Устр йстно относится к машиностроению, в частности к промышленным роботам, и может быть использовано для захвата деталей типа тел вращения ,
Цель изобретения - расширение технологических возможностей путем обеспечения точной установки детали в цоптрах станка.
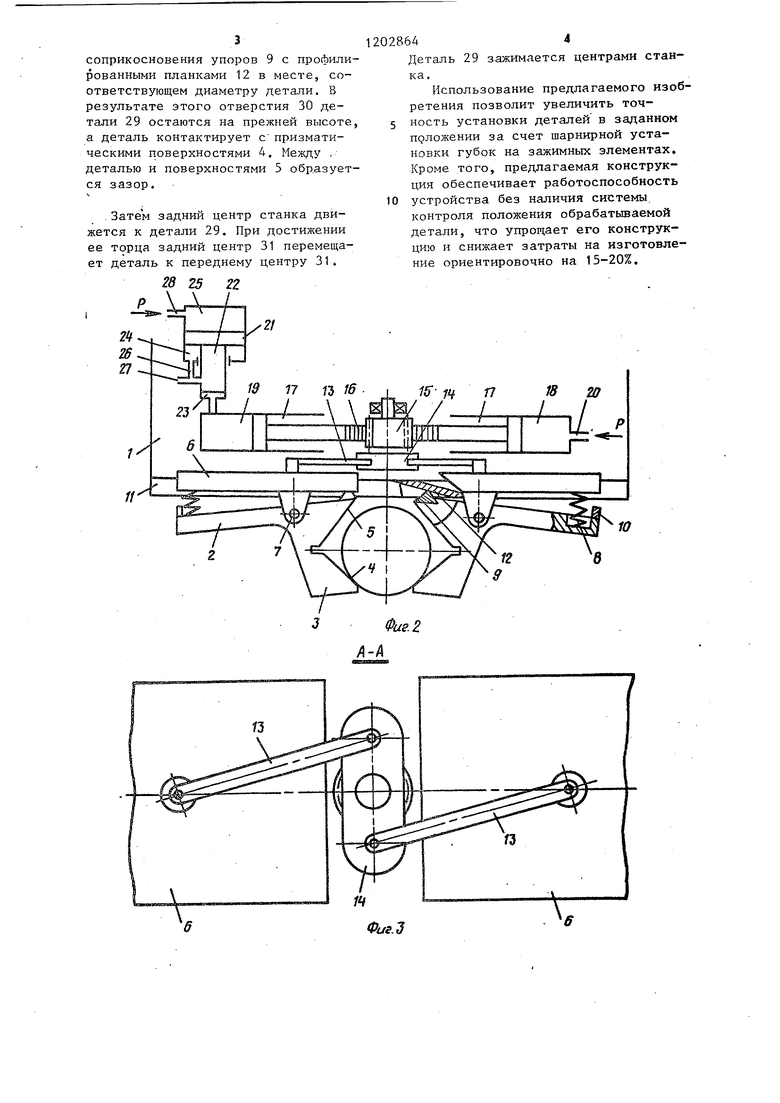
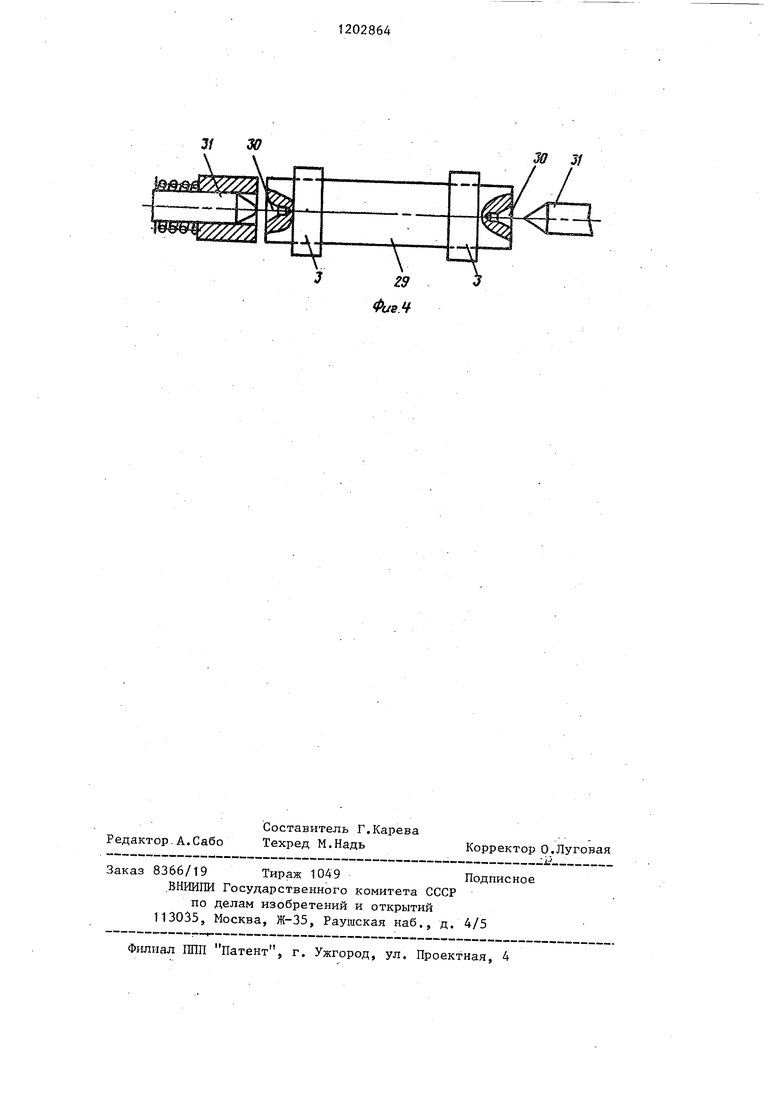
1а фиг.1 представлено устройство п момент, когда деталь контактирует со ) призматическими поверхностями, оиш.кй Bj-щ; на фиг. 2 - то же, V момент, когда деталь контактирует только с нижними призматическими по1зерх11остями (перед установкой детапи в т,ентры станка) i на фиг. 3 - сечение А-А на фиг.1, на фиг.4 - обрабатываемая деталь при установке в центры.,
Устройство содержит корпус 1, губки 2 и 3 с призматическими поверхностями 4 и 5 и зажимные эле- М(н гы б, соединенные с губками 2 и 3 при помощи шарниров 7, Между з. 1Ж1-( элементами 6 и губками 2 TI 3 установлена пружина 8. С одной стороны губок 2 и 3 закреплен упор 9, с другой - упор 10, На иаправля ощей 11 корпуса 1 установлены профилированные планки 12. К зажимным элементам 6 одним концом шарнирно прикреплены рычаги 13, которые другим концом соединены с пластиной 14, закрепленной на оси шестерни 15, которая своими зубьями контактирует с зубьями штока-рейки 16. Поршни штока-рейки делят полости гидроцилиндра 17 на полость 18 зажима и полость 19 разжима. В полости 18 имеется отверстие 20. В тидром ультипликатореЦ плунжер 22 делит внутреннюю полость на полости 23-25. Полость 23 соединена с полостью разжима 19. Из полостей 23 и 24 выходят сообщающиеся каналы 26 и 27. Б полости 25 имеется отверстие 28. Деталь 29 центровы ми отверстиями.30 устанавливается в центры 3Г станка.
Устройство работает следующим образом.
В исходном положении (перед захватом детали) зажимные элементы 6 с губками 2 и 3 должны быть разведены в стороны. Дпя осуществления этого полость 25 через отверстие 28 и полость 18 через отверстие 20
5
соединяются со сливной магистралью, полости 19 и 24 через каналы 26 и 27 - с магистралью давления. Плунжер 22 при этом перемещается по направлению к отверстию 20. Шестерня 15 поворачивает пластину 14, которая, в свою очередь, воздействует на рычаги 13. В результате зажимные элементы 6 с губками 3 разводятся в стороны. Причем губки 2 и 3 под действием пружин 8 развернуты до соприкосновения упоров 9 с профилированными планками 12. Затем схват подводится к детали 29.
Для осуществления захвата детали полость 18 через отверстие 20 соединяется с напорной магистралью, полости 19 и 25 - со сливной. Шток- рейка 16, перемещаясь влево, пово0 рачивает шестерню 15 и закрепленную на ее оси пластину 14. Через рычаги 13 усилие передается на зажимные элементы 6, которые перемещаются по направляющей 11 до соприкосновения
5 поверхностей 4 губок 2 и 3 с деталью. При дальнейшем перемещении захватных элементов 6 деталь 29 входит, в контакт и с поверхностями 5, преодолевая сопротивление пружин 8
0 и цоворачивая губки 3 до соприкосновения упоров 10 с захватными эле- . ментами 6. Деталь 29 зажимается поверхностями 4 и 5 (меущу упорами 9 .и профилированными планками 12 образуется зазор).
Манипулятор перемещает схват с деталью к станку. После установки схвата с деталью по линии центров создаются такие условия, при которых деталь, оставаясь на линии центров, имеет возможность свободно перемещаться в захвате под действием центров станка для последующего зажима этими центрами. Дпя осуществления этого полости 23 и 24 сое45
диняются со сливной магистралью, полость 25 - с напорной. Плунжер 22, перемещаясь, перекрывает канал 27 и порция рабочей жидкости, находящаяся в полости 23, попадает в полость 19 и перемещает шток-рейку 16 в обратном направлении, которая соответственно поворачивает в обратном направлении шестерню 15, пластину 14 и рычаги 13. Рычаги 13 пере- мещают зажимные элементы 6 на заданную величину, губки 2 и 3 раздвигаются и одновременно под действием пружин 8 поворачиваются до
5
0
3
соприкосновения упоров 9 с профилированными планками 12 в месте, соответствующем диаметру детали. В результате этого отверстия 30 детали 29 остаются на прежней высоте, а деталь контактирует с призматическими поверхностями 4. Между , деталью и поверхностями 5 образуется зазор.
.Затем задний центр станка движется к детали 29. При достижении ее торца задний центр 31 перемещает деталь к переднему центру 31.
10
Деталь 29 зажимается центрами станка.
Использование предлагаемого изобретения позволит увеличить точность установки деталей в заданном пдложении за счет шарнирной установки губок на зажимных элементах, Кроме того, предлагаемая конструкция обеспечивает работоспособность устройства без наличия системы, контроля положения обрабатываемой детали, что упрощает его конструкцию и снижает затраты на изготовление ориентировочно на 15-20%.
Ю 77 73 16
в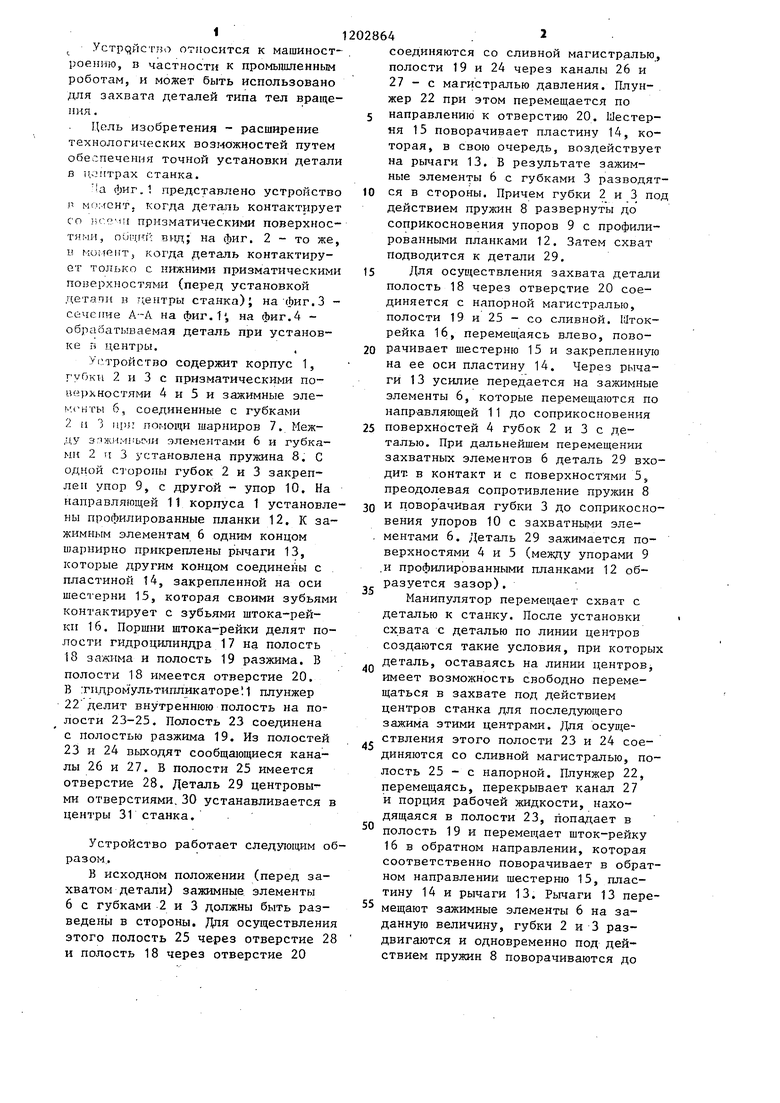
| название | год | авторы | номер документа |
|---|---|---|---|
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Схват промышленного робота | 1980 |
|
SU931467A1 |
| Захватное устройство | 1984 |
|
SU1288046A1 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| Дисковый станок для резки круглых заготовок | 1970 |
|
SU410608A1 |
| Автооператор | 1982 |
|
SU1057237A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Схват манипулятора | 1986 |
|
SU1445951A1 |
Фие.д
Зд 31
Редактор.А.Сабо
Составитель Г.Карева Техред М.Надь
Заказ 8366/19 Тираж 1049Подписное
.ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
Корректор О.Луговая
| Захватное устройство | 1975 |
|
SU522051A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
