(54) УСТРОЙСТВО ДЛЯ СБОРКИ ФОРМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Распаровщик-кантователь опок | 1980 |
|
SU1069946A1 |
| Устройство для сборки форм | 1979 |
|
SU854585A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Формовочная машина | 1978 |
|
SU740385A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
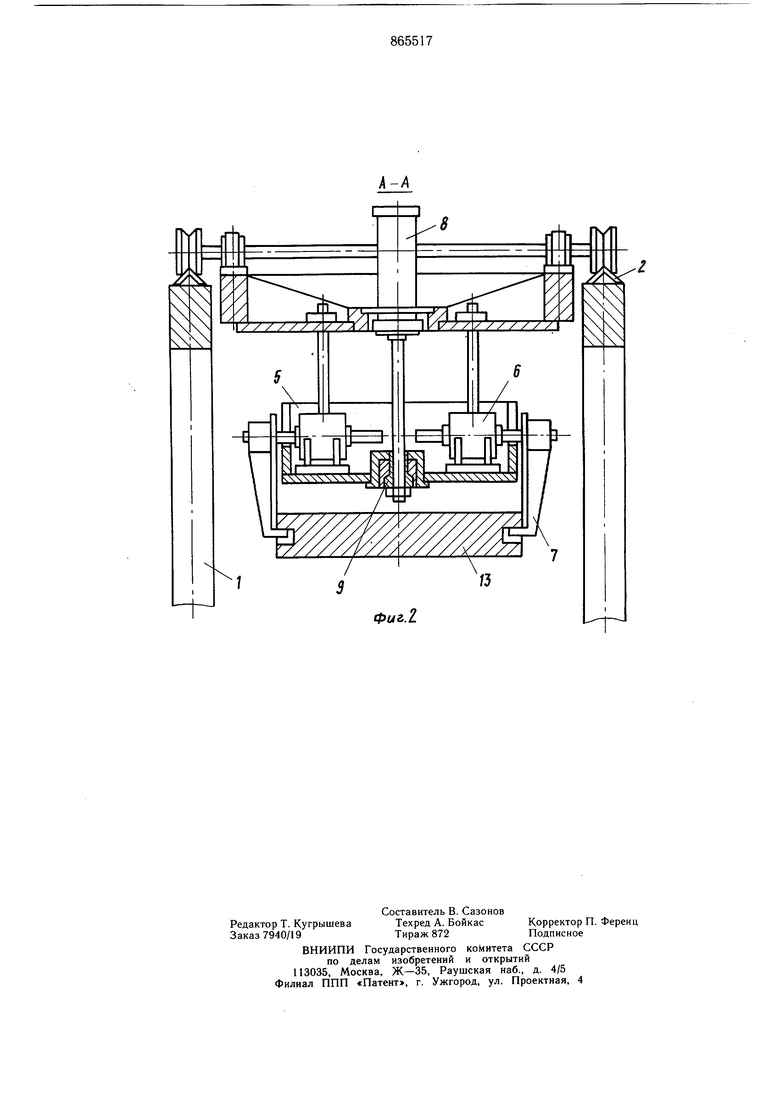
Изобретение относится к литейному производству, в частности к устройствам для сборки литейных форм. При изготовлении литейных форм с использованием поддонов на машинных поточных линиях сборка форм производится с помощью устройств для сборки, а съем поддона с верхней полуформы с помощью штатных цеховых грузоподъемных устройств (например, электромостового крана) или съемщиков поддонов в составе линии с ветвью для возврата поддонов 1. Однако в условиях машиностроительных заводов, где литейные цехи небольшие, компоновка машинной поточной линии со снятием поддонов съемщиком поддонов и перегрузка их на ветвь возврата требует дополнительных производственных площадей. Вариант со снятием каждого поддона с помощью крана малопроизводителен и сдерживает ритм работы линии. Цель изобретения - улучшение условий обслуживания. Эта цель достигается тем, что устройство, содержащее каркас, несущий кантователь, подъемный стол и приемный стол, снабжено направляющими, расположенными на каркасе, и установленной на них приводной тележкой, несущей траверсу с приводными захватами, шарнирно подвешенную на штоке порщневого привода. На фиг. 1 показано устройство для сборки форм, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Устройство включает в себя каркас 1 с направляющими 2, по которым от привода 3 перемещается, тележка 4 с траверсой 5, имеющей управляемые от пневмоцилиндра 6 захваты 7 и гидроцилиндр 8, к штоку которого с помощью шарнира 9 подвешена траверса 5, кантователь 10с приводом, подъемный стол 11, встроенный в секцию рольганга 12, по которому перемещаются на поддонах 13 верхняя опока 14 и нижняя опока 15, приемный стол 16. Устройство для сборки форм работает следующим образом. Верхняя опока 14 на поддоне 13 по рольгангу 12 перемещается на позицию над подъемным столом 11, который затем подает опоку с поддоном вверх в кантователь 10, где они с помощью фиксирующих элементов закрепляются. После того, как опока с поддоном зависнут в кантователе, подъемный стол 11 опускается ниже уровня рольганга 12, а кантователь 10 поворачивает на 180° комплект опока-поддон таким образом, что поддон 13 оказывается сверху. После этого по рольгангу 12 на позицию над подъемным столом 11 подается опока 15 на поддоне 13. Этот комплект опока-поддон столом 11 поднимается до соприкосновения с опокой 14, осуществляя с помощью центрирующих элементов опок сборку формы, после чего по направляющим 2 каркаса 1 устройства подъезжает тележка 4, перемещаемая приводом 3. Захваты 7 траверсы 5 при этом разведены. С помощью гидроцилиндра 8 траверса 5 с захватом 7 опускается вниз, а затем срабатывают пневмоприводы 6, вводя захваты 7 в окна поддона 13. Освобождаются фиксаторы, удерживающие опоку 14 в кантователе 10, подъемный стол 11 с собранной формой опускается вниз, а верхний поддон 13 с помощью гидроцилиндра 8 поднимается вверх и переносится на позицию над подъемным столом 16, где укладывается с помощью гидроцилиндра 8 на верхний поддон стопки. Захваты 7 после этого разжимаются, а шток гидроцилиндра 8 возвращается в верхнее положение, стол 16 опускается на высоту поддона, готовясь к приему следующего поддона. Собранная форма вместе со столом 11 (на поддоне) опускается до посадки на ролики рольганга 12, а затем перемещается на следующую позицию. Кантователь 10 занимает исходное положение. Все возможные перекосы траверсы из-за неточностей изготовления ее направляющих и перекосов при работе компенсируются щарниром 9 подвески ее на штоке гидроцилиндра 8. Благодаря компактности устройства, перекрытию по времени сборки формы и снятия поддона, возможности автоматизации процесса снятия, транспортировки и укладки поддонов на приемном столе применение предлагаемого сборщика форм позволяет достичь положительного экономического эффекта за счет увеличения производительности труда, облегчить условия труда в литейном производстве, уменьшить производственные площади под машинные поточные линии. Формула изобретения Устройство для сборки форм, содержащее каркас, несущий кантователь, подъемный стол и приемный стол, отличающееся тек,что, с целью улучшения условий обслуживания, оно снабжено направляющими, расположенными на каркасе, и установленной на них приводной тележкой, несущей траверсу с приводными захватами,шарнирно подвешенную на штоке поршневого привода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 148878, кл. В 22 D 33/04, 1961.
