ф
ОЭ
о
оо со
размещенными с возможностью взаимодействия с упорами 19 ванн, а в кронштейнах выполнены по два-вертикальны паза. При перемещении траверсы 3 автооператора 4 от ванны к ванне 1 барабан 6 находится в верхнем положении. При опускании траверсы 3 с барабаном 6 в оцоры ванны 1 подвижные упоры 18 взаимодействуют с неподвиж- ными, установленными на борту ванны
1. При этом ползун, соединенный с подвижным упором 18, перемещается в верхнее положение по направляющим, а вместе с ним и ролик. При движении ролика вверх происходит перемещение замкнутой цепи 13 и вращение барабана 6. Угол поворота барабана 6 зависит от взаимного расположения подвижного упора 18 и неподвижного упора 19 о 6 ил„
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автооператорная линия для гальванохимической обработки мелких деталей в барабанах | 1983 |
|
SU1105518A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Устройство для гальванохимической обработки длинномерных деталей | 1978 |
|
SU779448A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Линия гальванохимической обработки мелких деталей в барабанах | 1989 |
|
SU1636473A1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| Автооператор для транспортировки деталей | 1979 |
|
SU859782A1 |
| Установка для нанесения покрытий | 1985 |
|
SU1288141A1 |
Изобретение относится к устройствам для гальванохимической обработки и может быть использовано в машиностроении и других отраслях промышленности. Цель - снижение энергозатрат. Для этого траверса 3 выполнена с кронштейнами, установленными на ее торцах, роликами и ползунами,
Изобретение относится к устройствам для гальванохимической обработки и может быть использовано в машино- строении и других отраслях промышленности.
Целью изобретения является снижение энергозатрат.
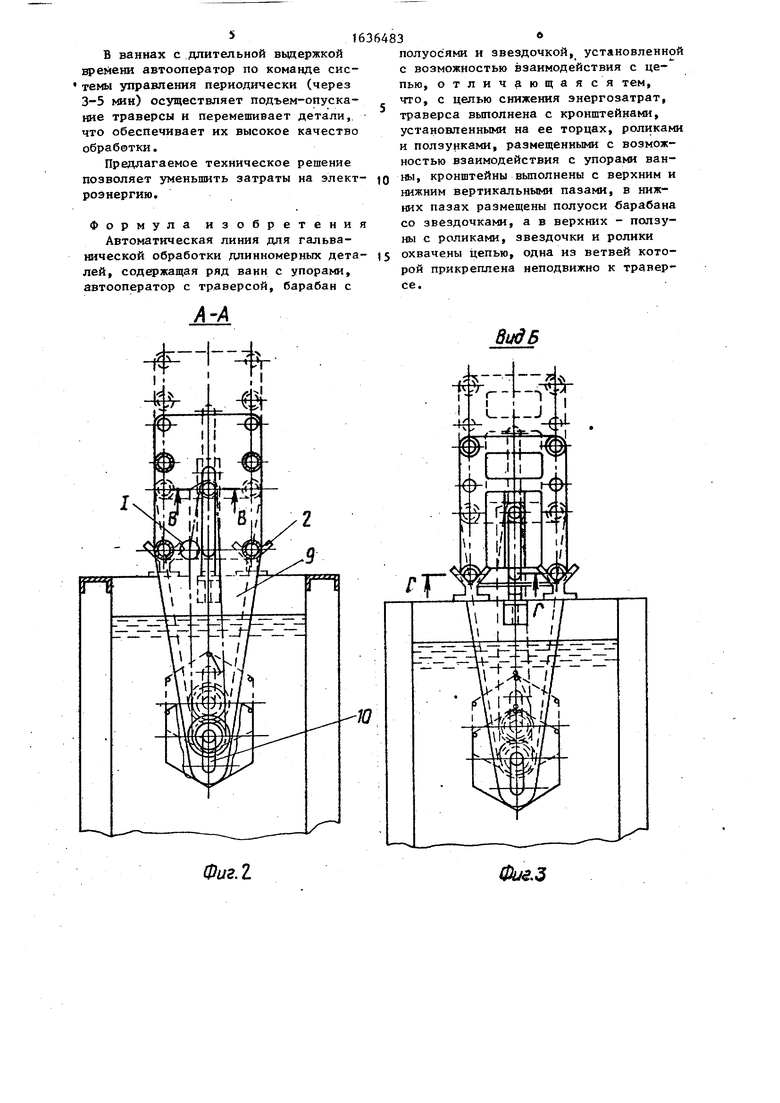
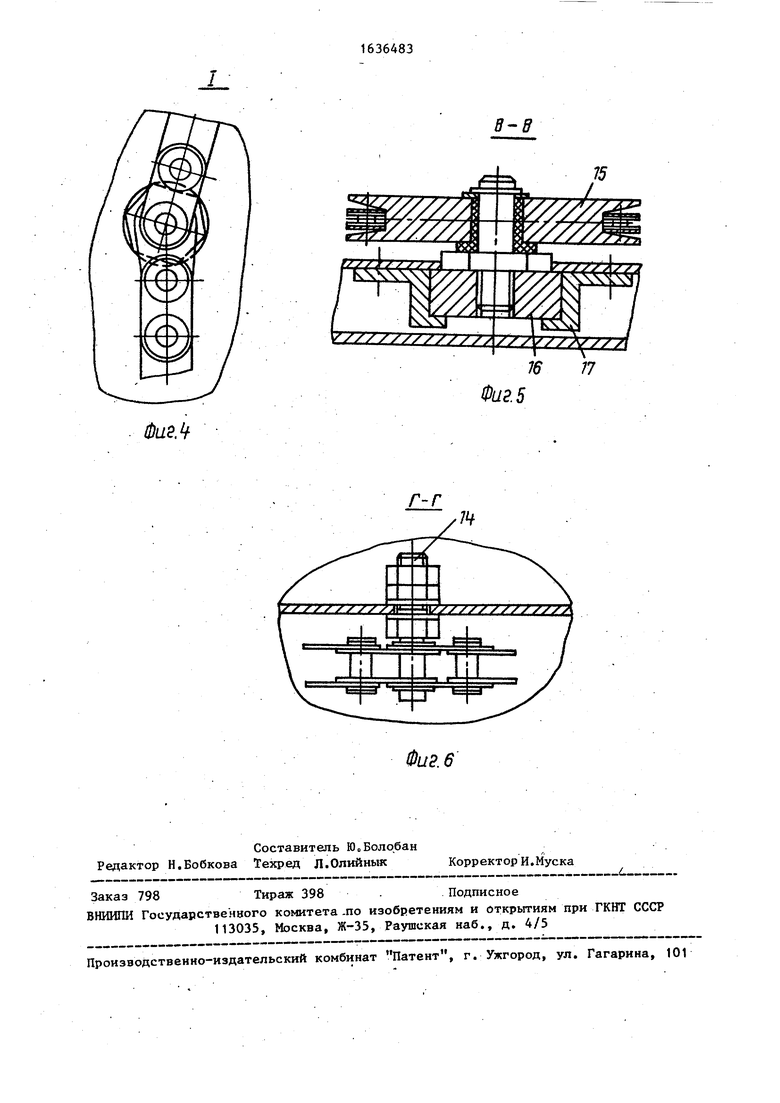
На фиг.1 представлена линия, об- ший вид; на фиг.2 - сечение А-А на фиг. 1; на фиг„3 - вид Б на фиг.1; на фиг.4 - узел I на фиг.2; на фиг .5- сечение В-В на фиг. 2; на фиг.6 - сечение Г-Г на фиг.Зо
Автоматическая линия для гальванической обработки длинномерных деталей содержит ряд ванн 1 с рабочими растворами и промывной водой, на которых установлены опоры 2 для тра- версы 3, автооператор 4 с транспортным механизмом 5 для транспортировки траверсы 3 с барабаном 6, внутри ко- торо го уложены длинномерные детали 7 направляющие пути 8 для автооператор 4. На торцах траверсы 3 расположены кронштейны 9 с вертикальными пазами 10, в которых на оси 11 установлен барабан 6.
I .
На концах оси 11 расположены
звездочки 12, с помощью которых барабан 6 подвешен на замкнутых цепях 13„ Одна из ветвей цепи при этом неподвижно закреплена на траверсу 3 с помощью болта 140 Барабан 6 на замкнутых цепях 13 подвешен к вращающимся роликам 15, установленным на ползунах 16, перемещающихся в вертикальных направляющих 17 на торцах траверсы 3. Ползуны 16 снабжены подвижными упорами 18, взаимодействующими при подъеме-опускании траверсы 3 с барабаном 6 с неподвижными
0
5 0
5 о
5
Q
5
упорами 19, установленными на борту ванны 1.
Линия работает следующим образом.
Автооператор 4 перемещается по рельсовому пути 8 и транспортирует траверсу 3 с барабаном 6, в котором находятся длинномерные детали 7 по ряду ванн 1 в соответствии с маршрутом техпроцесса. Трайспортировка траверсы 3 с барабаном 6 от ванны к ванне 1 осуществляется в верхнем положении о При этом ось 11 барабана находится в нижнем положении вертикального паза 10 под действием веса барабана 6 с деталями 7, а ползун 16 находится в нижнем положении вертикальных направляющих 17 При опускании траверсы 3 с барабаном 6 в упоры 2 ванны 1 подвижные упоры 18 взаимодействуют с неподвижными упорами 19, установленными на борту ванны 1„ При взаимодействии ползун 16, соединенный с подвижным упором 18, перемещается в верхнее положение по вертикальной направляющей 17, а вместе с ним и ролик 15„ При движении ролика 15 вверх происходит перемещение замкнутой цепи 13, вследствие чего барабан 6, подвешенный на .замкнутой цепи 13 с помощью звездочек 12, проворачивается вокруг своей оси 11. Угол поворота барабана 6 зависит от взаимного расположения подвижного 18 и неподвижного 19 упоров. При проворачивании барабана 6 вокруг оси 11 происходит взаимное перемещение деталей 7 и обеспечивается высокое качество химобработки без следов от контактирования. При подъеме автооператором 4 траверсы 3 происходит проворачивание барабанов в обратную сторонуо
В ваннах с длительной выдержкой времени автооператор по команде сис- темы управления периодически (через 3-5 мин) осуществляет подъем-опускание траверсы и перемешивает детали, что обеспечивает их высокое качество обработки.
Предлагаемое техническое решение позволяет уменьшить затраты на электроэнергию.
Формула изобретения
Автоматическая линия для гальванической обработки длинномерных деталей, содержащая ряд ванн с упорами, автооператор с траверсой, барабан с
Фиг.I
полуосями и звездочкой, установленной с возможностью взаимодействия с це- пью, отличающаяся тем, что, с целью снижения энергозатрат, траверса выполнена с кронштейнами, установленными на ее торцах, роликами и ползунками, размещенными с возможностью взаимодействия с упорами ванны, кронштейны выполнены с верхним и нижним вертикальными пазами, в нижних пазах размещены полуоси барабана со звездочками, а в верхних - ползуны с роликами, звездочки и ролики охвачены цепью, одна из ветвей которой прикреплена неподвижно к траверсе.
ВидБ
Фиг.З
ФигА
д-8
75
76 17
Фиг. 5
Фиг. 6
| Автоматическая линия для гальванохимической обработки деталей на подвесках в барабанах | 1976 |
|
SU590376A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автооператорная гальваническая линия | 1976 |
|
SU603712A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
