S г f V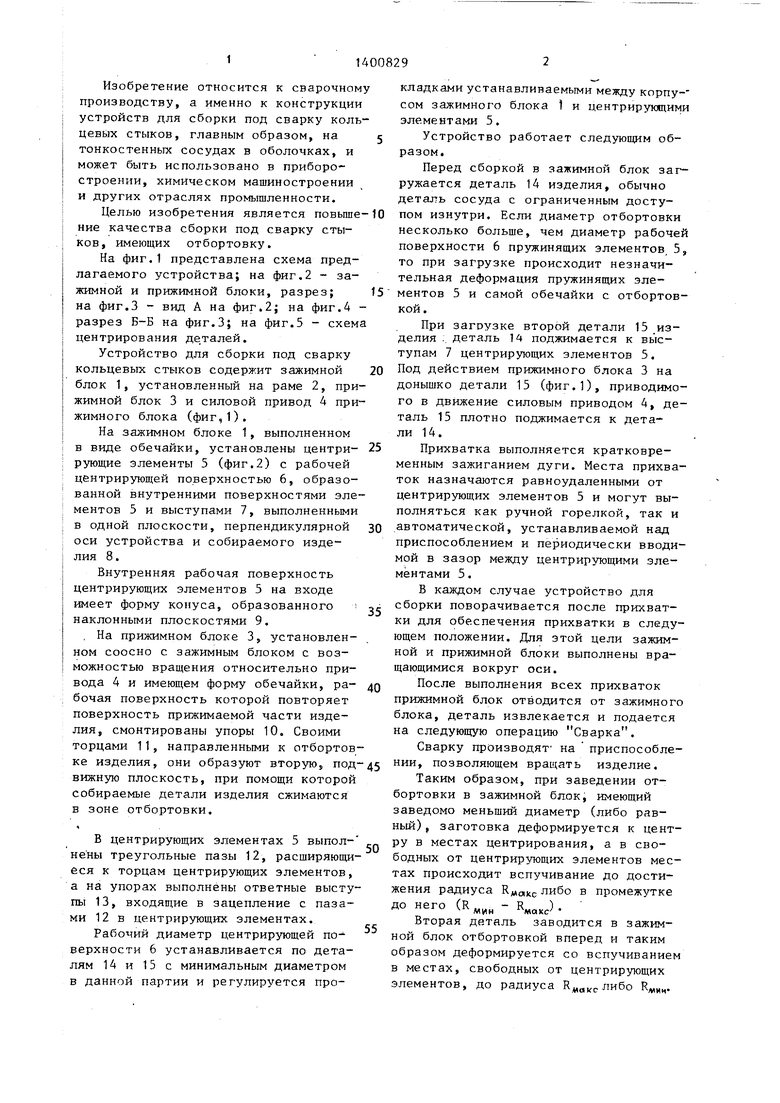
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Устройство для зажима заготовок | 1989 |
|
SU1703262A1 |
| Устройство для обработки давлением концевой части цилиндрической оболочки | 1990 |
|
SU1799302A3 |
| Способ сборки многоэлементных конструкций и устройство для его осуществления | 1987 |
|
SU1458126A1 |
| Зажимное устройство машины для сварки трением | 1977 |
|
SU721284A1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1446059A2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| Зажимной патрон | 1989 |
|
SU1673301A1 |
| Крутонаклонный ленточный конвейер | 1978 |
|
SU781117A2 |
| Цанговый патрон | 1985 |
|
SU1298001A1 |

Изобретение относится к сварочному производству, а именно к конструкциям устройств для сборки под сварку кольцевых стыков, главным образом на тонкостенных сосудах и оболочках, и может быть использовано в приборостроении, химическом машино строении и других отраслях промьпплен- ности. Цель - повышение качества сборки под сварку стыков, имеющих отбортовку. Устройство содержит зажимной блок 1 и прижимной блок 3. На зажимном блоке 1 смонтированы упругие центрирующие элементы 5, а на прижимном блоке - упоры 10. На цент- рирую цих элементах 5 выполнены выступы 7, торцы которых лежат в одной плоскости, перпендикулярной оси устройства. Собираемую деталь 14 устанавливают в зажимной блок 1 иг центрн- руют упругими центрирующими элементами 5, Ответную деталь 15 также устанавливают в зажимной блок 1 и центрируют относительно детали 14. Прижимной блок перемещается силовым приводом в сторону зажимного блока 1. При этом упоры,10 прижимают отбортовку , деталей 14 и 15 к выступам 7. Производят прихватку деталей 14 и 15. 1 з.п. ф-лы, 5 ил. (Л
«
Изобретение относится к сварочному производству, а именно к конструкции устройств для сборки под сварку кольцевых стыков, главным образом, на тонкостенных сосудах в оболочках, и может быть использовано в приборостроении, химическом машиностроении и других отраслях промышленности.
Целью изобретения является повьшение качества сборки под сварку стыков, имеющих отбортовку.
На фиг.1 представлена схема предлагаемого устройства; на фиг.2 - зажимной и прижимной блоки, разрез; на фиг.З - вид А на фиг,2; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - схема центрирования деталей.
Устройство для сборки под сварку кольцевых стыков содержит зажимной блок 1, установленный на раме 2, прижимной блок 3 и силовой привод 4 прижимного блока (фиг,1).
На зажимном блоке 1, выполненном в виде обечайки, установлены центри- рующие элементы 5 (фиг.2) с рабочей центрирующей поверхностью 6, образованной внутренними поверхностями элементов 5 и выступами 7, выполненными в одной плоскости, перпендикулярной оси устройства и собираемого изделия 8.
Внутренняя рабочая поверхность центрирующих элементов 5 на входе имеет форму конуса, образованного : наклонными плоскостями 9.
, На прижимном блоке 3, установленном соосно с зажимным блоком с возможностью вращения относительно привода 4 и имеющем форму обечайки, ра- бочая поверхность которой повторяет поверхность прижимаемой части изделия, смонтированы упоры 10. Своими торцами 11, направленными к отбортов- ке изделия, они образуют вторую, подвижную плоскость, при помощи которой собираемые детали изделия сжимаются в зоне отбортовки.
В центрирующих элементах 5 выпол- не ны треугольные пазы 12, расширяющиеся к торцам центрирующих элементов, а на упорах выполнены ответные выступы 13, входящие в зацепление с пазами 12 в центрирующих элементах.
Рабочий диаметр центрирующей по верхности 6 устанавливается по деталям 14 и 15 с минимальным диаметром в данной партии и регулируется про
у §
10 15
20 25 30
5
40-45
50
55
кладками устанавливаемыми между корпу- сом зажимного блока 1 и центрирующими элементами 5.
Устройство работает следующим образом.
Перед сборкой в зажимной блок загружается деталь 14 изделия, обычно деталь сосуда с ограниченным доступом изнутри. Если диаметр отбортовки несколько больше, чем диаметр рабочей поверхности 6 пружинящих элементов, 5, то при загрузке происходит незначительная деформация пружинящих элементов 5 и самой обечайки с отбортов- кой.
При загрузке второй детали 15 из- делия . деталь 1 поджимается к выступам 7 центрирующих элементов 5. Под действием прижимного блока 3 на донышко детали 15 (фиг.1), приводимого в движение силовым приводом 4, деталь 15 плотно поджимается к детали 14.
Прихватка выполняется кратковременным зажиганием дуги. Места прихваток назначаются равноудаленными от центрирующих элементов 5 и могут выполняться как ручной горелкой, так и автоматической, устанавливаемой над приспособлением и периодически вводимой в зазор между центрирующими элементами 5.
В каждом случае устройство для сборки поворачивается после прихватки для обеспечения прихватки в следующем положении. Для этой цели зажимной и прижимной блоки выполнены вращающимися вокруг оси.
После выполнения всех прихваток прижимной блок отводится от зажимного блока, деталь извлекается и подается на следующую операцию Сварка.
Сварку производят на приспособлении, позволяющем вращать изделие.
Таким образом, при заведении отбортовки в зажимной бяок, имеющий заведомо меньший диаметр (либо равный) , заготовка деформируется к центру в местах центрирования, а в свободных от центрирующих элементов местах происходит вспучивание до достижения радиуса Кмаис либо в промежутке до него (R ,„ - К„„ J .
Вторая деталь заводится в зажимной блок отбортовкой вперед и таким образом деформируется со вспучиванием в местах, свободных от центрирующих элементов, до радиуса либо К ииВеличина вспучивания (R. - -т,)
WCT К С
опре
деляется разностью диаметров, на который настроен зажимной блок, действительным диаметром детали, а также количеством упругих элементов и их собственной жесткостью. Наибольшее вспучивание происходит в местах, равноудаленных от последних. После сдавливания деталей между собой в месте центрирования силами „ (сила реакци упора) и Рр (сила действия прижимного блока, равномерно распределенна на все упоры) происходит наибольшее сжатие кромок вследствие наличия на центрирующих элементах выступов , выполненных в плоскости, перпендикулярной оси собираемого изделия.
В местах наибольшего вспучивания производят прихватки.После извлечения собранного изделия из центрируюш,его блока происходит распрямление сдефор- мированныхв радиальном направлении кромок,однако центровка их сохраняется по произведенным прихваткам. Разница в величине деформации вспученных участков собираемого стыка тем меньше, чем больше мест центрирования, т.е. чем больше равномерно распределенных вдоль периметра стыка центрирующих элементов.
Использование предлагаемого устройства для сборки изделий со стыкам с отбортовкой под I сварку позволяет В 2 раза уменьшить количество бракованных изделий по внешнему (товарному) формированию и полностью исклю
1k
е1400829
чить брак по несплавлению, и наплывам сварного шва.
Формула изобретения
окружности зажимного блока параллельно оси устройства и снабжены выступами, расположенными в одной плоскости, перпендикулярной оси устройства, а упоры также выполнены в виде пластин, расположенных параллельно оси устройства и смонтированы на прижимном блоке против соответствующих центрирующих элементов с возможностью взаимодействия своими наружными поверхностями с внутренними поверхностями -указанных элементов.
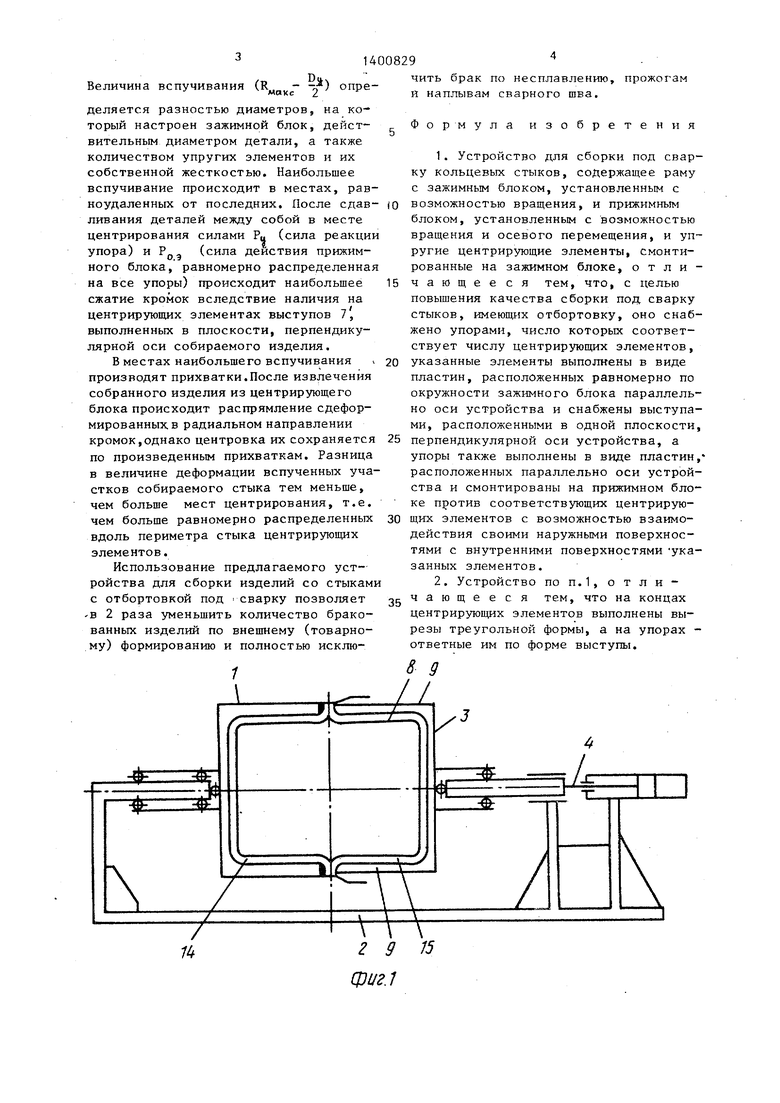
Фиг.З
Мест} npvxSamni
/J
5-5 72
- /у
/3
ф1/гА
MMt
| Устройство для сборки под сварку изделий с наружными кольцевыми швами | 1980 |
|
SU935242A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Станок для сварки пустотелых шаров | 1959 |
|
SU122825A1 |
