Известные автооператоры с системой путевого контроля и гидравлическил приводом, применяемые на многошпиндельны.х станках авюматах, не позволяют проводить параллельно операции захвата, переноса и выгрузки заготовок и деталей, что снижает их производительность.
В отличие от известного, в предлагаемом автооператоре операции захвата, переноса и выгрузки заготовок и деталей совмещеиы и выполняются двумя патронами, установленными на рычагах параллелограммного механизма, управляемого гидроцилиндром.
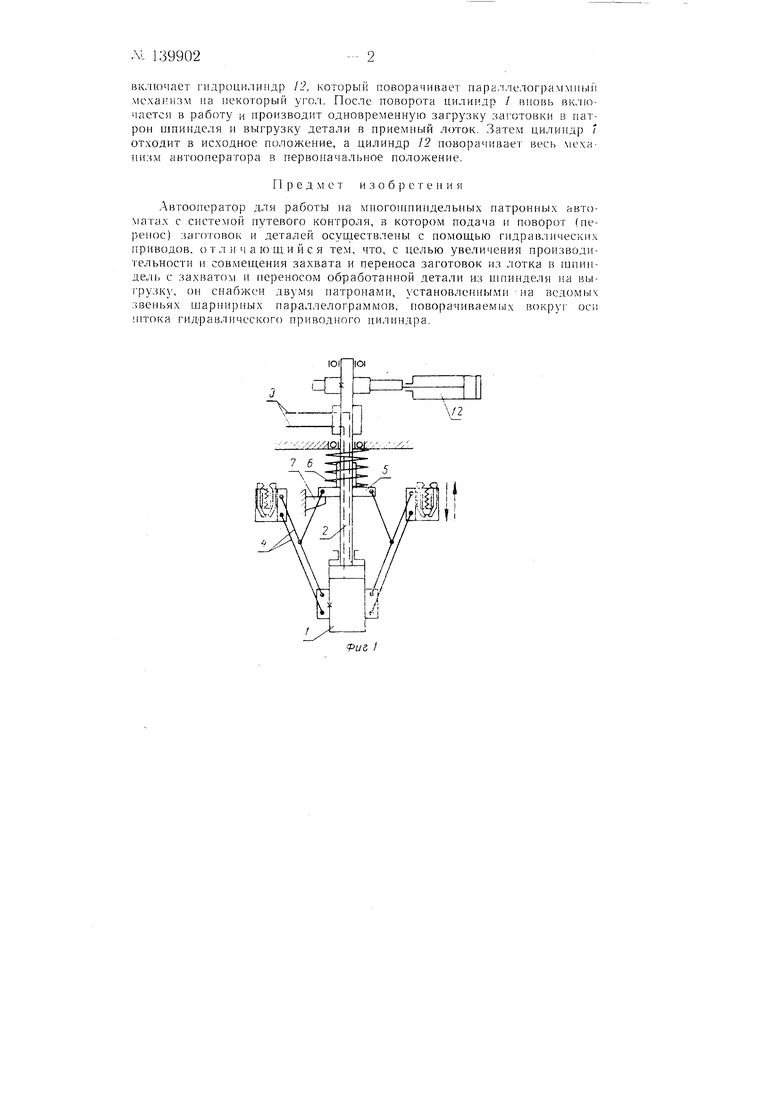
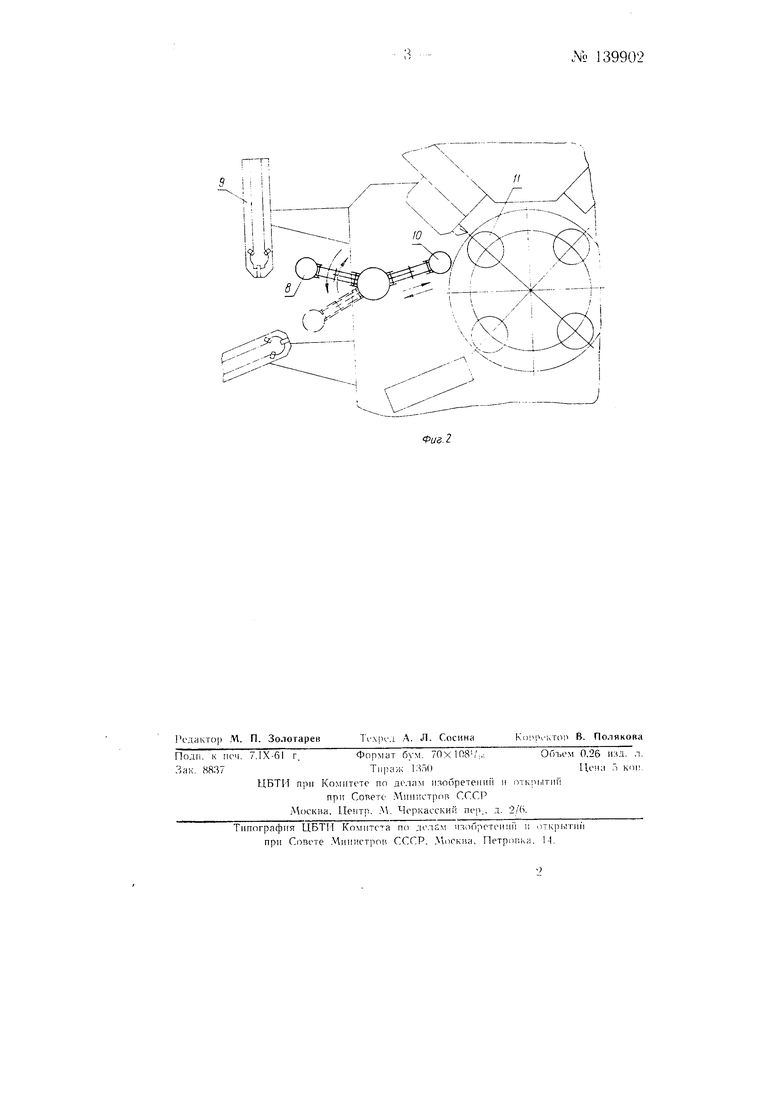
На фиг. 1 изображена схема автооператора, вид сбоку: на фиг. 2- то же, вид сзади.
Автооператор состоит из гидравлического ци.шн.чра / с неподвижным штоком 2, выполненным в виде шлицевого вала, внутри которого проложены подводянд,ие масло трубки 3, ir параллсмограммного механизма 4. На П1ТОК цилиндра насажена втулка 5, прижимаемая пружиной 6 к унору 7. На концах рычагов иараллелограммного механизма расположены патрон 8 д,:1я захвата заготовки из лотка 9 и пагрон W для снятия обработанной детали с патрона // шпинделя. Поворот а.втооператора производится с помощью гидроцилиидра Г2. Работа автооператора происходит следуюп1нм образом: при поступлении команды в золотник, управляют . имдро /. и)с, HepeN с наетс но неиодвиж 1о.му штоку в осевом направлении. Нара,1. ело1раммныГ| механи:ш этом позволяет cтepжl я. несущим 1атронь 8, разоГ тись. Как только цили1 др / упрется во втулку, 5, происход 1т сжатие пружи 1ы и подача патронов 8 i 10 а од 10времег нын захват з лотка 9 заготовки и снятие с патрО а на шпи 1деля обработа но 1 детал. Далее 1илиидр 7 отход гг в исход ос .1ожен 1е и посредством :и).
Л 139902-- 2
включает гидроцилиндр Г2, который поворачивает пара.члелограчгмпыГ механизм на некоторый угол. После поворота цилиндр / вновь включается в работу и производит одновременную загрузку заготовки в натрон шпинделя и выгрузку детали в приемный лоток. Затем цилиндр / отходит в исходное положение, а цилиндр 12 поворачивает весь механизм автооператора в первоначальное положение.
Пред м е т и з о б р е т е н и я
Автооператор для работы на многоишиндельных патронных автоматах с системой путевого контроля, в котором подача и поворот (перенос) заготовок и деталей осуществлепы с помощью гидравлических приводов, отличающийся тем, что, с целью увеличевия производительности и совмещения захвата и переноса заготовок из лотка в шпинде.пь с захватом и переносом обработанной детали из шпинделя на выгрузку, он снабжен двумя патронами, установленными на ведомых звеньях шарнирных параллелограммов, юворачиваем1)1х вокруг оси игрока гидравлического приводного иилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1969 |
|
SU344701A1 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников | 1959 |
|
SU128326A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
, I
