СлЭ
ел
Изобретение относится к металлургии, а именно к термообработке бунтового металла в термических и термокалибровочных производствах.
Цель изобретения - повышение ка- честна обработки, упрощение технологии и снижение энергозатрат.
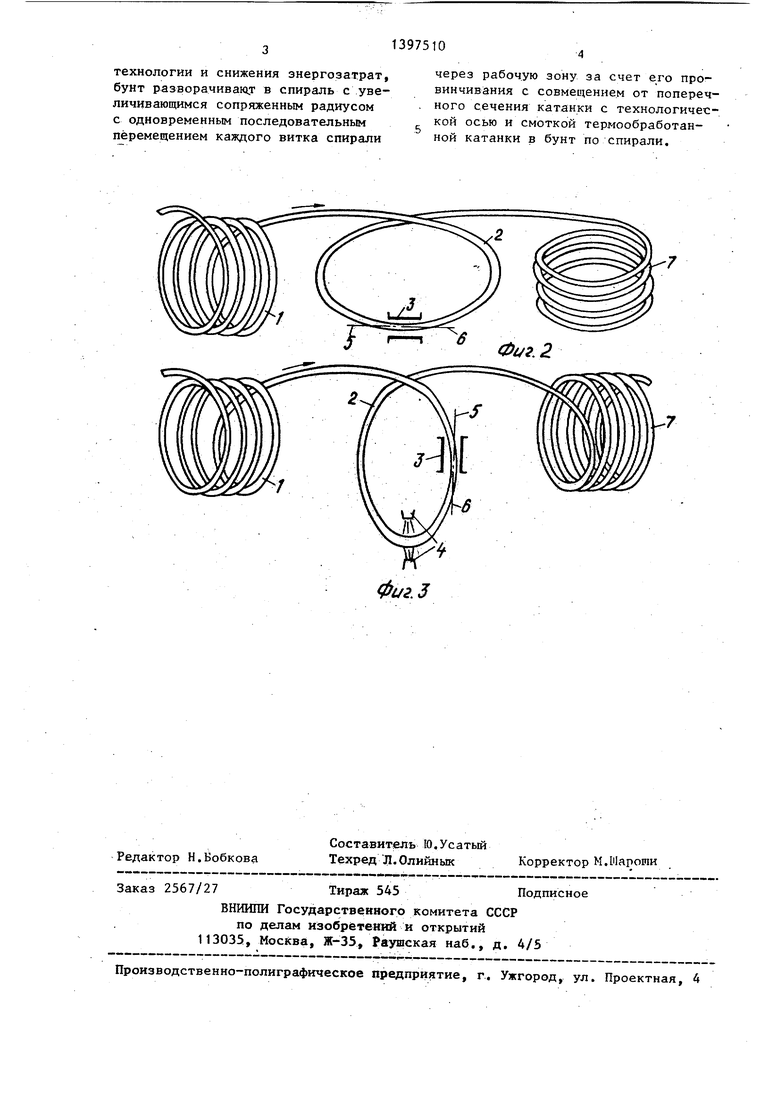
На фиг, 1-3 представлены схемы перемещения бунтового металла при I термообработке
; Бунт 1 катанки разворачивают в I спираль 2 в направлении рабочей зоны индуктора 3.
Пример 1с 1 (фиг, 1) ;диаметром 1,2 м горячекатаной стали ЗОХГСА сечением 8 мм одевают на расположенную вертикальную оправку, сообщают бунту вращение. При этом I конец бунтового металла разворачива- ют и одновременно направляют по спиральной траектории в направлении рабочей зоны индуктора 3. ; Поскольку бунт продолжает вращать |ся и образовавшаяся на бунтового ме- талла спираль тоже, последняя провинчивается через рабочую зону - индуктор 3 и спрейер 4, В рабочей зоне ось 5 перпендикулярно .сечения бунтового металла совмещают с технологи- ческими осями ,6 обработки. По выходе из рабочей зоны обработки металл аналогично сворачивают в .бунт на вертикально расположенной вращающейся iоправке. Формируют компактный бунт 1 с диаметром 1,8 мм.
Осмотр бунтового металла после термообработки показывает, что волнистость отсутствует, сечение диаметром 8 мм сохраняется по всей дли-
не изделия-
Пример 2. Бунт 1 (фиг, 2) диаметром 2,0 м из стали 65Г сечением 12 м разматывают, вращая на горизонтальной оправке, и с помощью направляюЕШХ роликов формируют спираль 2 по траектории, которую затем провинчивают через рабочую зону - индуктор 3, совмещая ось 5 с технологической осью 6, как и в примере 1 По выходе из индуктора 3 металл сма- тьшают на вертикальную оправку и на- . правляют к ней металл по -спиральной траектории. Таким образом, формируют снова бунт диаметром 1,5 м
После термообработки rto предлагаемому способу разброс значений прочности сократился со 150-200 до 40
Q
5 0 5 О
0
5 0
5
90 Н/мм , а твердости с 30-35 до 10- 18 НРСс
Пример 3, Бунт 1 (фиг, 3) из стали 8X15 диаметром 1,8 м и сечением бунтового металла 26 мм разматывают с горизонтальной оправки и направляют по спиральной траектории с помощью направляющих роликов в индуктор 3, Далее провинчиванием через индуктор 3, совмещая ось 5 поперечного сечения бунтового металла с технологической осью 6 индуктора 3, а затем спрейера 4, после чего бунтовой металл снова формируют в ком- пактньй бунт на горизонтальной оправке диаметром 2,2 м,
По сравнению со сталью, обработанной в печах в неразвернутых бунтах (пока такая сталь на отечественных заводах по другому не обрабатывается) , ра зброс твердости по длине металла сократился с 20-25 до 5- 7 ед, НРС, а разброс балла карбидной сетки с 3-5 до 3-3,5,
Одним из вариантов предлагаемого способа является провинчивание раскручиваемого бунта 1 через рабочую зону, а после нагрева закручивания его по архимедовым спиралям.
Предлагаемый способ может быть использован не только при термообработке, но и при травлении и нанесении покрытий, причем можно использовать для бунтового металла более крупных сечений.
По сравнению с базовым объектом - предлагаемый способ позволяет повысить качество обработанного металла и экономичнее за счет сокращения количества операций и, соответственно, уменьшения энергоемкости процесса. При этом качество металла выше за счет стабильности свойств по длине бунтового металла,
Формула изобретения
Способ непрерывного перемещения бунтового металла при термообработке,, преимущественно катанки крупного сечения, включающий размотку бунта, перемещение через рабочую зону сформированной спирали провинчиванием вдоль технологической оси и последу- кмцую смотку в бунт, отличающийся тем, что, с целью повышения качества обработки, упрощения
технологии и снижения энергозатрат, бунт разворачиваки в спираль с увеличивающимся сопряженным радиусом с одновременным последовательным перемещением каждого витка спирали
через рабочую зону за счет его провинчивания с совмещением от поперечного сечения катанки с технологической осью и смоткой термообработан- ной катанки в бунт по спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ПРОВОЛОКИ ИЗ СТАЛИ, ЛИНИЯ И СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СТАЛИ | 2013 |
|
RU2549798C2 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ СТАЛИ В БУНТАХ | 1997 |
|
RU2133288C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННОЙ СТАЛЬНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ПОВЫШЕННЫМИ ПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2021 |
|
RU2768064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2199593C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| Способ термической обработки поперечных сварных швов тел вращения | 1988 |
|
SU1661230A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА ТВЧ КАЛИБРОВАННОЙ СТАЛИ | 1992 |
|
RU2037537C1 |
| Способ производства термоупрочненной проволоки из стали | 2015 |
|
RU2612104C2 |
Изобретение относится к термообработке бунтового металла в термических и термокалибровочных производствах. Цель изобретения - повышение качества обработки, упрощение технологии и снижение энергозатрат. Бунты 1 разворачивают в спираль 2 с увеличивающимся сопряженным радиусом, с последующим перемещением каждого витка спирали отдельно через рабочую зону за счет его провинчивания с совмещением оси поперечного сечения катанки с технологической осью 5 и смоткой в бунт по спирали после термообработки. Применение данного способа позволяет повысить качество термообработки и экономить электроэнергию за счет сокращения количества операций. 3 ил. G (Л
Фиг.З
| ПРИБОР ДЛЯ ИЗУЧЕНИЯ ЯВЛЕНИЙ, СОПРОВОЖДАЮЩИХ ВРАЩЕНИЕ НЕУРАВНОВЕШЕННЫХ МАСС | 1927 |
|
SU7348A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Обработка катанки и-проволоки с перемещением их витками | |||
| Обзорная информация ЦНИИ и ТЭИЧМ, сер | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
