А
А
со со 1ч:)
со
Изобретение относится к вспомогательному оборудованию и приспособлениям для сборочно-сварочных работ, используемым при сварке продольных швов преимущественно цилиндрических изделий (обечайки, патрубки, фланцы).
Цель изобретения - повышение производительности путем механизации вспомогательных операций при электрошлаковой сварке изделий с в:есколькими продольными швами.
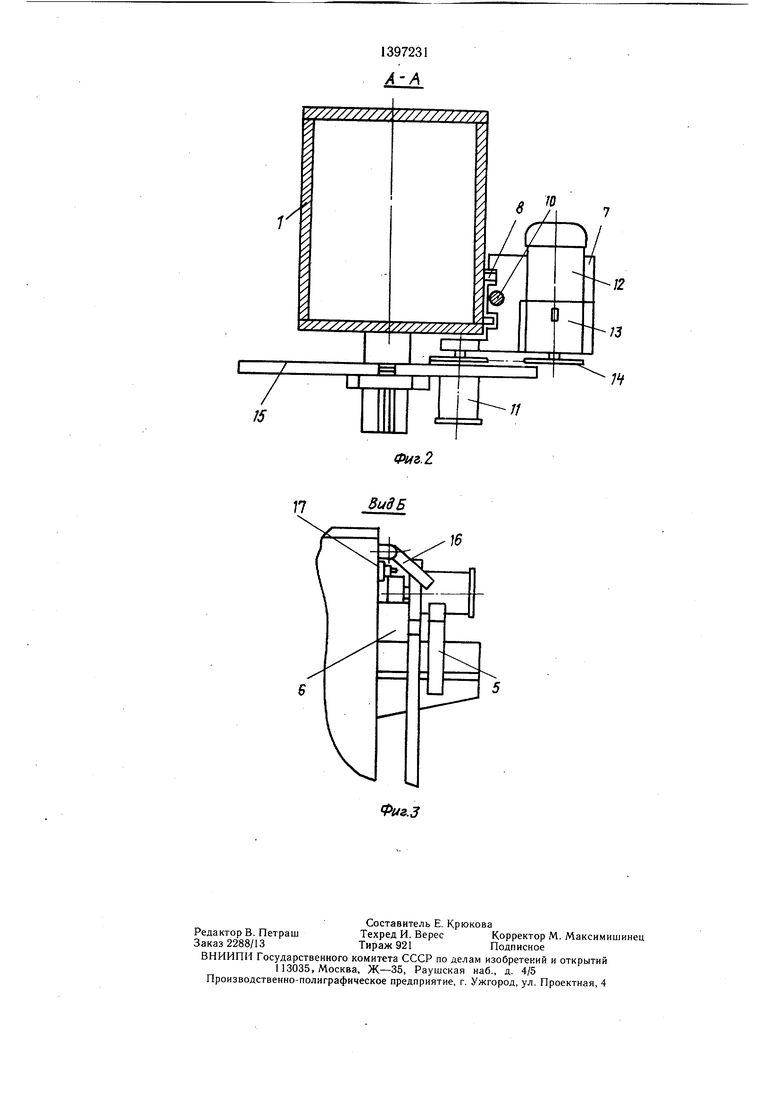
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство для сборки и сварки цилиндрических изделий содержит раму 1, на которой смонтирована опорная балка 2 с приспособлением для формирования шва, состоящим из медного водоохлаждаемого основания 3 с углублением 4 для ведения электрошлакового процесса и двух медных водоохлаждаемых щек 5 и 6, закрывающих зазор между сзиариваемыми кромками с образованием кокиля. Щека 5 выполнена подвижной в направлении продольной оси опорной балки 2 (механизм перемещения не показан).
Устройство содержит площадку 7, смонтированную на вертикальных направляющих 8 рамы с возможностью пёремеп ения от привода, выполненного, например, в виде пневмоцилиндра 9 с штоком 10. На подвижной площадке 7 смонтирован консольный ролик И, приводимый во вращение от электродвигателя 12 через редуктор 13, например, с номощью цепной передачи 14.
Консольный ролик 11 контактирует с внутренней поверхностью свариваемого цилиндрического изделия 15, при этом ось консольного ролика располагают по возможности ближе к опорной балке 2.
На раме 1 щарнирно закреплен фиксатор 16 положения свариваемого стыка, который выполнен в виде поворотной планки и имеет размеры, дающие возможность свободно размещаться в зазоре между свариваемыми кромками. На раме также смонтирован конечный выключатель 17 с возможностью взаи.модействия с фиксатором 16 положения свариваемого стыка.
Устройство работает следующим образом.
Собранное из сегментов (например, с помощью планок) свариваемое изделие 15 на- веи1ивают на опорную балку 2 устройства, при этом фиксатор 16 располагают на наружной поверхности изделия.
Приводом 9 консольный ролик 11 подводят к внутренней поверхности изделия 15.
Вращением ролика 11 поворачивают изделие до совмещения первого свариваемого стыка с углублением 4 основания 3. При этом фиксатор 16 заходит в зазор между свариваемыми кромками и нажимает на конечный выключатель 17, отключая электродвигатель 12 привода вращения ролика 11. После этого фиксатор 16 возвращают в исходное положение, перемещением щеки 5 вдоль оси балки 2 замыкают кокиль и
0 производят сварку стЫка.
Для установки в положение для сварки следующего стыка отводят подвижную щеку 5 и включают привод 9 вертикального перемещения. Изделие 15 приподни5 мается с помощью консольного ролика 11 над опорной балкой 2, центр тяжести располагается на вертикальной оси, проходящей Через ось консольного ролика. При этом образовавшаяся в углублении 4 прибыль поднимается настолько, что при вра0 щении ролика по стрелке В не препятствует повороту изделия 15 по стрелке Г.
Фиксация положения последующих стыков и их сварка производятся в порядке, описанном выше.
5 Изобретение расширяет технологические возможности, причем увеличивается номенклатура свариваемых изделий, появляется возможность производства электрошлаковой сварки, упрощ,ается конструкция за счет использования консольного ролика для
0 вращения изделия и его вертикального перемещения. Наличие фиксатора позволяет автоматизировать процесс.
Формула изобретения
5 1- Устройство для сборки и сварки цилиндрических изделий, преимущественно колец, состоящих из нескольких сегментов, содержащее раму, смонтированные на ней , опорную балку с приспособлением для формирования шва и приводной ролик для контакта с внутренней поверхностью изделия, отличаюш,ееся тем, что, с целью повышения производительности путем механизации вспомогательных операций при электрощлаковой сварке изделий с несколь5 кими продольными швами, на раме смонтированы направляющие, в направляющих установлена пбдъемная площадка с приводом ее перемещения, а приводной .ролик установлен на подъемной площадке.
2. Устройство по п. 1, отличающееся тем,
0 что оно снабжено фиксатором для кромок сегментов, выполненным в виде поворотной планки, шарнирно закрепленной на ра.ме
0
15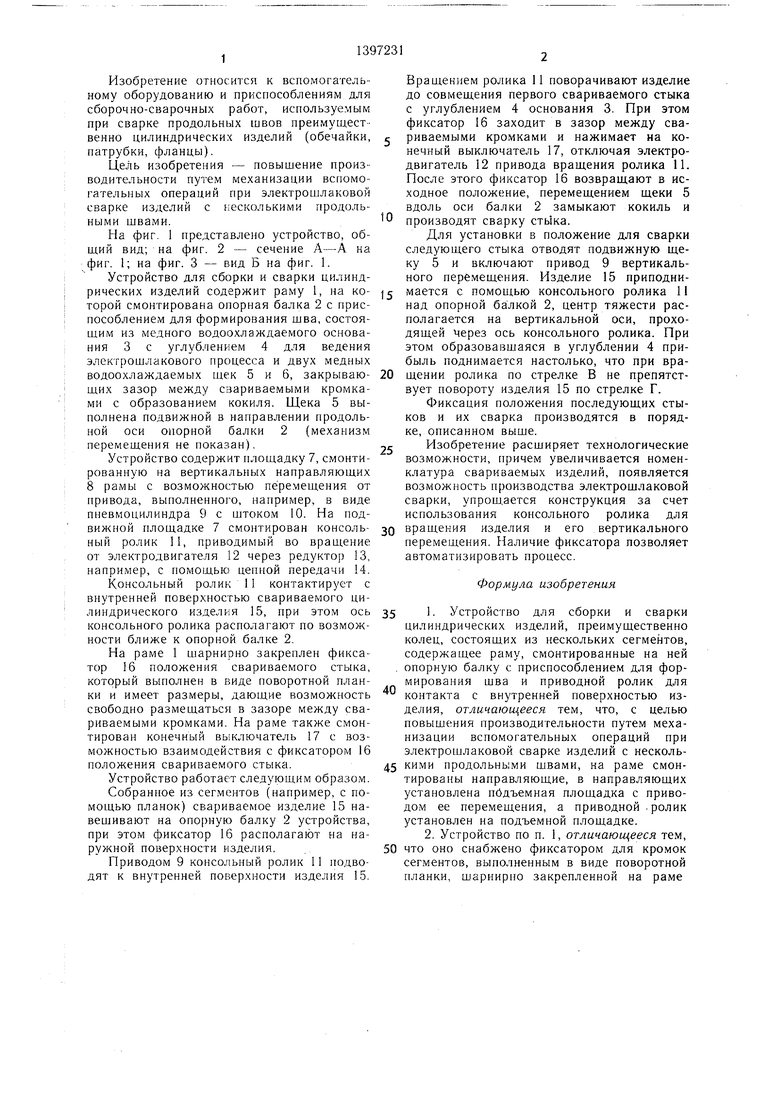
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки под сварку продольных стыков обечаек | 1981 |
|
SU946872A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Установка для электрошлаковой сварки | 1972 |
|
SU475235A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2004 |
|
RU2271268C2 |
| Установка для контактно-шлаковой сварки | 1976 |
|
SU655488A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU242295A1 |
Изобретение относится к вспомогательному оборудованию и приспособлениям для сборочно-сварочных работ, используемым при сварке продольных швов преимущественно цилиндрических изделий (обечайки, патрубки, фланцы). Цель изобретения - повышение производительности. Собранное из сегментов свариваемое изделие 15 навешивают на опорную балку 2 устройства. При этом фиксатор 16 располагают на наружной noiiepxHOcri изделия. Приводом 9 консольный ролик 1I подводят к внутренней поверхности изде.пия 15. Вращением ролика 11 поворачивают и.чд( - лие до совмещения первого свариваемого стыка с углублением 4 основания 3. Фиксатор 16 заходит в зазор между кромками и нажимает на конечный .1юча- тель, выключая привод вращения ро.шка 1 . Для установки в положение для сварки следующего стыка изделие 15 приподнимается с помощью консольного ролика 11 над оиор- ной балкой 2. Образовавп аяся в углублении 4 прибыль поднимается насто. 1ько. что при вращении ролика не препятствует повороту .изделия. Устройство позволяет механизировать вспомогательные оие- рации при электрощлаковой сварке изделий с несколькими продольными И1вами. 1 з.п. ф-лы, 3 ил. и (Л
ВидБ
J6
| Способ сборки обечайки под сварку продольного шва | 1984 |
|
SU1194635A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
