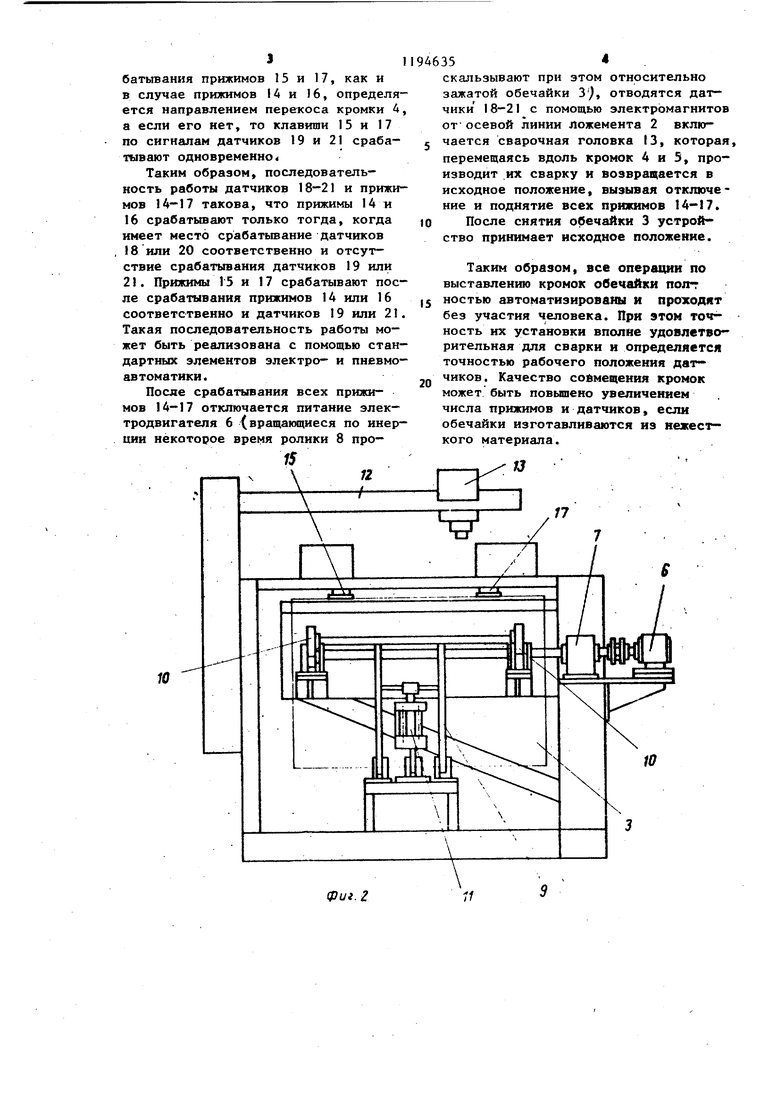
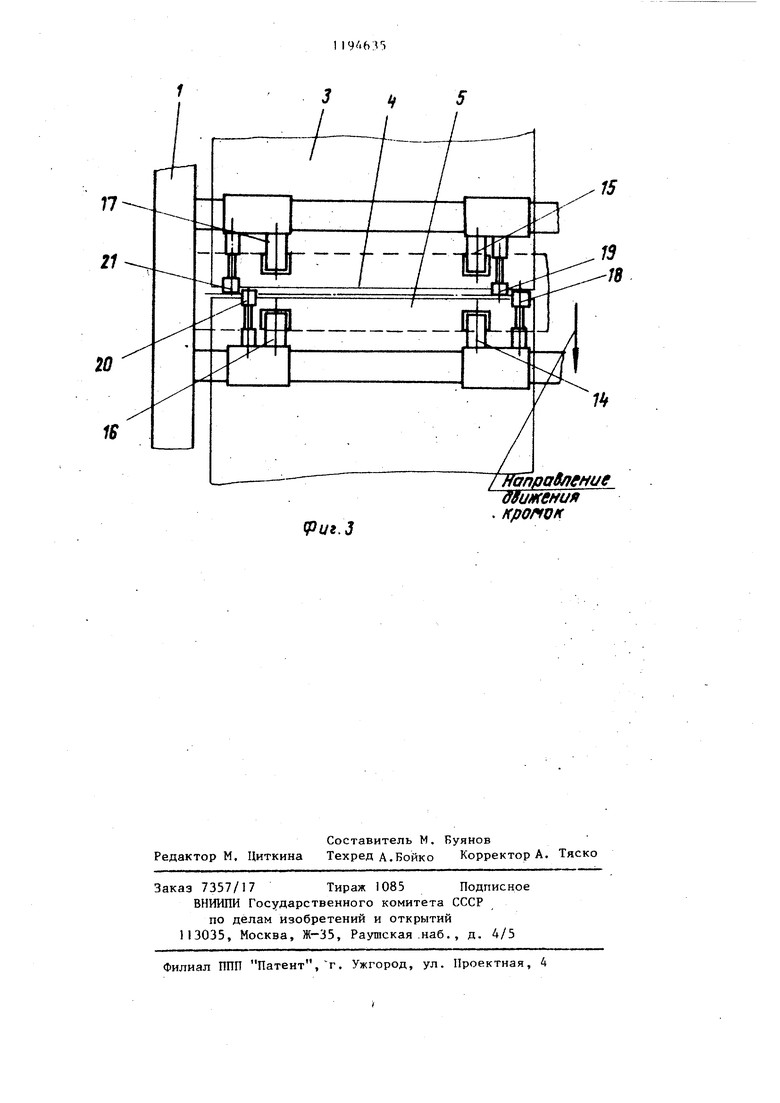
Изобретение относится к сварочной технике, в частности к способам сварки продольных стыков обечаек. Целью изобретения является повьпп ние производительности изготовления обечаек за счет автоматизации операций выставления кромок. Указанная цель достигается тем, что выставление кромок производится путем последовательного срабатывания прюкимов по сигналам датчиков положения стыка в процессе вращения обечайки. На фиг. 1 представлено устройство для осзпцествления способа, вид спереди; на фиг. 2 - то же, вид сбо ку; на фиг. 3 - то же, вид сверху. Устройство для сборки содержит раму 1, на которой закреплен ложемент 2 для установки предварительно сфор мированной заготовки 3. Кромки 4 и 5 заготовки разведены с образование зазора и подлежат сварке друг с дру гом. На ложемеите 2 смонтированы приводимые от электродвигателя 6 че рез редуктор 7 ролики 8. На раме 1 на откидном рычаге 9 установлены свободно вращающиеся ролики 10 лежащие против роликов 8. Рычаг 9 имеет привод от пневмоцилиндра 11. На портале 12, расположенном вдоль ложемента 2, установлена сварочная головка 13, имекяцая механизм продольного перемещения (не показан) . Вдоль ложемента 2 размещены две пары прижимов 14 - 17, именяцих индивидуальные пневмоприводы (не пока заны) и две пары датчиков 18-21 положения стыка. Датчики установлены на штоках и связаны с электромагнитами (не показаны) , обеспечивающими их выдвижение к оси ложемен та 2. Сборка обечайки под сварку осуще ствляется следующим образом. Заготовку 3 обечайки механически или вручную одевают н ложемент 2 с его торца так, что ролики 8 оказываются внутри заготовки. При этом р чаг 9 отведен от ложемента 2, клави ные прижимы 14-17 подняты, а датчики 18-21 с помощью электромагнитов отведены от оси ложемента. После установки обечайки (например, до упора в раму 1) включают привод устройства. При этом срабатывает пиевмоцилиндр 1I, и рычаг 9 35 отклоняется в сторону ложемента 2 и зажимает заготовку 3 между своими роликами 10 и приводными роликами 8. Одновременно включается электродвигатель 6 и ролики 8 приводятся во вращение, приводя во вращение и обечайку 3 за счет фгикционного зацепления с нею. Также одновременно срабатывают электромагниты и выдвигают датчики в положение над осью ложемента 2 (фиг. 3). При вращении обечайки продольный зазор между ее кромками 4 и 5 в конце концов оказывается сверху над ложементом 2, и когда кромка прекратит взаимодействие с датчиком 19, но еще взаимодействует с датчиком 18, срабатывает автоматика устройства и включается привод прижима 14, который фиксирует кромку 5 на ложементе 2, прекращая ее движение в этой зоне. Однако благодаря вращению приводных роликов 8 вращение обечайки 3 продолжается, т.е. продолжается движение кромки 4 с уменьшением зазора между кромками 4 и 5 и продолжает двигаться кромка 5 в зоне клавиши 16, выравниваясь по оси ложемента 2. Когда и в этой зоне кромка 5 прекратит взаимодействие с датчиком 21, но еще взаимодействует с датчиком 20, срабатывает прижим 16 и кромка 5 заготовки 3 полностью останавливается, будучи прижатой прижимами 14 и 16 к ложементу 2. Если заготовка обечайки 3 не имеет перекосов по кромкам 4 и 5 и одета соосно ложементу 2, то срабатывание датчиков 19 и 21 происходит практически одновременно и кромка 5 зажимается прижимами 14 и 16 вся сразу. Наоборот, если имеющийся перекос направлен в другую сторону, то срабатывание прижимов 4 и 16 происходит в обратном порядке. После срабатывания клавиш 14 и 16 продолжающееся вращение роликов 8 вызывает приближение -кромки 4 обечайки к кромке 5 с уменьшением зазора между ними. Когда зазор на каком-либо участке будет вмбран, наример , в зоне прижима 15, сработат датчик 19 и прижим 15 остановит вижение кромки 4 на этом участке. очно также срабатывает и прижим 17, огда -датчик 21 даст сигнал о набеании на него кромки 4. Порядок сра31
батывания прижимов 15 и 17, как и в случае прижимов 14 и 16, определяется направлением перекоса кромки 4, а если его нет, то клавиши 15 и 17 по сигналам датчиков 19 и 21 срабатывают одновременно
Таким образом последовательность работы датчиков 18-21 и прижимов 14-17 такова, что прижимы 14 и 16 срабатывают только тогда, когда имеет место срабатьгаание датчиков 18 или 20 соответственно и отсутствие срабатывания датчиков 19 или 21. Прижимы 15 и 17 срабатывают после срабатывания прижимов 14 или 16 соответственно и датчиков 19 или 21. Такая последовательность работы может быть реализована с помощью стандартных элементов электро- и пневмоавтоматики.
После срабатывания всех прижимов 14-17 отключается питание электродвигателя 6 (вращающиеся по инерции некоторое время ролики 8 про46354
скальзывают при этом относительно зажатой обечайки 3, отводятся датчики 18-21 с помощью электромагнитов от осевой линии ложемента 2 включается сварочная головка 13, которая, перемещаясь вдоль кромок 4 и 5, производит их сварку и возвращается в исходное положение, вызывая отключение и поднятие всех прижимов 14-17. 10 После снятия обечайки 3 устройство принимает исходное положение.
Таким образом, все операции по выставлению кромок обечайки полт
15 ностью автоматизированы и проходят без участия человека. При этом точность их установки вполне удовлетворительная для сварки и определяется точностью рабочего положения датQ чиков. Качество совмещения кромок может быть повыщено увеличением числа прижимов и датчиков, если обечайки изготавливаются из нежесткого материала.
10 Риг.З /иапоабление 08и1кений 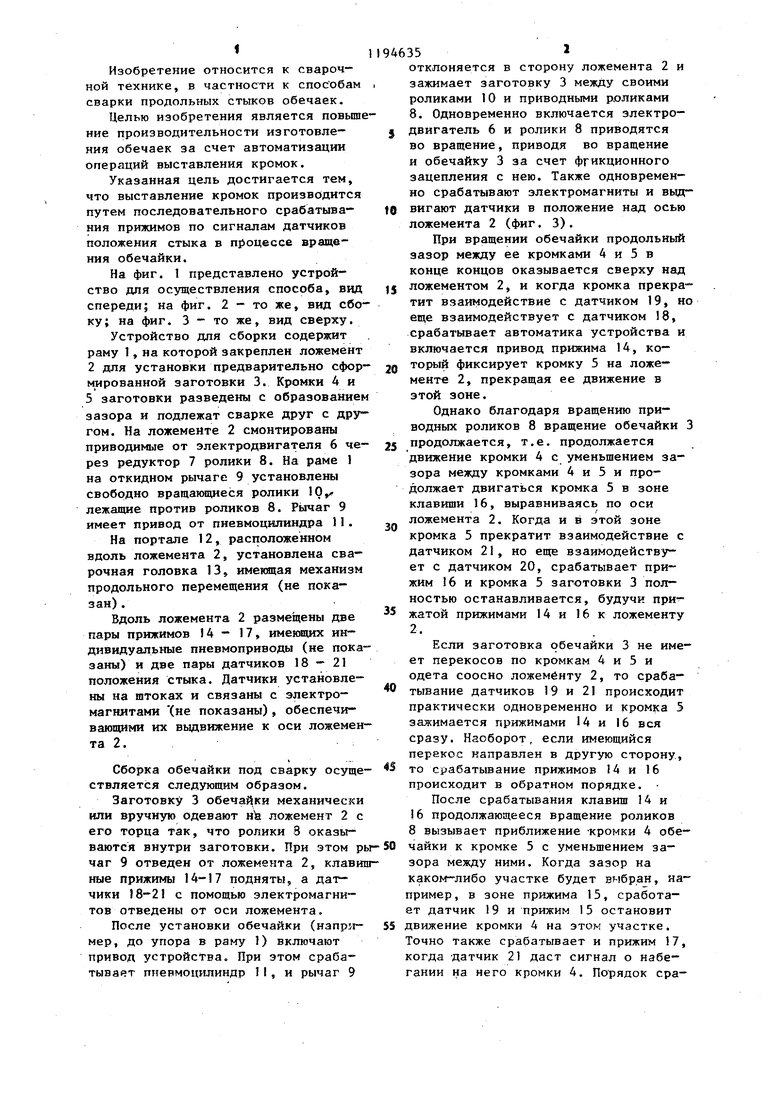
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Устройство для сборки обечаек под сварку продольного шва | 1987 |
|
SU1542754A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для двухсторонней автоматической сварки обечаек | 1977 |
|
SU733935A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
СПОСОБ СБОРКИ ОБЕЧАЕК ПОД СВАРКУ ПРОДОЛЬНОГО ШВА, при котором обечайку устанавливают на сварочное устройство, снабженное прижимами и датчиками положения стьжа, размещенными по его длине, выставляют одну из кромок обечайки по линии стыка с помощью указанных датчиков при их вращении, фиксируют ее прижимами, затем таким же образом выставляют другую кромку и так же фиксируют ее прижимами, отличающийся тем, что, с целью повьивения производительности путем автоматизации операции выставления кромок, обечайку вращают в одну сторону, выставляют по линии стыка сначала первую по ходу вращения свариваемую кромку путем последова- тельной фиксации ее прижимами по мере получения сигналов от датчиков положения стыка, ,а выставление по линии стыка второй кромки произвоi дят не останавливая вращения обечай«Я ки также путем последовательной фиксации прижимами по мере получе- .ния сигналов от указанных датчиков. Ю 5ГГ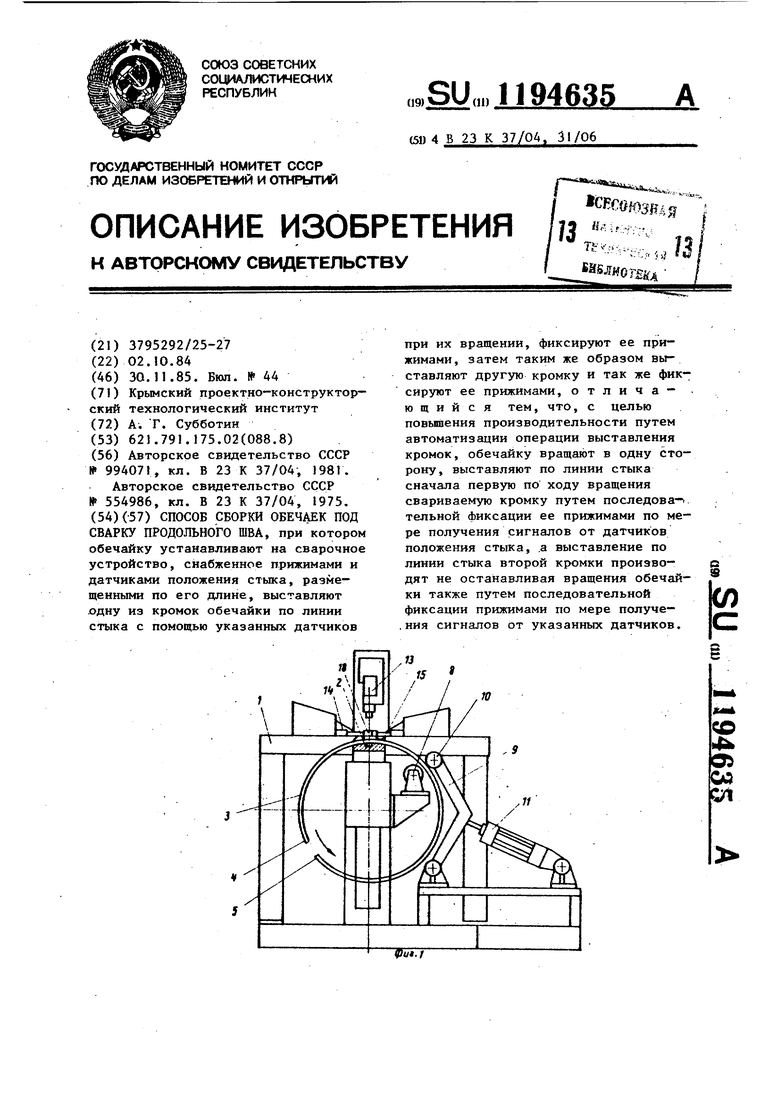
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки труб конечной длины | 1975 |
|
SU554986A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
