00 (UD
00
со 1
ОО
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец прокаткой,5
Целью изобретения является повышение производительности стана путем уменьшения времени на осуществление операций загрузки заготовок и выгрузки изделий,to
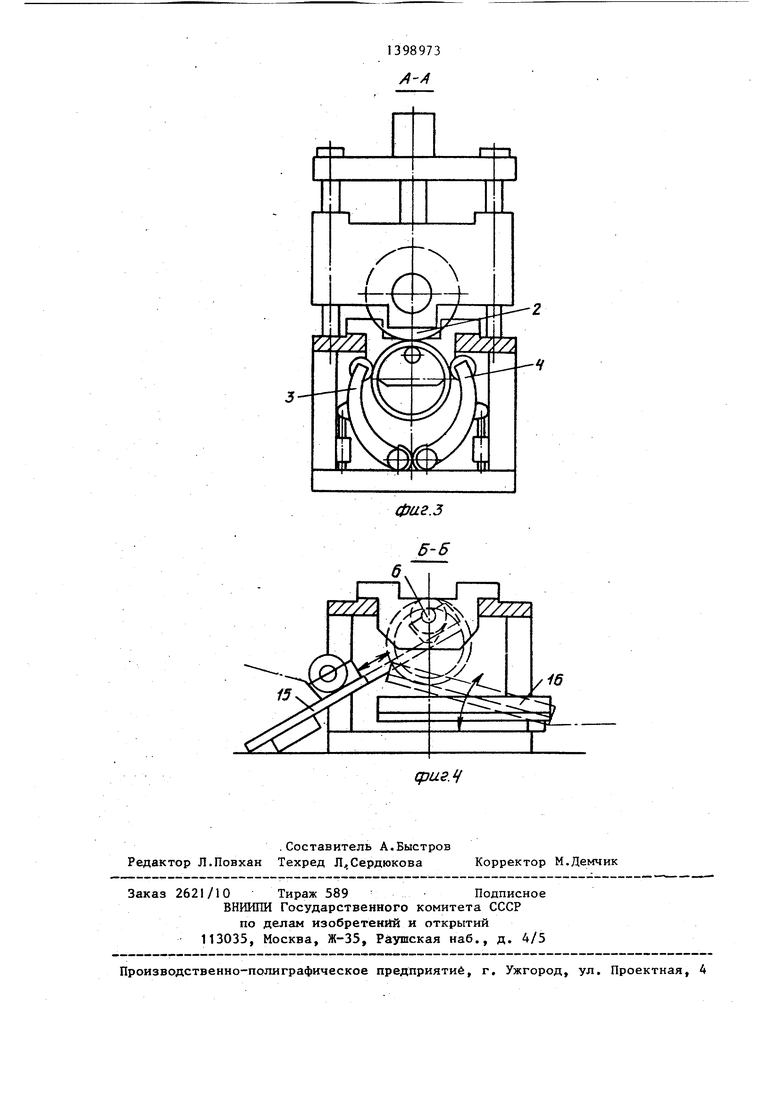
Ца фиг.1 показан стан для прокатки колец, общий вид,; на фиг.2 - то же, план (нажимное устройство не показано); на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на 15
иг,1.
Стан для прокатки колец содержит танину I, наружный валок 2, опорные олики 3 и 4 (фиг.З), внутренние вали 5 и 6 с цапфой 7 (фиг.2). Вторая 20 имметричная цапфа на чертеже не пот:; казана. На станине смонтированы опоры 8, 9 и 10 с приводами перемещения виде силовых цилиндров II и 12, упоры 13 и 14 ограничения перемеще- 25 кия опор (фиг.2), механизмы загрузки 15 заготовок и выгрузки 16 изделия.
В станине 1 укреплены колонны 17, на которых расположена опора 18. Опо- 30 ра 18 соедине.на с приводом 19 ее перемещения и несет наружный валок 2. Привод ..вращения наружного валка состоит из двигателя 20, редзпстора 21 и шпинделя 22.35
Внутренние валки 5 и.6 укреплены одними концами соосно в опорах В и 10. Опора 9 имеет на обеих сторонах полые щпиндели для установки цапф внутренних валков 7. Все три 40 опоры установлены с возможностью осевого перемещения вдоль направляющих станины. Опоры 8 и 10 установлены с возможностью перемеш;ения соответственно от силовых цилиндров 12 и 11 45 вдоль направляющих 23 (фиг.2). Опора 9 может быть выполнена неприводной. В станине 1 имеются регулируемые упоры 13 и 14, ограничивающие перемещение опоры 9 вправо или влево еп от наружного валка.
Величина хода опор 8 и 10 больше, чем у опоры 9 с учетом размеров по ширийе механизмов 15 и 16 загрузки и ее выгрузки заготовок. Конструкция этих механизмов может быть различной. Основные требования к механизмам состоят в TOMj что исходная заготовка
должна подаваться в положение, при котором внутренний валок может войти в ее отверстие, а прокатанное кольцо - подниматься в положение, обеспечивающее свободный выход внутреннего валка. Кроме того, механизмы загрузки и выгрузки не должны препятствовать перемещению опор и заготовок.
Механизм 15 загрузки заготовок может быть вьшолнен в виде салазок (фиг.4 по которым заготовка подается в положение, соосное щпинделям опор. Механизм 16 выгрузки изделий может быть выполнен в виде поворотного лотка. Оба комплекта механизмов загрузки и выгрузки имеют аналогичную конструкцию.
Стан для прокатки колец работает следующим образом.
В исходном положении наружный валок 2 и опора 18 подняты. Опоры 8, 9 и 10 занимают крайние левые положения. Между торцом внутреннего валг: ка 6 и местом его установки в опоре 9 имеется осевой зазор, достаточный для ввода заготовки, а внутренний валок 5 установлен в щпинделе опоры 9, которая зафиксирована в станине 1 от смещения влево упором 13. На внутренний валок 5 надета прокатанная в предьщущем цикле заготовка, а опорные ролики 3 и 4 отведены от кольца. Салазки левого механизма 15 загрузки подняты так, что находящаяся в них заготовка расположена соосно внутреннему валку 6.
Цикл работы начинается с перемещения вправо опоры 8. При этом внутренний валок 6 входит в отверстие заготовки, а его цапфа 7 - в полость шпинделя опоры 9. В этом положении опора 8 останавливается на время . опускания загрузочных салазок левого механизма 15. Затем опора 8 продолжает движение вправо, сдвигая опоры 9 и 10. Движение опор прекращается, когда валок 6 будет установлен напротив наружного валка 2. В этом положении опора 9 фиксируется от смещения вправо упором 14 на стани- he 1. Наружный валок 2 перемещается вниз, соприкасается с заготовкой, надетой на внутренний валок 6,и раскатывает ее. Во время холостого хода наружного валка 2 к заготовке подводятся опорные ролики 3 и 4. После
достижения .заданного размера по диа- метру или толщине кольца наружный валок 2 поднимается, а опорные ролики 3 и А отводятся от кольца.
Одновременно с началом движения наружного валка 2 вниз начинаются операции по выгрузке кольца, прокат, танного на внутреннем валке 5. Правый механизм 16 выгрузки прип однима- ет кольцо, освобождая внутренний ваг лок 5. Опору 10 перемещают в крайнее правое положение силовым цилиндром. 11 до полного выхода внутреннего вал ка 5 из кольца. Прокатанное кольцо по лотку механизма 16 выкатывается из стана, после чего лоток опускают.
Загрузку исходной заготовки справа осуществляют заранее, чтобы yen. петь к моменту возвращения наружного валка 2 в верхнее положение вьтол- нить последовательно подачу загрузочных салазок правого механизма 15 вверх, перемещение опоры 10 влево до входа внутреннего валка 5 в полость шпинделя в опоры 9 и опускание загрузочных салазок. По достижении наружным валком 2 верхнего положений производится перемещение всех трех опор 8, 9 и 10 в левое положение. При этом прокатанное на внутреннем валке 6 кольцо перемещается в левую позицию выгрузки, а исходная заготовка, надетая на валок 5,подается под наружный валок 2 для прокатки.
В дальнейщем производится прокатка на валке 5, а на левом комплекте механизмов загрузки 15 и выгрузки 16 производится выгрузка готового кольца и загрузка следзш)щей исходной заготовки, так же, как и на правом комплекте.
Снабжение стана дополнительно внутренним валком и опорой, а также комплектом механизмов загрузки и выгрузки, позволяет операции загруз- ки и выгрузки производить одновременно с прокаткой кольца. За счет этого
0
5
5
0
5
0
5
В 1,3-1,7 раза сокращается цикл работы стана и повьппается его производительность.
Формула изобретения
Стан для прокатки колец, содер-. жащий смонтированные на станине с возможностью возвратно-поступательного перемещения вдоль оси опоры с со- осно размещенными полыми щпинделями, внутренний валок с цапфами на концах, установленный с возможностью размещения посредством цапф в полостях соответствующих шпинделей, наружный приводной валок, установленный с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси внутреннего валка, опорные ролики, механизмы загрузки .заготовок и выгрузки колец, а также упоры ограничения перемещения опор, о т- личающийся тем, что, с целью повышения производительности за счет сокращения времени на операции загрузки и выгрузки, он снабжен дополнительной опорой со шпинделем, размещенным соосно имеющимся шпинделям, дополнительным шпинделем, установленным на соседней с дополнительной опоре соосно и противоположно , шпинделю дополнительной опоры, дополнительным внутренним валком с фами на концах для размещения в полостях дополнительного шпинделя и шпинделя дополнительной опоры, а также дополнительным комплектом механизмов загрузки изделий и выгрузки колец, при этом оба комплекта механизмов загрузки и выгрузки расположены симметрично относительно плоскости, перпендикулярной оси прокатки и проходящей через середины длин наружного валка и опорных роликов, а упоры ограничения осевого перемещения установлены с возможностью взанг. модействия с соседней с дополнитель- , ной опорой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец прокаткой. Цель - повышение производительности стана рутем уменьшения времени на осуществление-операций загрузки заготовок и выгрузки изделий. Стан содержит установленные на станине три опоры. Две крайних опоры имеют по одному полому шпинделю, а средняя - два шпинделя. Все шпиндели установлены соосно В обращенных одна к другой полостях шпинделей размещаются цапфы двух внутренних прокатных валков, установленных между опорами. Стан имеет один приводной наружный валок, уста- . новленный с возможностью перемещения перпендикулярно оси прокатки. По обе стороны от наружного валка размещены комплекты механизмов загрузки заготовок и выгрузки изделий. Та-- кая конструкция стана позволяет поочередно подводить внутренний валок с надетой на него заготовкой под наружный валок для раскатки. Во время холостого хода наружного валка осуществляется съем ранее прокатанного изделия с другого внутреннего валка и загрузка на него очередной заготовки. 4 ил. (Л с
Фа8.1
J
ff
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
