Известны автоматы для доводки рабочих поверхностей штангенглу биномера с притиром, совершающим возвратно-поступательное движение относительно обрабатываемого изделия, получающего одновременно синхронизированное поступательное движение в направлении, перпендикулярном движению притира. Однако качество поверхностей, доводимых на таких автоматах, недостаточно высокое.
В описываемом автомате для повышения качества доводимых поверхностей зажимное устройство для крепления изделия выполнено в виде двух пневматических цилиндров, оси которых перпендикулярны между собой. Шток поршня одного цилиндра несет щарнирно присоединенное к нему коромысло, связанное с двумя Г-образными поворотными захватами для зажима обрабатываемого изделия. Шток порщня другого цилиндра служит для прижатия обрабатываемых рабочих поверхностей к притиру. Для управления пневматическими цилиндрами зажимного устройства, а также пневматическими цилиндрами поворотного стола с изделиями и «механической руки для переноса изделий может быть применен поворотный барабан со сменными кулачками, воздействующими на распределительное золотниковое устройство.
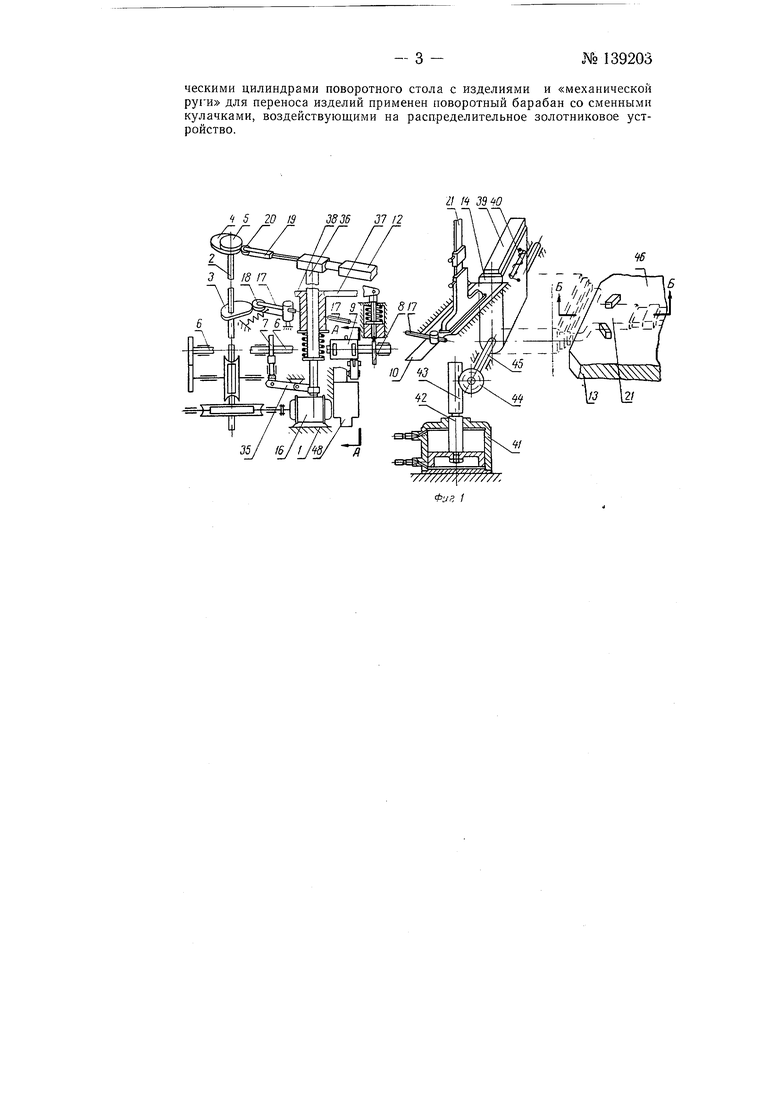
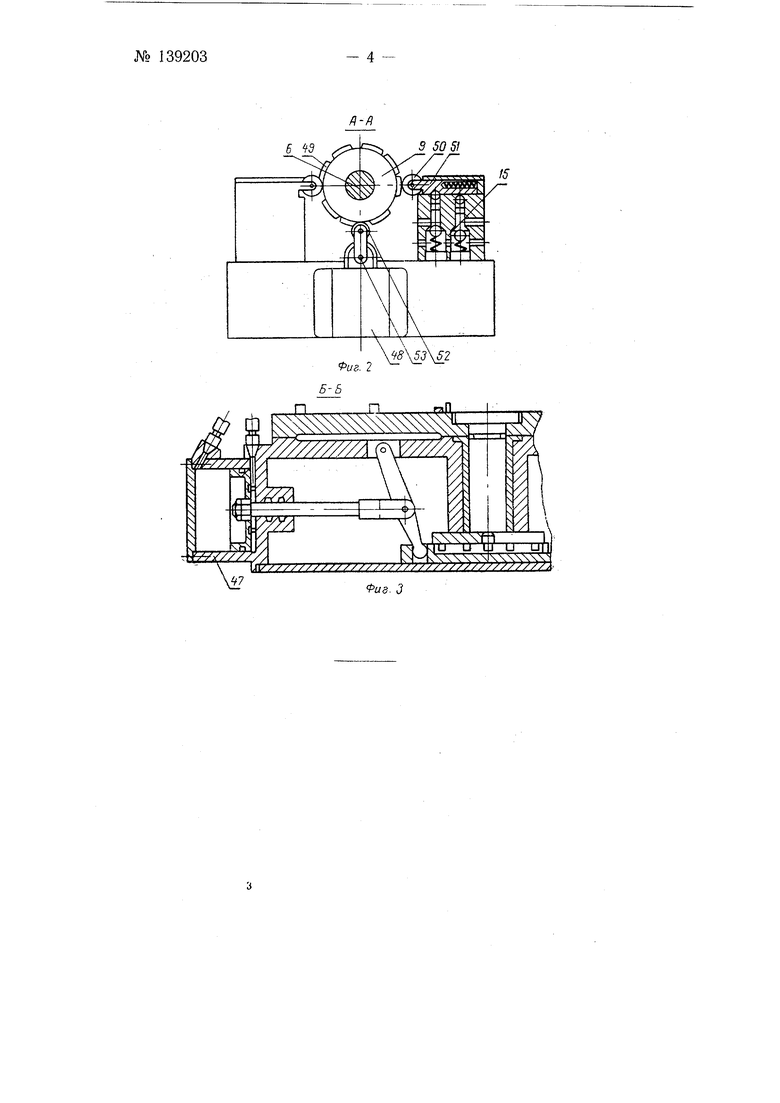
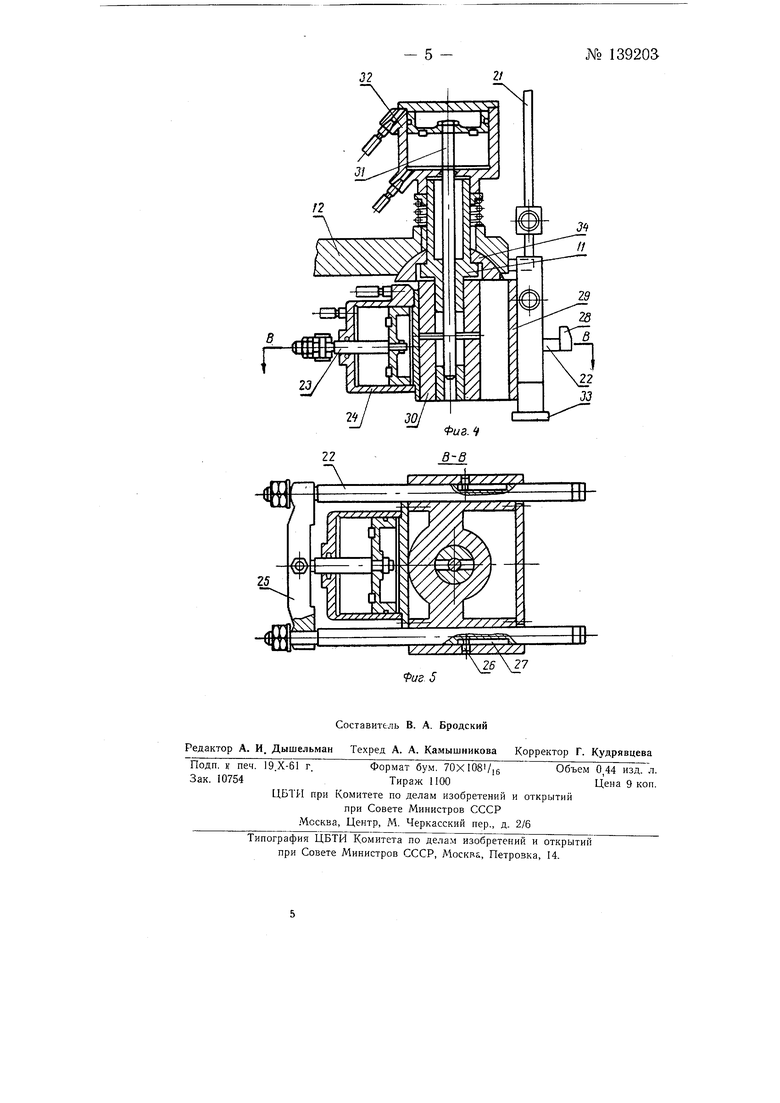
На фиг. 1 изображен автомат; на фиг. 2 - разрез по А-А па фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - зажимное устройство; на фиг. 5 - разрез по В-В на фиг. 4.
Автомат для доводки рабочих поверхностей штангенглубиномера состоит из основания 1, распределительного вала 2 с кулачками 5 и 4 и цилиндрическим барабаном 5, вспомогательного распределительного вала 6 с кулачками 7 и S и кулачковым барабаном 9, притира 10, зажимного устройства 11, установленного на ползуне 12, поворотного стола 13, «механической руки 14, распределительного золотникового устройства 15 и электродвигателя J6.
№ 139203- 2 Вращательное движение от электродвигателя 16 передается на распределительный вал 2, кулачок 3 которогЬ, рычаг 17 с роликом 18 сообщает возвратно-поступательное движение--1 итиру 10, а кулачок 4. посредством рычага 19 с роликом 20 приводит ползун 12 в поступательное движение в направлении, перпендикулярном движению притира 10. Обрабатываемое изделие 21 закрепляется в зажимном устройстве // прн помощи захватов 22, перемещаемых щтоком 23 пневмоцилиндра 24 посредством коромысла 25. В результате взаимодействия винтов 2 с винтовыми пазами 27 движущихся захватов 22 последние поворачиваются на 90°, и их выступы 28 прижимают изделие 21 к опорной поверхности 29 державки 30. При перемещении щтока 31 пневмоцилиндра 32 державка 30 опускается вниз, и рабочая поверхность 33 изделия 21 прижимается к притиру 10. РЬделие 21 самоустанавливаться в зажимном устройстве и за счет установки его в щаровом щарнире 34.
После окончания доводки вращающийся кулачок 7 вала б через рычаг 35 поднимает стойку 36 вместе с рычагом 19 и ползуном 12, благодаря чему ролик 20 вступает в контакт с барабаном 5. Затем кулачок 8 того же вала 6 поворачивает через рычаг 37 втулку 38, вместе с которой поворачивается стойка 36, связанная с втулкой 38 щлицевым сое-, динением. Ползун 12, перемещающийся в горизонтальной плоскости, переносит изделие 21 с притира 10 на поверхность 39 «механической руки. Зажимное устройство // освобождает изделие 21, которое фиксируется электромагнитом 40.
Пневмоцилиндр 41, шток 42 которого имеет рейку 43, сцепленную с зубчатым колесом 44, поворачивает «механическую руку относительно оси 45, при этом изделие 21 ложится на поверхность 46 поворотного стола 13. Поворот стола, при котором отводится доведенное изделие 21 и подводится подлежащее обработке, осуществляется при помощи пневмоцилиндра 47.
Последовательность срабатывания пневмоцилиндров 24, 32, 41 и 47, а также концевого выключателя 48, управляющего электромагнитом 40, определяется расположением кулачков 49 на барабане 9, которые взаимодействуют с роликами 50 плунжеров 51 золотникового устройства 15 с роликом 52 кнопки 53 выключателя 48.
Описываемый автомат позволяет механизировать и автоматизировать обработку щтангенглубиномеров, повысить производительность и улучщить условия труда, а также обеспечить высокое качество изделий.
Предмет изобретения
1.Автомат для доводки рабочих поверхностей щтангенглубиномера с притиром, соверщающим возвратно-поступательное движение относительно обрабатываемого изделия, получающего одновременно синхронизированное поступательное движение в направлении, перпендикулярном движению притира, отл ич аю щи йся тем, что, с целью повыщения качества доводимых поверхностей, зажимное устройство для крепления изделия выполнено в виде двух пневматических цилиндров со взаимно-перпендикулярными осями; шток порщня одного из цилиндров несет щарнирно присоединенное к нему коромысло, сбязанное с двумя Г-образными поворотными захватами для зажима обрабатываемого изделия,, а щток порщня второго цилиндра служит для прижатия обрабатываемых рабочих поверхностей к притиру.
2.Автомат по п. 1, отличающийся тем, что для управления пневматическими цилиндрами зажимного устройства, а также пневматическими цилиндрами поворотного стола с изделиями и «механической руги для нереноса изделий применен поворотный барабан со сменными кулачками, воздействующими на распределительное золотниковое устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ДОВОДКИ ПЛОСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1966 |
|
SU181514A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| СПОСОБ ВИБРАЦИОННОЙ НЕПРЕРБ1ВНОЙ ДОВОДКИ | 1968 |
|
SU218685A1 |
| Многопозиционный автомат для доводки отверстий чугунными притирами | 1958 |
|
SU128324A1 |
| Система автоматического управления гидравлическим прессом | 1974 |
|
SU720901A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
45 20 19 3836
21 W 37
6 tS
W5. 2
ss
5 SOS
a /5
Fv
