Известно, что изменение натяжения полосы в непрерывных станах холодной прокатки приводит к изменению толщины полосы. Последнее связано с наличием упругих свойств механической системы. Заднее натяжение полосы более эффективно влияет на толщину полосы, чем переднее натяжение. Этот принцип используется в регуляторах толщины, которые при отклонении толодипы полосы от заданной воз,действуют на скорость последней клети, изменяя тем самым натяжение между последней и предпоследней клетями, а значит и выходную .
Предлагаемый регулятор отличается от известных тем, что, с целью улучшения регулирования толщины прокатываемого металла, в систему регулирования введен специальный узел, обеспечивающий автоматическое изменение коэффициента усиления регулятора толщины с изменением скорости прокатки и при переходе на прокатку полос другой толщины.
В предлагаемой системе осуществляется одновременное противоположное воздействие в функции сигнала ощибки сразу на две клети непрерывного стана: последнюю и предпоследнюю. При этом, если напряжение на якоре двигателя последней клети увеличивается и последняя клеть ускоряется, то одновременно уменьшается напряжение на двигателе четвертой клети и происходит ее торможение (и, соответственно, наоборот при противоположном знаке сигнала ошибки на входе регулятора).
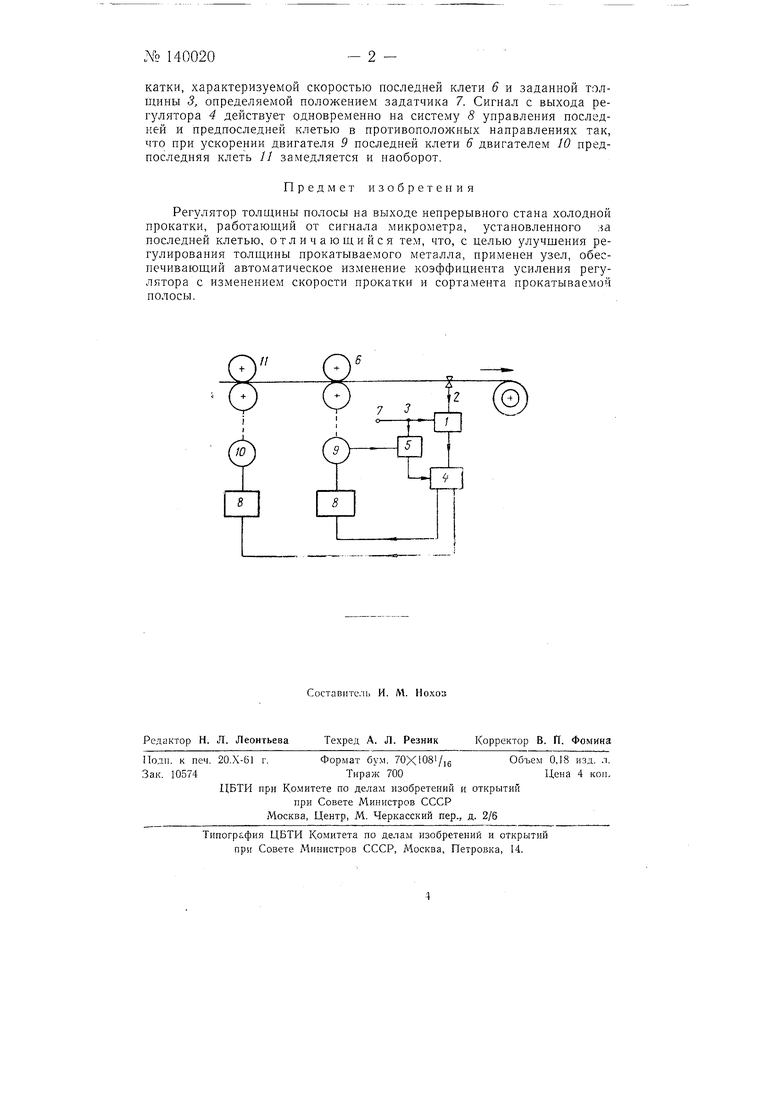
На чертеже дана блок-схема предлагаемого регулятора.
Сигнал на выходе микрометра /, пропорциональный отклонению толщины 2 от заданного значения 3 толщины подается на вход регулятора 4. Коэффициент усиления регулятора с помощью специального блока 5 явго.матически изменяется в зависимости ог скорости прокатки, характеризуемой скоростью последней клети 6 и заданной толщины 3, определяемой положением задатчика 7. Сигнал с выхода регулятора 4 действует одновременпо на систему 8 управления последней и предпоследней клетью в противоположных направлениях так, что при ускорении двигателя 9 последней клети 6 двигателем JO предпоследняя клеть 11 замедляется и наоборот.
Предмет изобретения
Регулятор толщины полосы на выходе непрерывного стана холодной прокатки, работающий от сигнала микрометра, установленного за последней клетью, отличающийся тем, что, с целью улучщения регулирования толщины прокатываемого металла, применен узел, обеспечивающий автоматическое изменение коэффициента усиления регулятора с изменением скорости прокатки и сортамента прокатываемой полосы.