Изобретение относится к способам изготовления керамических деталей с металлизированными отверстиями и но Лсет быть использовано в электронной, .радио- и электротехнической промышленности, а также в электровакуумном приборостроении для производства ме- таллокерамических сборочных единиц.
Цель изобретения - увеличение выхода годных деталей с металлизированными отверстиями более 3 мм любо- to профиля.
Пасту металлизации в отверстие наносят при помощи вкладагаа, представляющего собой сплошное тело, повтори- йщее конфигурацию отв-ерстия. Пасту Наносят либо на вкладьпп и затем вводят в отверстие соосно с зазором 0,2-0,5 мм, либо вводят пасту в за- ор. Пасту применяют вязкостью 30- 0 с (по ВЗ-4). После заполнения забора осуществляют удаление избытка Йасты вакуумированием с одной из (торон отверстия, после чего вкладыш удаляют.
Кроме того, контроль заданной тол- гЦины металлизационного покрытия осуществляют измерением толщины слоя металлизационной пасты на вкладыше При выполнении последнего из той же йерамики, что значительно облегчает Операцию разбраковки.
Металлизировали детали из керами- 1|;и ВК-94-1 с отверстиями диаметром 6,4 и 8,0 мм, а .также эллипс - мм
13920622
Для каждой из перечисленных деталей изготовлены вкладыши с размерами, приведенными в таблице, из той 5 же керамики.
После металлизации измеряли толщину слоя при помощи микроскопа МИС-11 с точностью dt5 мкм. Данные приведены в таблице.
10
Использование предлагаемого способа позволяет повысить выход годных деталей по сравнению с известным в среднем на 10-15% за счет повьппения
15 равномерности покрытия и более точного обеспечения толщины.
Известным способом не удается осуществить качественного покрытия в отверстиях размером более 3 мм.
20
Формула изобретения
Способ металлизации отверстий керамических деталей, включающий за25 полнение отверстий пастой, удаление избытка пасты вакуумированием и вжи- гание, отличающийся тем, что, с целью повышения качества металлизации деталей с отверстиями бо30 лее 3 мм, перед заполнением отвер- -стий пастой в них соосно с зазйром 0,2-0,5 мм помещают вкладьш конфигурации, соответствующей отверстию, заполнение зазора производят пастой с вязкостью 30-60 с, а удаляют вкла35
дьтш после вакуумирования.
20
Формула изобретения
Способ металлизации отверстий керамических деталей, включающий заполнение отверстий пастой, удаление избытка пасты вакуумированием и вжи- гание, отличающийся тем, что, с целью повышения качества металлизации деталей с отверстиями более 3 мм, перед заполнением отвер- стий пастой в них соосно с зазйром 0,2-0,5 мм помещают вкладьш конфигурации, соответствующей отверстию, заполнение зазора производят пастой с вязкостью 30-60 с, а удаляют вкла
дьтш после вакуумирования.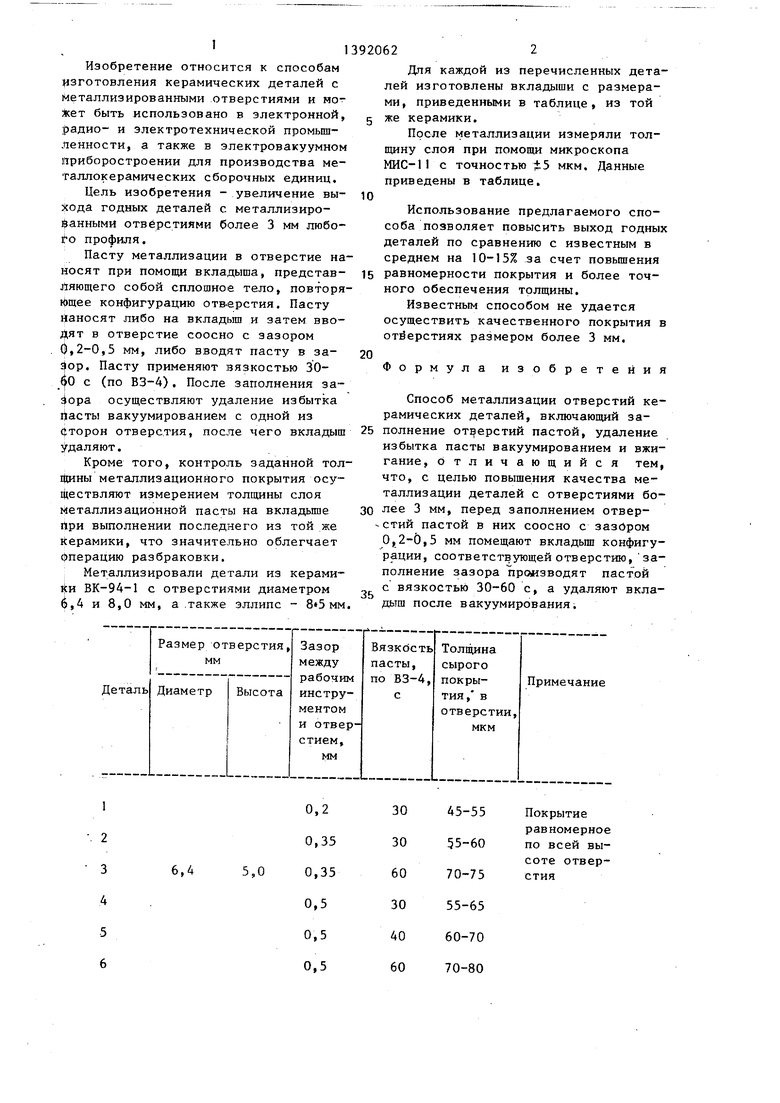
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации керамических изделий | 1986 |
|
SU1636412A1 |
| Способ изготовления металлокерамических соединений | 1988 |
|
SU1507758A1 |
| ПАЙКИ ЭЛЕКТРОВАКУУМНЫХ ИЗДЕЛИЙ | 1971 |
|
SU312709A1 |
| ОРГАНИЧЕСКОЕ СВЯЗУЮЩЕЕ ДЛЯ МЕТАЛЛИЗАЦИОННЫХ ПАСТ НАРУЖНЫХ ЭЛЕКТРОДОВ МНОГОСЛОЙНЫХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1990 |
|
RU2018183C1 |
| Электропроводящий состав для толстопленочной металлизации | 1983 |
|
SU1127877A1 |
| Способ контроля керамических деталей перед изготовлением узлов | 1990 |
|
SU1775250A1 |
| ОРГАНИЧЕСКОЕ СВЯЗУЮЩЕЕ МЕТАЛЛИЗАЦИОННЫХ ПАСТ ДЛЯ ТОКОПРОВОДЯЩИХ ПОКРЫТИЙ | 1992 |
|
RU2026575C1 |
| Способ формирования межслойных переходов в многослойной металлокерамической плате | 2015 |
|
RU2610302C2 |
| Способ металлизации керамических изделий | 1984 |
|
SU1157036A2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1999 |
|
RU2164904C1 |
Изобретение относится к получению керамических деталей с металлизированными отверстиями и может быть использовано в электронной, радио- и электротехнической промышленности, а также в электровакуумном приборостроении для качестйа производства металлокерамических сборочных единиц. Изобретение направлено на повышение металлизации детале й с отверстиями диаметром более 3 мм любого профиля. Это обеспечивается за счет того, что наносят металли- зационную пасту на деталь при помо-; щи рабочего инструмента в виде сплошного тела длиной по крайней мере на 2-3 мм больше высоты отверстия деталей и имеющего конфигурацию этого отверстия. Рабочий инструмент размещают в отверстии детали соосно с ним с зазором 0,2-0,5 им.,К этому зазору подают пасту вязкостью 30- 60 с с одной стороны детали. После вакуумирования рабочий инструмент извлекают из отверстия детали, осуществляют контроль толщины сырого покрытия путем измерения толщины слоя пасты на нем, а затем проводят вжи- гание металлизационной пасты. Улуч-. шают равномерность покрытия. Выход годных повьшен на 10-15%. 1 табл. (П
6,4
5,0
0,2
0,35
0,35
0,5
0,5
0,5
Покрытие равномерное по всей высоте отверстия
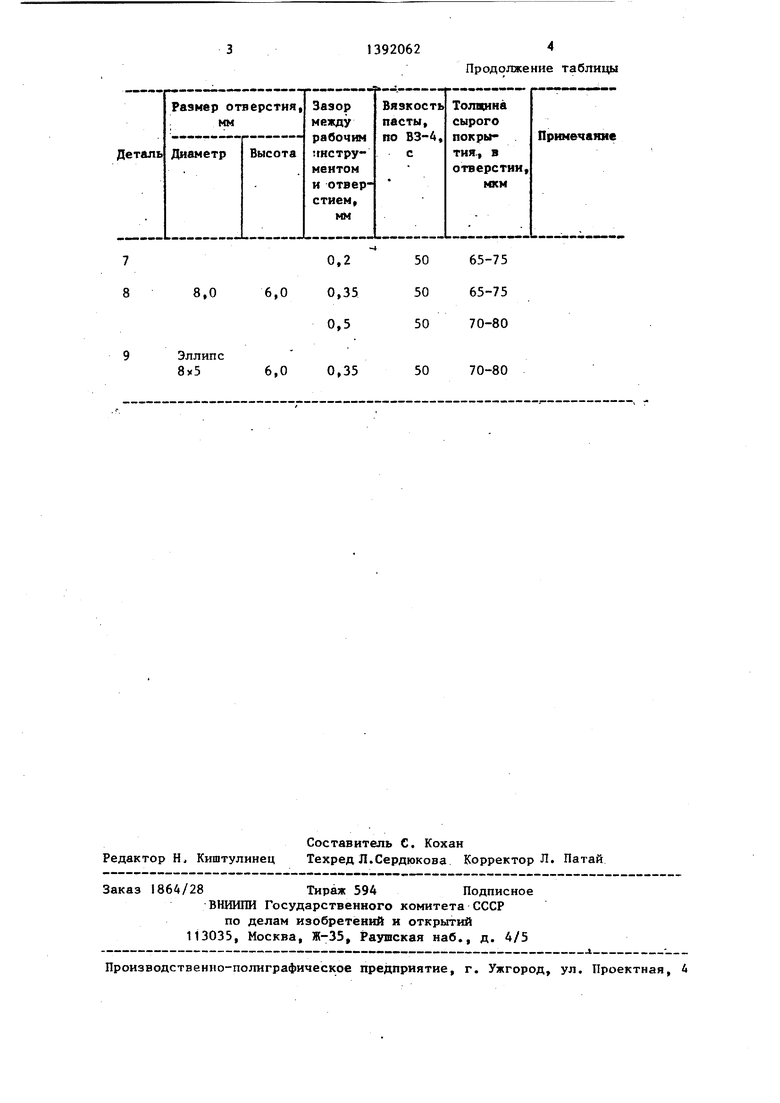
8,0
Эллипс 8x5
6,0
6,0
0,2
0,35
0,5
0,35
Продолжение таблицы
65-75 65-75 70-80
70-80
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЗИРУЮЩЕЙ ПАСТЫ | 0 |
|
SU172223A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
