/rfff/ijfd/n//v
,р Rfe
хП
А
&
(Л
со СО СП 05 СО
ние быстрой замены изношенных анод мых элементов. Для этого аноды выпол йены в виде сменных втулок 12, одетых на оси токопроводящей цепи 13, охватывающей детали более чем на 180 , На втулки, а также обводные шки йы 10 одета с натяжением абсорбирую Щая лента 17, плотно обхватьшающая рольшую часть поверхности детали, Ц за счет трения передвигается по втулкам и шкивам. Р1еки одной из сторон цепи вьтолнены разъемными. Абсорбирующая ле.нта 7 выполнена шире анодных втулок и покрывает их торцовую поверхность на 1/4...1/3 радиуса, что обеспечивает возможность покрытия галтелей и торцов деталей, т.е. расширяет диапазон применения установки. Геометрические параметры электродов влияния на площадь контакта не оказывают. Она зависит только от угла охвата изделия (до 270) и длины анодных, элементов и абсорбирующей ленты, 2 з.п, ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического восстановления изношенных поверхностей деталей машин | 1981 |
|
SU969791A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
| Анодное устройство для гальванических покрытий | 1980 |
|
SU926086A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Устройство для нанесения электролитических композиционных покрытий на внутреннюю поверхность деталей | 1982 |
|
SU998596A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1054455A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Устройство для нанесения покрытий на внутренние цилиндрические поверхности | 1986 |
|
SU1357467A1 |
| Способ восстановления цилиндрических поверхностей деталей путем приклеивания полукольцевых накладок | 2022 |
|
RU2791718C1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |

1
Изобретение относится к гальваноехнике и может быть применено для восстановления изношенных поверхностей деталей контактным электролитиеским способом, например, при ремон- те сельскохозяйственной и другой техники, а также для нанесения декоратив ного износостойкого и антикоррозийного покрытий при производстве новых деталей машин.,
I Цель изобретения - повышение про- и|зводительности установки и качества покрытий путем увеличения угла охвата детали анодной лентой, обеспечение быстрой замены анодных злементов, восстановление торцов деталей и галтелей.
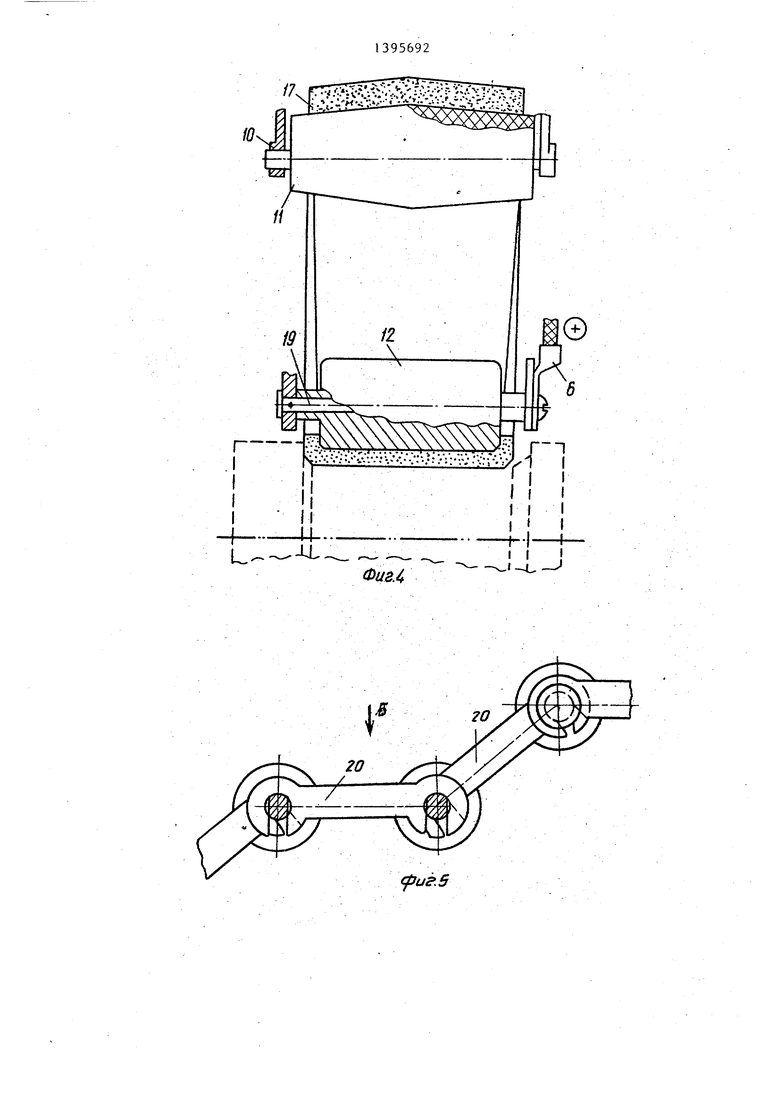
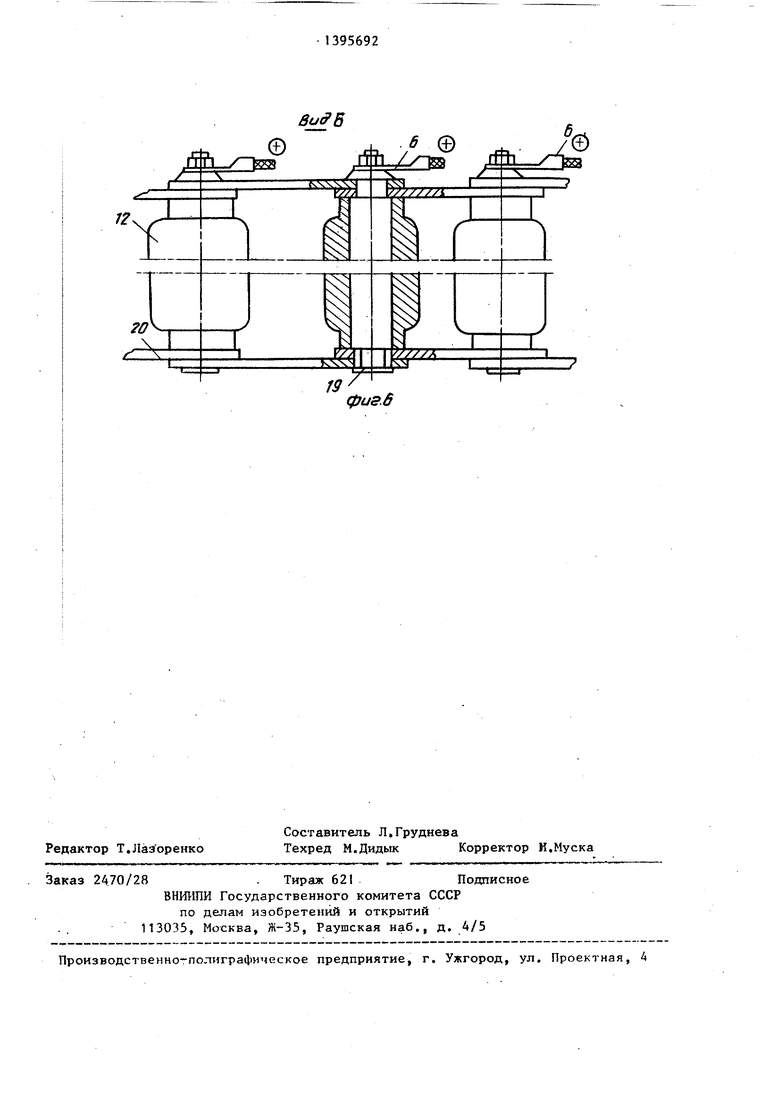
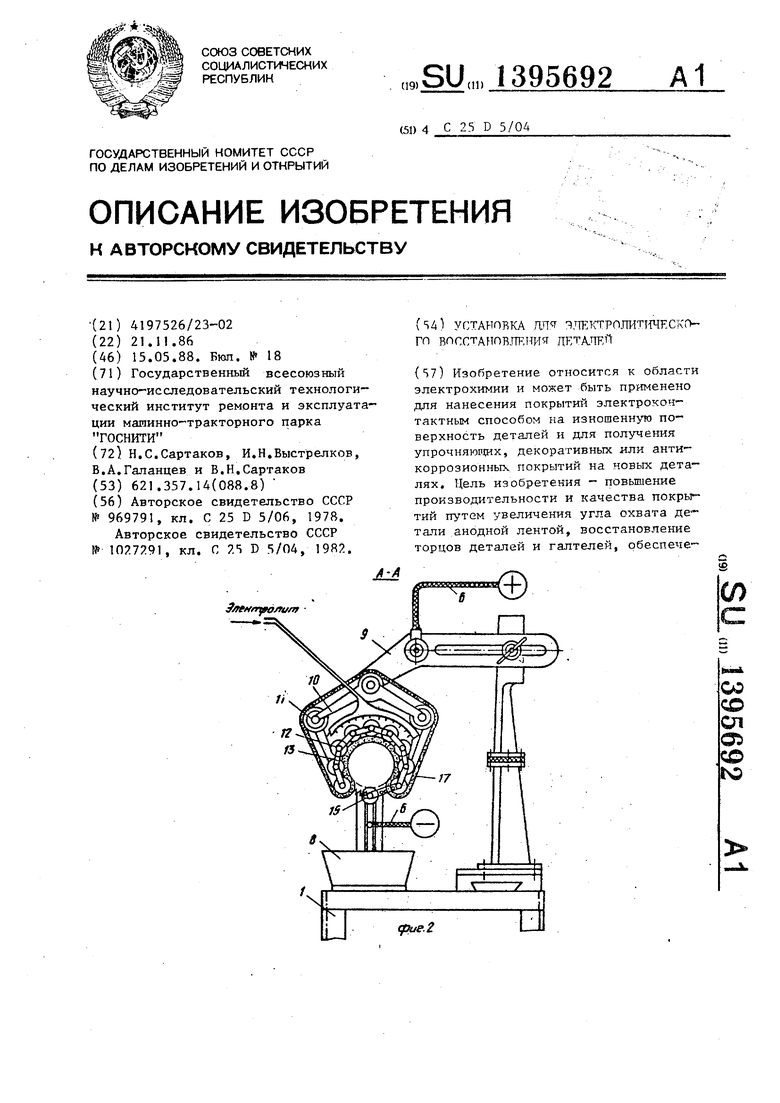
I На фиг,1 представлена схема уст- Ррйства; на фиг. 2 - разрез А-А на iir.l; на фиг.З - часть конструкции дйпного анододержателя с абсорбирующей полосой; на фиг.4 схема нанесе- н;ия покрытия на галтели валов; на фиг.5 схема конструкции разъемной стороны токопроводной цепи; на фиг,б вид Б на фиг.З.
. Устройство для электролитического восстановления деталей состоит из станины 1, двигателя 2, передаточного механизма 3, держателя 4 деталей, р езервуара. 5 для электролита, токо- проводов 6, электропитания анодной головки 7 и резервуара 8 для отрабо- тьнного электролита.
Анодная головка 7, закрепленная на стойке 9, содержит траверсу 10 с об- водными ткивами 1 1 и анодными втул ками 12, установленными на оси токо
5
0
5
0
5
0
проводной цепи i-3 с возможностью вращения. Концы звеньев цепи 13 соединены прухинами 14 с регулирующими щеками 15 через дистанционный каток 16 механизмом натяжения, на анодные втулки 12 и обводные шкивы 11 одета с натяжением абсорбирующая лента 17 шириной больше анодных втулок на величину, достаточную для обхвата их с торца на 1/4-1/5 их диаметра.
Обводные пживь 1 1 выполнены бочкообразными и лшре анодных, втулок на 10-25 мм. Звенья 18 одной стороны цепи 13.выполнены разъемньп ш для упрощения замены изношенных анодных втулок.
Восстановление изношенных поверхностей деталей машин, нанесение декоративного или износостойкого слоев
осуществляется в следующей последо- , вательности.
Подготовленная путем механической и химической обработки к нанесению слоя деталь крепится в держателе 4 деталей на ее поверхность с помощью шарнира на стойке 9, при разомкнутых концах цепи 13 накладывается абсор- бирзпощая лента 17 и прижимается к детали анодными втулками 12 с помощью подпружиненных щек 15 и дистанционного катка -бе Натяжение ленты 1 осуществляется за счет пружины 14 и перемещения отверстий щек 15 по оси 19 конечного звена цепи 13, После установки анодной головки 7 детали придается вращение, из резервуара 5 в зону расположения анодных втулок 12
подается электролит и ток декапирования плотностью Д ; 0,5-20 А/м на 1-2 мин, а затем включается ток покрытия плотностью тока Ц 20- 80 А/м до нанесения заданной толщи- ны слоя. Отработанге 1й электролит сливается в резервуар 8,
При наращивании галтелей анододер- жатель передвигается к галтели до Упора его в боковую грань абсорбирующей ленты, учитывая при этом, что .чем меньше расстояние от галтели до анодных роликов, тем больше проходит электротока между ними.
Замена анодных втулок 12 производится периодически с помощью разъединения звеньев одной стороны токопро- водящей цепи 13 за счет наличия радиальных пазов в щеках звеньев, сво- бодно выходящих из зацепления только при горизонтальном положении всех звеньев цепи.
Яамок звеньев 13 выполнен в виде канавки на концевой части оси 19, по ширине которой профрезирован двухсторонний паз, в который вставлен рычаг 20, имеющий радиальные пазы в отверстиях шириной, равной толщине оставшейся части оси.
В данном устройстве геометрические параметры электродов влияния на площадь контакта не оказьгаают. Оно зави- сиг только от угла охвата изделия и
длины анодов и абсорбирующей ленты.
Использование устройства позволяет увеличить производительность, расширить диапазон применения и повысить качество покрытий за счет увеличения угла обхвата деталей анодной полосы до , что приводит к возможности
увеличения проходимого через анод тока и соответственно количества осажденного металла; при этом можно в значительных пределах изменять плотность тока для получения более качественного покрытия. Кроме того, устройство позволяет наносить покрытия на боковые (торцовые) грани детали и галтели, чем обеспечивает расширение диапазона применения,
Формула изобретения 1,Установка для электролитического восстановления деталей, содержащая станину, двигатель, передаточный ме-. ханизм, ре;зервуары для свежего и отработанного электролита, источник питания, анододержатель с анодными элементами, тампон в виде абсорбирующей ленты, охватывающей шкивы и анодные элементы, отличающаяся тем, что, с целью повышения произво-. дительности установки и качества покрытий путем увеличения угла охвата детали анодной лентой, она снабжена механизмом дпя натяжения абсорбирующей ленты, анододержатель выполнен в виде токопроводящей цепи, на осях которой одеты с возможностью вращения анодные элементы, выполненные в виде втулок.
Cl
n
ЩхХХХХх,ХХЧХХХ.:
Y..:v:...V:v:v :-.:-:v:.::-r;.v:r I
IIII
1 i I
I
.XL
I i
I i
Фиг.4
(иг.З
фиг.6
| Устройство для гальванического восстановления изношенных поверхностей деталей машин | 1981 |
|
SU969791A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Счетный сектор | 1919 |
|
SU107A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Цель изобретения - повьшение производительности и качества покрытий путем увеличения угла охвата детали анодной лентой, восстановление торцов деталей и галтелей, рбеспече | |||
