Изобретение относится к сварке пластмассовых труб и может быть использовано при монтаже трубопроводов в различных условиях.
Цель изобретения - расширение области применения, повышение безопасности и удобства в обслуживании.
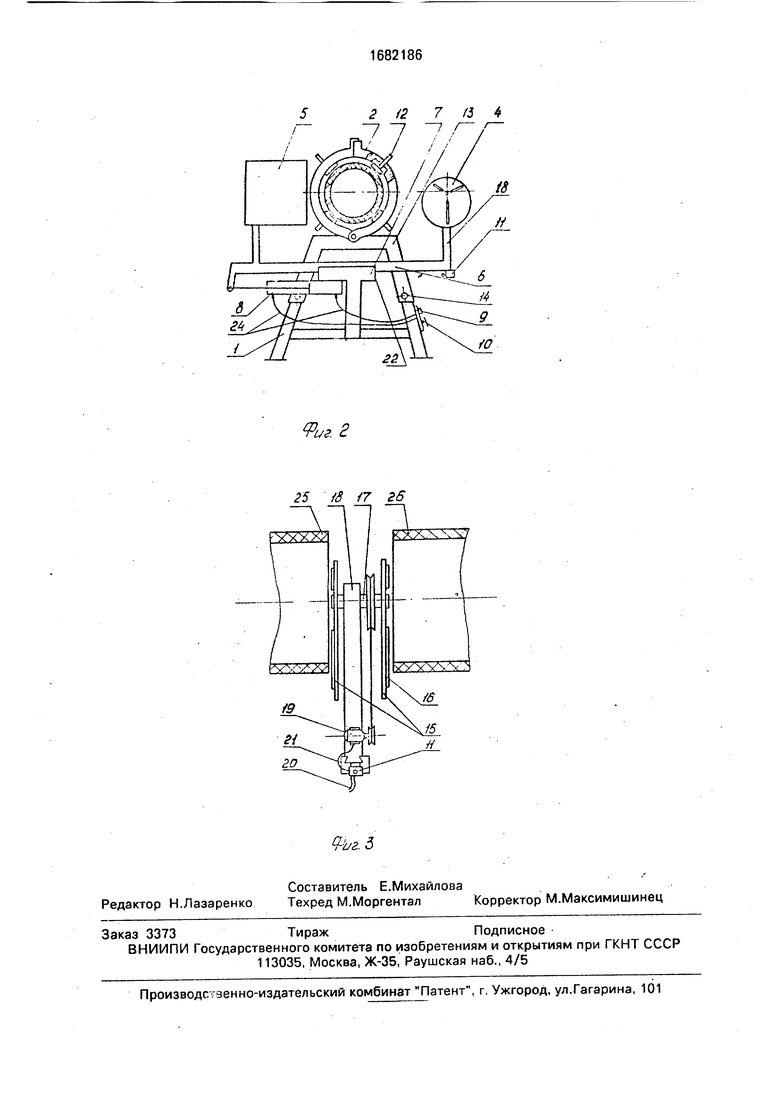
На фиг.1 изображено устройство, общий вид; на фиг,2 - схема размещена , ползуна с нагревателем и ториевателем на раме установки; на фиг.З - торцеватель, вид „боку.
Устройство для сварки труб из пластмасс состоит из рамы 1, захчмных хомутов 2, привода перечеи .ения подвижного за- жимногс хомута 3, эрцевэтелл 4 и нагревателя 5, размещогных нь ползуне 6, перемещаемом по lops 7 приводом 8, пульта 9 угрос л ;-г , j.-ncr.s- пускового узла 10 ч дсгг rj сзого узла
11 ГОУ7.0 --
Зажимные хомуты содержат подвижные в диаметральном направлении элементы 12 и установлены на каретках 13, закрепленных в направляющих 14 рамы. На опоре закреплен привод 8 перемещения ползуна.
Торцеватель состоит из рабочих дисков 15 с ножами 16, эксцентрикового вала 17, закрепленного в стойке 18 на ползуне, и привода 19 вращения торцевателя.
Привод вращения связан с основным и дополнительным пусковыми узлами системами 20 и 21 подвода энергии При этом дополнительный пусковой узел установлен на ползуне против горца 22 опоры, а приво- дь, перемещения ползуна и каретки подвижного зажимного хомута имеют связи 23 и 24 с пультом управления.
Торцы труб 25 м 26 раздепены зазором д1 я поо емзднс о эасмещения торцевателя t/ нагреете--1
О
жА
Устройство работает следующим образом,
Трубы 25 и 26 устанавливают в зажим ные хомуты 2 и закрепляют элементами 12, оставляя при этом между торцами труб 25 и 26 зазор, в который по опоре 7 приводом 8 перемещают торцеватвль 4 на ползуне 6 до контакта кнопки дополнительного пускового узла 11 с торцом 22 опоры, что обеспечивает подвод энергии к приводу 19 вращения торцевателя только в- рабочей зоне при включении основного пускового узла. На вращающиеся диски с ножами подают торцы труб 26 и 25 приводом перемещения подвижного хомута 3, который приводит в движение каретку 13 по направляющим 14 рамы 1.
После готовности концов труб к сварке торцеватель обратным ходом ползуна убирают из зазора, При этом разрыв контакта опоры 7 с дополнительным пусковым узлом 11 привода вращения торцевателя приводит к прекращению подачи энергии и остановке вращения дисков с ножами без вмешательства оператора, а движение ползуна приводит к размещению в зазоре нагревателя 5. Давление труб на нагреватель, технологические паузы, связанные с удалением нагревателя, давление осадки осуществляют приводом 3, При осадке труб для сварки нагреватель с торцевателем располагают симметрично по отношению к продольной оси устройства. Диаметр труб не изменяет процесса работы устройства как при торцовке, так и при сварке.
Предлагаемое устройство по сравнению с известным позволяет вести сварку труб з более широком диапазоне диаметров, что расширяет область его примене5
ния. Работа ножей только в межтрубном пространстве повышает безопасность его обслуживания.
Эксцентричное закрепление на валу рабочих дисков торцевателя позволяет, не увеличивая его размеров, расширить диапазон диаметров отрабатываемых труб на величину двух эксцентриситетов и получить D2 Dif2E,
где DI - предельный диаметр обрабатываемой трубы при центральном закреплении вращающегося вала на рабочих дисках торцевателя;
D2 - предельный диаметр обрабатываемой трубы при эксцентричном закреплении вала на рабочих дисках торцевателя; Е - величина эксцентриситета. Кроме того, при торцовке диски с ножами на валу вращаются эксцентрично относительно продольной оси труб, постоянно происходит смена рабочей зоны на режущей кромке ножей, что приводит к повышению срока службы торцевателя,
Формула изобретения
Устройство для сварки труб из пластмасс, содержащее установленные на направляющих рамы зажимные хомуты, один из которых связан с механизмом перемещения, закрепленные на ползуне нагреватель
и торцеватель, привод вращения торцевателя и пульт управления, отличающееся тем, что, с целью расширения области применения, повышения безопасности и удобства в обслуживании, оно снабжено
установленным на ползуне со стороны торцевателя пусковым узлом привода его вращения, а торцеватель выполнен в виде эксцентрично закрепленных на приводном валу дисков.
2 12 3
к
Фиг.1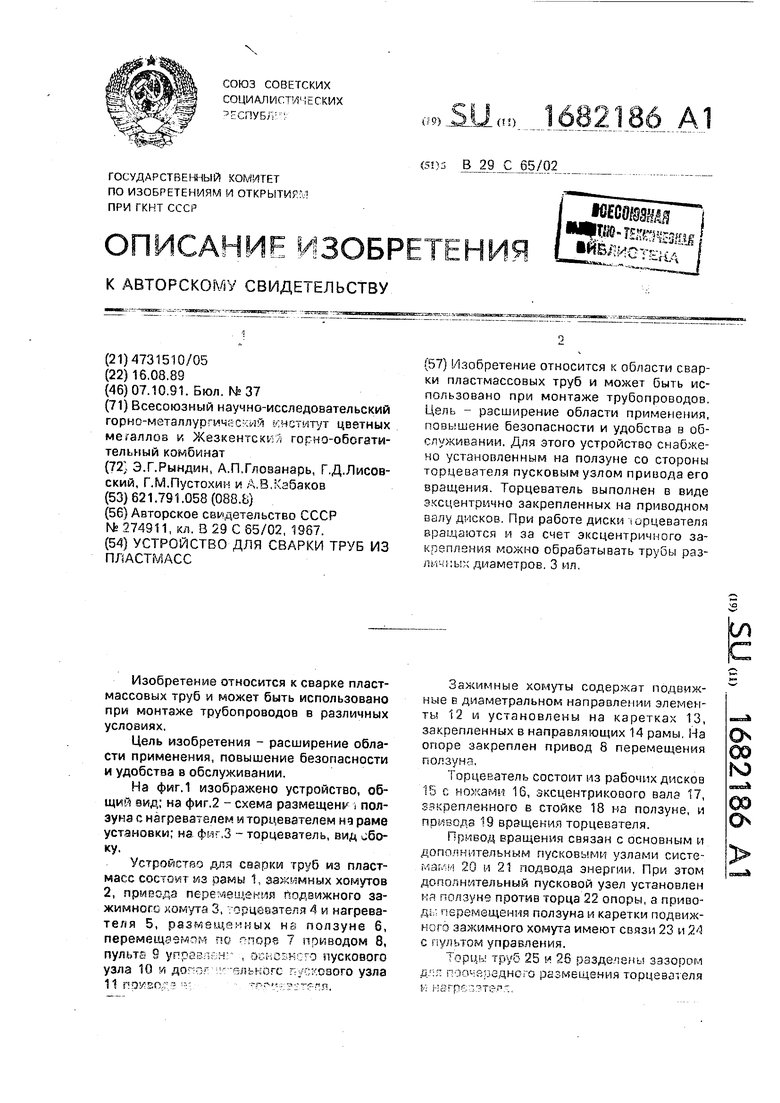

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1680554A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1399162A1 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1146929A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛАСТМАССОВЫХТРУБ | 1966 |
|
SU189550A1 |
Изобретение относится к области сварки пластмассовых труб и может быть использовано при монтаже трубопроводов. Цель - расширение области применения, повышение безопасности и удобства в обслуживании. Для этого устройство снабжено установленным на ползуне со стороны торцевателя пусковым узлом привода его вращения Торцеватель выполнен в виде эксцентрично закрепленных на приводном валу дисков. При работе диски юрцевателя вращаются и за счет эксцентричного закрепления можно обрабатывать трубы различных диаметров. 3 ип
25 /S /7 26
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU274911A1 |
| Солесос | 1922 |
|
SU29A1 |
