1 5
Сжатый возОум
ч/ /гЛ
00
;о ел
X
ел
Изобретение относится к автоматизации технологических процессов в машиностроении и может быть применено, например, при подаче деталей ти- па наружных колец конических роликоподшипников в гибком автоматизированном производстве.
Цель изобретения - повыпение универсальности устройства путем обеспе- чения переналадки на разные типоразмеры деталей.
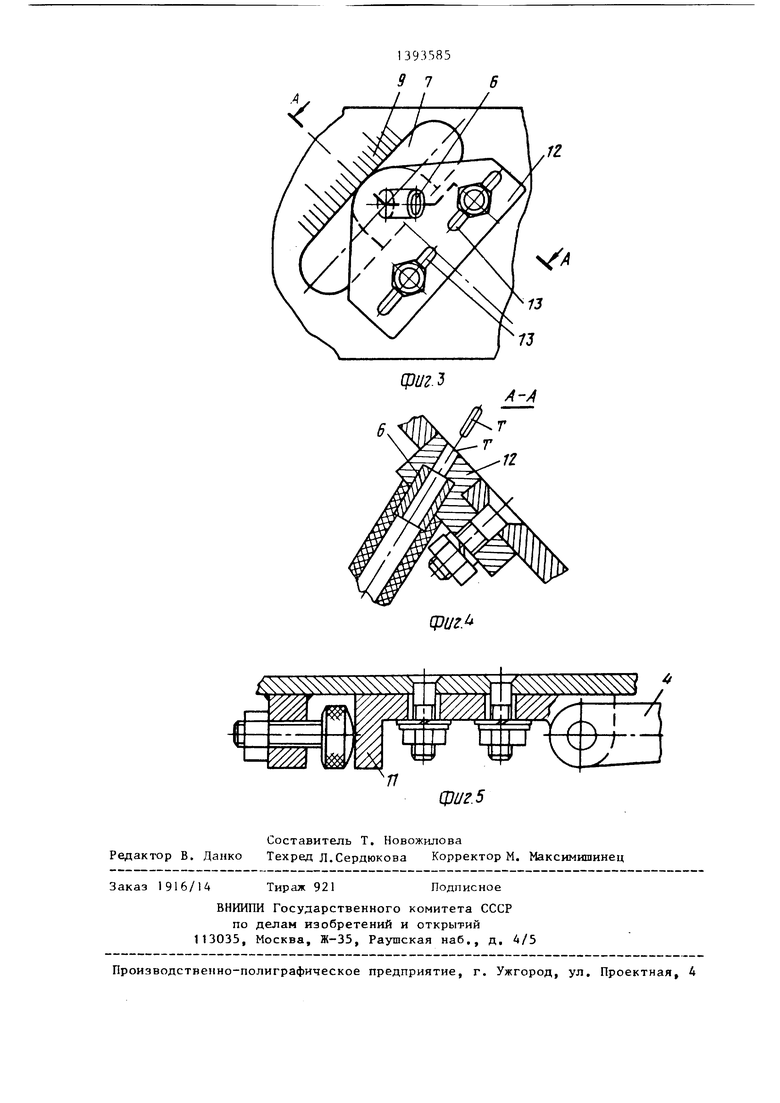
На фиг. I схематично показано предлагаемое устройство (без наклона лотков); на фиг. 2 - то же, вид свер- ху; на фиг. 3 - механизм настроечной установки толкателя; на фиг. А - разрез А-А на фиг. 3; на фиг. 5 - элементы настроечного перемещения механизма контроля наличия деталей на подающем лотке.
Устройство содержит наклонно установленные подающий 1 и отводящий 2 лотки, механизм контроля наличия детали 3 на подающем лотке, выполненный в виде поворотного флажка А, расположенного в окие 5, на дне лотка, толкатель 6 в виде пневмосопла, связанного с источником сжатого воздуха (не показан) и расположенного в наклонном под углом 45 пазу 7, выполненном на боковой стенке 8 подающего лотка 1 и снабженном мерной шкалой 9, риски которой соответствуют значению диаметра детали, предназначенной ори- ентированию. Флажок А связан с толкателем 6, Например, пневмодатчиком 10 Флажок 4 устанавливается в рабочем положении на таком расстоянии от толкателя 6, чтобы при нажафии на флажок 4 деталью 3 толкатель 6 попадал в торец детали. Для этого флажок 4 шар- нирно закреплен на кронштейне 11, име имеющем возможность переустановки вдоль оси подающего лотка 1, а толкатель 6 смонтирован на планке 12, ус
,
Ю
5 0
5 0 5
5
тановленной с возможностью настроечного перемещения вдоль мерной шкалы наклонного паза 7 за счет выполненных на ней пазов 13.
Устройство работает следующим образом.
Детали 3 перемещаются по подающему лотку 1, не имея строгой ориентации. При взаимодействии детали с флажком 4 последний, поворачиваясь на оси, замыкает пневмодатчик 10, включается подача сжатого воздуха, вызывая импульс - удар в торец детали. Если деталь расположена широким торцем к толкателю, то она перемещается в лоток 2, а если расположена к толкателю узким торцем, то воздействие на торец детали отсутствует и деталь пройдет прямо по подающему лотку.
При переналадке устройства на другой типоразмер детали переставляют флажпк 4 вдоль оси лотка 1, а толкатель 6 - вдоль наклонного паза 7.
Формула изобретения
Устройство для ориентации цилиндрических деталей с коническим или ступенчатым отверстием, содержащее подающий и отводящий лотки, механизм контроля наличия деталей, связанный элементом управления с приводом толкателя, установленного в пазу, выполненном в боковой стенке подающего лотка, отличающееся тем, что, с целью повышения универсальности устройства, механизм контроля наличия деталей установлен с возможностью настроечного перемещения вдоль продольной оси подающего лотка, а толкатель - с возможностью настроечного перемещения вдоль паза в боковой стенке подающего лотка, причем паз расположен наклонно под углом 45 и снабжен мерной шкалой.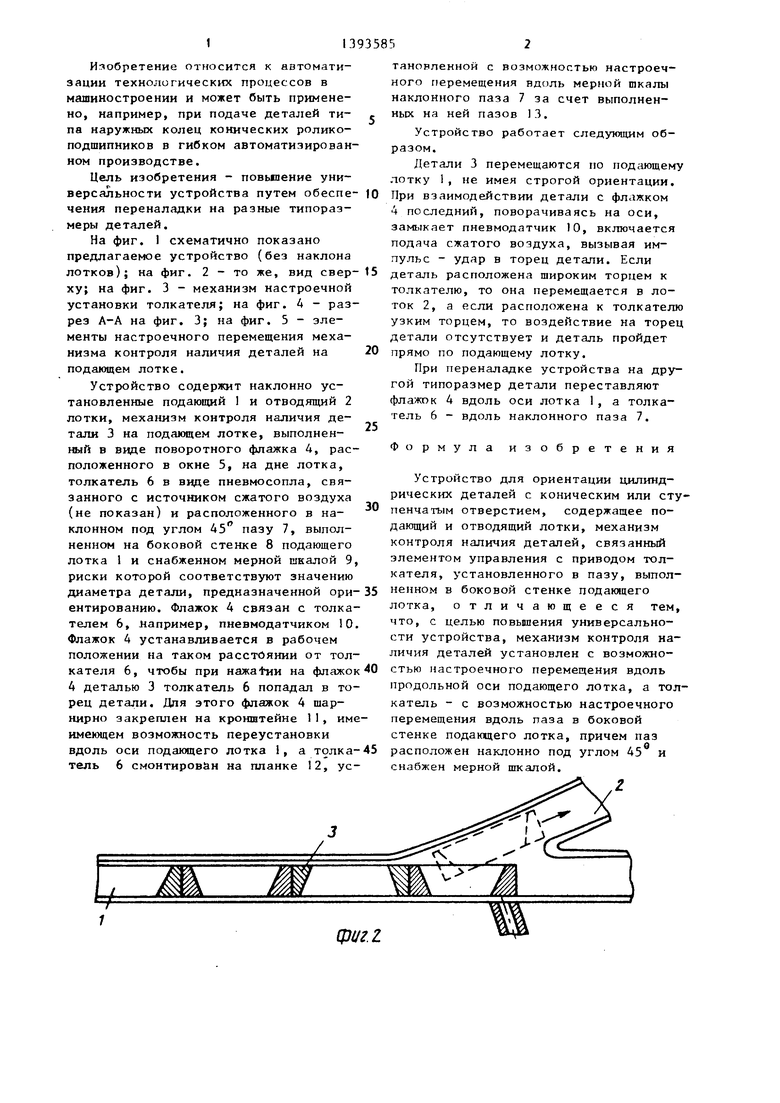
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Сборочное устройство для соединения деталей типа вал-втулка зачеканкой | 1980 |
|
SU867594A1 |
| Ориентирующее устройство для цилиндрических деталей с торцами разной формы | 1989 |
|
SU1743792A1 |
| Автоматическая линия для сборки узлов из деталей и соединения их между собой | 1987 |
|
SU1444117A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для контроля и маркирования цилиндрических изделий | 1984 |
|
SU1268241A1 |
| Устройство для автоматического управления загрузкой межагрегатного лотка-накопителя | 1990 |
|
SU1731586A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Устройство для поштучной выдачи деталей из сплошного потока | 1980 |
|
SU921776A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение, например, при подаче деталей типа наружных колец конических роликоподшипников в гибком автоматизированном производстве. Цель изобретения - повьшение универсальности устройства путем обеспечения переналадки на разные типоразмеры деталей. При перемещении по наклонному подающему лотку 1 детали 3 взаимодействуют с механизмом контроля наличия деталей , выполненный в виде поворотного флажка 4, который замыкает пневмо- датчик 10, включающий подачу сжатого воздуха в толкатель 6 в виде пневмо- сопла. Если деталь обращена к толкателю широким торцом, она перемещается в отводящий лоток, а если обращена узким торцом, продолжает движение по подающему лотку. При переходе на другой типоразмер деталей перемещают флажок 4 вдоль оси подающего лотка 1, а толкатель 6 - вдоль наклонного под углом 45 паза 7, снабженного мерной шкалой 9, риски которой соответствуют значению диаметра детали. 5 ил. (Л
/
фцг.г.
///XT//////J I
1Z
фиг.
A-A
(ригA
| Устройство для ориентации цилиндрических деталей с отверстием | 1982 |
|
SU1049234A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
