4
О
Изобретение относится к металлургии, в частности к обработке углеродистых сталей.
и,ель изобретения - сокращение длительности процесса.
Способ осуществляют при обработке чи.;1и У7 следующего химического состава,% I и род 0,67; марганец 0,30; кремний 0,26; . |i;i 0.015; фосфор 0,016.
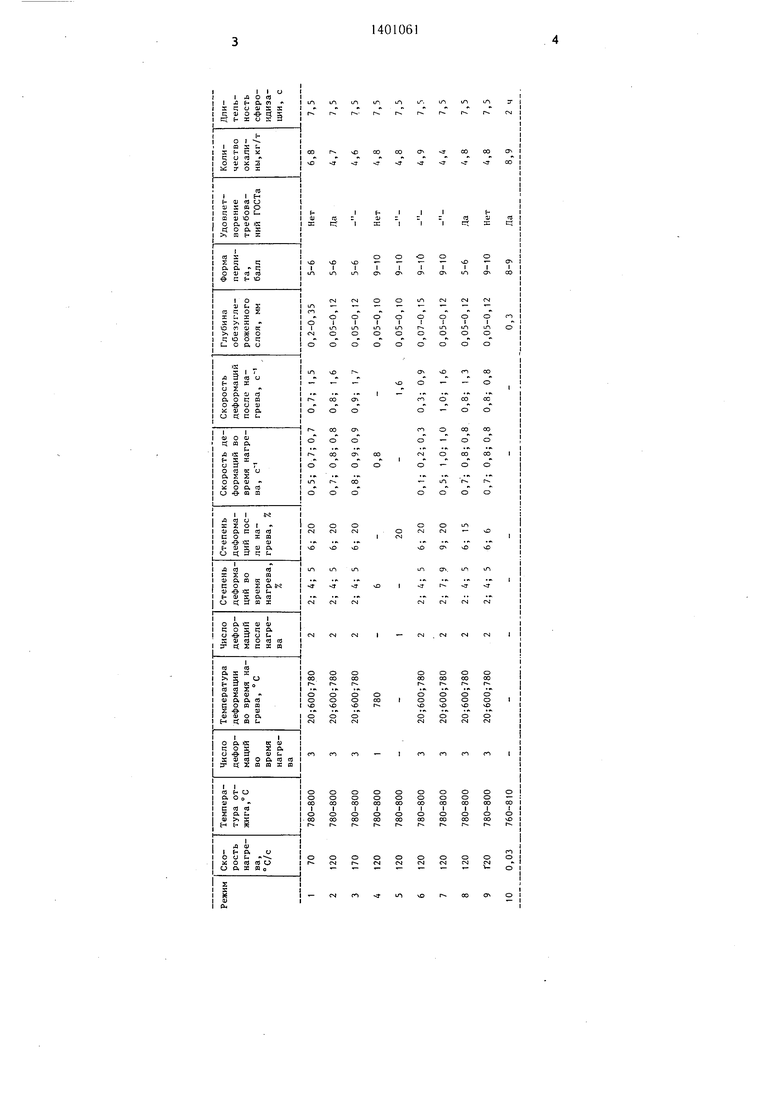
. iaroTORKy 93X93 мм из стали У7 нагреваю до 1130 1150°С в методической печи Me.:iK(jcopi lioi o стана, прокатывают за 15 проходов до круглого профиля диаметром 10 мм с общей вытяжкой 106,3 и осуществляют уск()|)енное охлаждение до 700-750°С в ||р()м1)11п;1енной установке ускоренного ох- .1аждения, сматывают в бунты и охлаждают на воздухе. Дальнейщую обработку проводят на волочильном стане, в потоке которого установлены устройства электрокон- тактпого на|-рева. С целью обеспечения удов- .четворительного электрического контакта между токоподводящпми роликами и нагреваемой сталью, а также получения качественной поверхности профиля производят травление бунтового подката в 17%-ном растворе серной кислоты и нейтрализацию в соде. Нагрев проводят до 780-800°С. Чем выше скорость нагрева (120-170°С/с), тем более высокая температура по сравнению с об| 1чной температурой обработки требуется для достижения ана;1огичного структурного состояния. Обработку на стане осуществляют по девяти режимам, после реализации каждого из которых определяют показатели качества стали: глубину обезуглеро- женного слоя, форму перлита и количество окалины. Дробную деформацию во время нагрева осуществляют между электроконтактными роликами в трех токоподводя- щих клетях. По окончании нагрева деформацию проводят в двух рабочих клетях стана. Скорость волочения в рабочих клетях составляет 0,4 м/с. После деформации в рабочих клетях стана проводят охлаждение и смотку в бунт. При использовании указанных степеней деформации получают профиль диаметром 6,7 мм.
Для получения сравнительных данных проводят обработку подката на той же плавке по известному способу: нагрев заготовок 93x93 мм до 1130-1150°С., горячая прокатка за 15 проходов до профиля диаметром 10 мм с ускоренным охлаждением до 750- 700°С, смотка в бунты, далее охлаждение на воздухе. Затем осуществляют холодную деформацию и отжиг после холодной деформации в электрической колпаковой печи при 760-810°С в течение 2 ч. Полученные сравнительные данные приведены в таблице.
Из таблицы видно, что при скоростях нагрева ниже 120°С/с (режим 1) не обеспечивается требование по глубине обезуглеро
женного слоя (для стали диаметром или толщиной 6-10 мм глубина обезуглерожен- ного слоя не должна превыщать 0,30 мм). Одноразовая деформация во время нагрева или после нагрева (режимы 4 и 5) не позволяет полностью сфероидизировать цементит и не гарантирует получение стали, удовлетворяющей требованиям (браковочным признаком стали У7 является соответствие формы перлита в микроструктуре десятому эталону). Режим 6 не обеспечивает требуемое качество из-за низких скоростей деформации (0,1 -0,3 ), режим 7 - вследствие больщих единичных степеней деформации, составляющих 7-9%, а режим 9 - из-за недостаточной заключительной степени деформации (6%).
Режимы 2, 3 и 8 полностью удовлетворяют требованиям по нормируемым показателям. По известному способу (режим 10) установлено значительное обезуглероживание поверхности (0,3 мм). Кроме того, учитывая, что скорость нагрева мала, продолжительность выдержки и охлаждение с печью длительные, потери металла в окалину составляют 8,9 кг/т, а по всем предлагаемым режимам не првьгщают 6,8 кг/т. При скорости волочения металла, равной 0,4 м/с, и длине участка деформации при температуре выше точки Aci, равной 3 м (включая последнюю электроконтактную клеть), продолжительность сфероидиза- ции составляет 7,5 с, а учитывая всю линию
нагрева, деформации и охлаждения (длина 10 м) - 25 с.
Таким образом, использование предлагаемого способа обработки углеродистых сталей обеспечивает по сравнению с известным способом улучщение показателей
качества углеродистых сталей за счет умень- щения глубины обезуглероженного слоя, уменьщение времени обработки за счет ускорения процесса сфероидизации цементита, а также уменьщение окалинообразования в
процессе обработки.
Формула изобретения
1.Способ обработки углеродистых сталей, включающий горячую прокатку, ускоренное охлаждение до заданной температуры и далее - на воздухе, деформацию и отжиг, отличающийся тем, что, с целью сокращения длительности процесса, в процессе нагрева и выдержки при отжиге проводят дополнительную дробную деформацию.
2.Способ по п. 1, отличающийся тем, что нагрев до температуры отжига осуществляют со скоростью не менее 120°С/с.
3.Способ по пп. 1 и 2, отличающийся тем, что дополнительную деформацию проводят со скоростью более 0,5 с со степенью деформации при нагреве и выдержке не более 6%, а на заключительной стадии при выдерж ке не менее 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства подката из заэвтектоидных сталей в бунтах большой массы | 1989 |
|
SU1775195A1 |
| Способ обработки катанки | 1982 |
|
SU1057562A2 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННЫХ ПРОФИЛЕЙ ВЫСОКОЙ ТОЧНОСТИ | 1997 |
|
RU2117055C1 |
| Способ изготовления сортовой стали для холодной высадки | 1983 |
|
SU1147762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2199593C2 |
| Способ производства проката | 1985 |
|
SU1280029A1 |
| Способ производства проката | 1986 |
|
SU1404126A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ ИЗ КОРРОЗИОННО-СТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 1992 |
|
RU2040554C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
Изобретение относится к области металлургии, в частности к обработке углеродистых сталей. Цель - сокращение длительности процесса. После горячей прокатки заготовку из углеродистой стали, напри.мер, марки У7 ускоренно охлаждают до 700- 750°С, сматывают в бунт и охлаждают на воз духе. Затем заготовку деформируют волочением, нагревают со скоростью не меньше 1 20°С/с до 780-800°С с одновременным деформированием волочением за несколько проходов со скоростью деформации более 0, и со степенью деформации при нагреве и выдержке не более 6%, а на заключительной стадии при выдержке не менее 15%, 2 з.п. ф-лы, 1 табл. с (О (Л
| Способ обработки заэвтектоидных сталей | 1974 |
|
SU500259A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
