | |||
| Сварочные деформации и напряжения | |||
| М.: Маши ностроение, 1968, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
