со со
СП
4:
О 00
15-20
Изобретение отнсситоя к обработке металлов давлением, в частнссти к оборудованию для изготовления деталей лз проволоки, например граблин.
Целью изобретения является повышение производительности за счет совме1дения операций гибки и подачи.
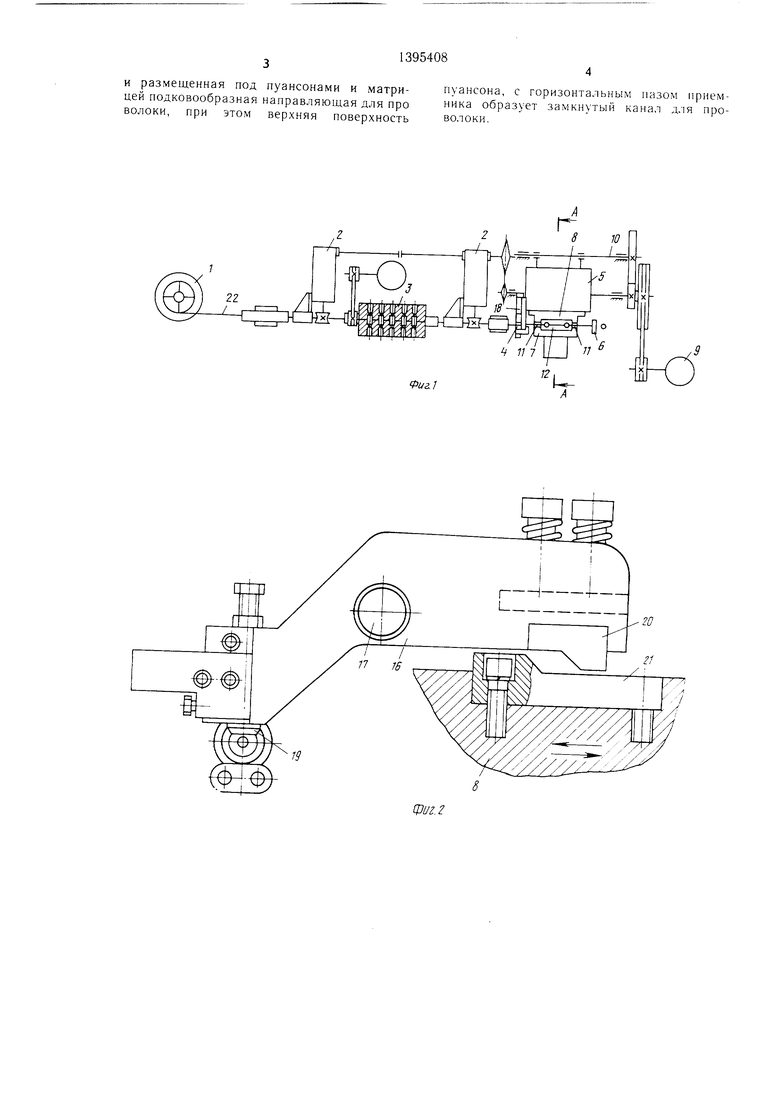
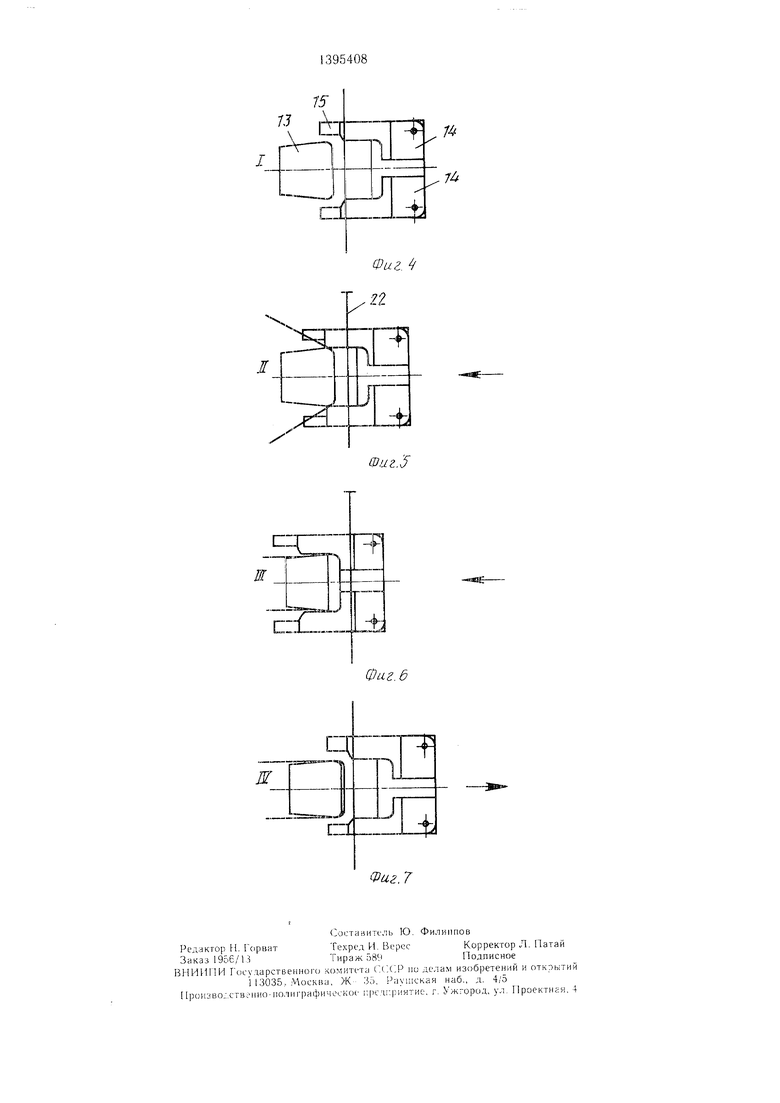
На фиг. 1 изображена кинематическая с.хема автомата; на фиг. 2 - отрезной механизм, вид со стороны гибочного механизма; на фиг. 3 -- разрез .Л--.А на фиг. 1; на фиг. 4--7 - с.хемы работы механизма i-ибки.
Автомат для изгото1 ления деталей из проволоки содержит ра;;;.матыватель , механизм подачи 2, мехгпнизм рихтовки 3, .механиз.м резки 4, 5, по) 6. Механизм гибки 5 состоит из приемника 7 и лолзушки 8, С1шзанной с приводо.у 9 посредством шатунного механизма 10, который снабжен тормозами (условно не показаны).
В приемнике 7 имеется сквозной горизонтальный паз 11 для ирохода проволоки. Во внутренней полости приемника 7 размещен прижим 12 проволоки. Н.а нижней Г1ове)хности Г1риемни}:а 7 неподвижно закреплена матрица 13, а нуамсоны 14 смонтированы на ног.ерхности ползушки 8. При этом ве 1хняя поверхность пуансонов 14 с 1 оризонтальным na:iOK приемника образует замкнутый канал. охват1 нзаюи:,ий проволоку по . Кроме тогч), на нижней стороне ползун: ки 8 установлена нодковообразная направ.ияющая 15, на KIJTO- рой в свою очередь уетан()Бле;Н) нуансо1п 1 14.
Механизм резки 4 содержит Tpaisepcy 16, выполненную в форме дву 1 1ече1-о рычага, ось вращения 17 которого смоигнрована на станине 18. Одно из плеч тр.чиерсьл 6 снабжено отрезным HOWOVI 19, а ;ipvroe ли- новым Бысту 1ом 20, име101ци :: ио. счо/киость взаимодействия с клинозыгл аыст-, пом 21, смонтированны.м на :)олз /Н1ке 8.
Автомат д.:|я изг ото&ления де -але) из проволоки работает с к- дующим образом.
Проволока 22 но.ается уехан-1змом подачи 2 с разматывателк 1 через механизм рихтовки 3, механизмы резки 4 и гибки 5 до упора 6. При касании проволокой 22 н(зс- леднего подается команда на включение привода 9.
Привод механизма 2 iipi- этом не отк,1по- чается -- валки механиз га просто 1роска/Пз зывают относительно проволоки 22.
В исходног,; ноложении, т.е. перед началом работы автомага, кривоп кп хриво- шипно-н}атунного механизма 10 находится не в мертвой точке, а не. доходя до нее ири- лизительно 15--20° (см. фи1 3). Таким образом, при включении привода 9 ползунт- ка 8 двигается справа 1;алево, если смотреть на автомат со стороны упора 6. При этом клиновой выстул 2., набегая на к;п1- новой выступ 20, заставляет траверсу 16 поворачиваться оси 17 против часовой стрелки (фиг. 2), в результате чего происходит отрезка проволоки 22 ножом
9. Кром:е того, вмеете с нолзущкой 8 перемещаьотея слева направо и пуансоны 14, а стенки паза il препятствуют воз- пложности перемещения проволоки 22 вслед за пуансонами 14, Поеле того, как нуанеоны 14 дойдут до своего крайнего правого положения, соответствующего крайней правой мертвой точке кривошипа кривощи1П10- 1латунного меха1 изма 10, ее верхняя поверхность выходит из контакта с прО юло0 кой 22 и последняя отрезанная от него ножом 19 заготовка проваливается вниз под действием прижима 12, попав на боковины направляющей 15.
движении ползуп ки 8 справа налево клиновой BiiiCTVH 2i выходит из контакта
- с клиновы.м в 1ступо.м 20, в результате чего траверса 16 новорачивается но часовой стрелке вокруг оси 17, а нож 9 освобождает зону для подачи проволоки 22. Р(ак только это происходит, вновь осуществляетея
Q п(5дача проволоки 22 до vnopa 6, поскольку .механизм подачи 2 не отключался и поскольку ранее отрезанная заготовка провалилась до уровня нанравляюп.1ей 15, осво бодив место ;и 1я подаваемой в.човь )В()- локи.
5Кроме то1ч; nyancoHi i 14 п|1и своем пос:-унательном перемен1епии огибают заготовку вокру 13 до требуемой форМ Ь.
По окоп4а.-:ии гибки и достижении пол- 3} п1кой 8 крайнего левог О по.южения про0 1- Сходит ее во: .врат в исходное положение и .M изгот01- ленной дета:1и . /la;iee ник. ncjB- торяется. При втором и последую пем циклах ет необходимости останав;1ивать но;13 г ку 8 в исходном положении, т.е. когда криво пип к 1иво1пиппо-| 1йтунио 0 механизма 10 не дой- дет 15-20° ;:.о мертвой с)чки (фиг. 2|. поскольку к то.му .MOMCfrrv., когда но.л.чхчь - Kt 8 дойдет до своего исходног(} но.чоже- ния. проволока 22 же будет .содань до т;ора 6 li весь ник: повторяется.
Q
Ф о р м у л а и 3 о 6 р е т е н и я
.Авто.мат для и.зготовления де7 а,1ей из 1 роволоки. содержан1,ий смонтированные на станине и кинематическ/ связанн1)1е мехаЬ низмь нравки, подачи и отрезки мертвых заготовок, механиз.м гибки, унор, размеп1ен- на станине за .механизмом гибки, и привод, отличающийся тем, что, с целью повы- 1нения производительности за счет с;овмеп1е- ния операций гибки и подачи, механизм
С 1-ибки еостоит из закрепленной на станине матрицы, смонтированного j-a ней прие.м- ника, в нижней части которого выполнен горизонталь и.-.1Й паз гюлукруглой формы, а в двух вертикальных каналах которого,
,- размещенных в гглоскости паза, установле нг)1 подпружиненные нрижи.мы, и связанной с приводом посредством кривоши но-шатун- И01Ч) механизма ползугпки, па котогюй гчар- н:.-;)но смонтированы два гибочных пуан(ч)г:а
1395408 34
и размещенная под пуансонами и матри-пуансона, с горизонтальным пазом приемцей подковообразная направляющая для проника образует замкнутый канал для проволоки, при этом верхняя поверхностьволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из проволоки | 1980 |
|
SU895574A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОВЫВОДОВ | 1967 |
|
SU197497A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ | 1970 |
|
SU263557A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
Изобретение относится к области обработки метал;1ов давление.м, в частности к оборудованию для изготовления деталей из проволоки, и нозволяет повысить производительность. В механизме автомата гибки в приемнике 7 имеется горизонтальный наз 11 для про.хода проволоки 22. К нижней части ползун1ки 8 крепятся гибочные пуансоны 14. Верхняя новерхность нуансонов 14 об- разхет вместе с горизонта. шным назом 1 1 замкнутный кана.1 д;1я нроволоки. По.чзуш- ка 8 связана с нриводом носредством кри- BOii r;iiiio-HiaT HHoro механизма 10. В исходном 10,1ожении криво1нип кривон1инн()-1на- тунно1Ч) механизма 10 не доходит до крайне .мертвой точки 15-20°. При включении привода п ансоны 14 вместе с нолзушкой 8 движутся слева направо. При этом происходит отрезка заготовки. Когда пуансоны 14 достигают своего крайнего правого но- ло.жения, от|1езанная заготовка надает на направляющие 15. При движении нуансонов 14 справа налево происходит шбка заготовки относительно матрицы 13. Одновре- Mciuio с этим происходит подача проволоки 22. Стенки г оризонтального паза 1 1, а также прижим 12 препятствуют тому, чтобы она увлека, 1ась движением пуансона 14. 7 и;. (О (Л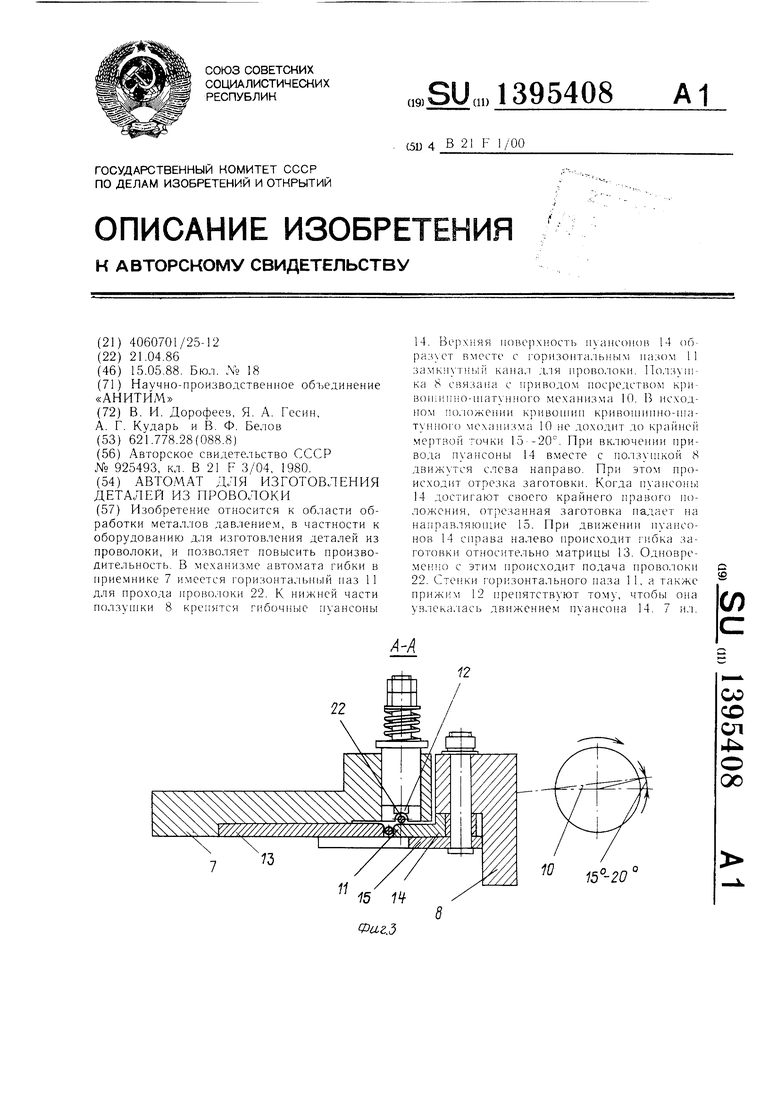
ФигЛ
/f
/
id
/
.-.
,x
fl
n
7
,-i4
Фиг. 22
п:
H
E
Фиг.
фиг. д
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
