1чЭ
4;
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для пог резки профильного длинномерного проката „
Целью изобретения является улучшение условий обслуживания установки порезки длинномерного профильного проката за счет исключения возможности смещения длинномерных профилей в стопе во время укладки очередного профиля на ролики приводного роль гангао
На фиг, | изображена установка.для порезки длинномерного профильного прокатаJ, общий вид на фиг .2 вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,2; на фиг,4 узел I на фиг.З.
Установка для пррезки длинномерного профильного проката содержит приводной подающий рольганг 1j рядом с которым снортирован механизированный стеллаж для укладки профильного проката перед- порезкой в виде рам 2 и 3 в которых по направляющим перемещаются каретки 4 с L-образными ложементами 5. Ни раме 2 закреплен электромеханический подъемник 6j трос 7 которого приводит в движение одновременн обе каретки 4j обеспечивая при этом их параллельное перемещение в рамах 2 и 3.
Стопа 8 профилей 9 удердивается L-образными ложементами 5 кареток 4 и от возможного разрушения предохраняется каркасами кареток 4 с одной стороны5 а с другой - установленными вертикально ограничителями 10s, на верхних концах которых имеются площадки а„ Отрезной штамп закреплен на прессе 11„ Приемный рольганг 12 выполнен приводным и содерзкит откидной регулируемый упор 13 с конечньпч выключателем 14
Удаление отрезанной детали 15 в тару производится механизмом 16 в направлении продольной оси установки
Установка работает следующим образом,,
Вк.лючением электромеханического подъемникаS работающего в режиме кратковременных пусков, пустые каретки 4 устанавливаются в крайнее ншк0
5
0
5
0
5
0
нее положение. На L-образные ложементы 5 кареток 4 с помощью грузоподъемного крана укладывается стопа 8 профилей 9„ Затем подъемником 6 стопа 8 приподнимается так„ чтобы верхние профили 9 в стопе 8 бьши несколько выше площадки « , выполненной на..вертикально установленных ограничителях 10, Оператор поштучно вручную укладывает профили 9 в приводной подающий рольганг 15 предварительно ориентируя их относительно плоскостей реза штампа на площадке а, При постоянно включенном приводном подающем рольганге 1 профиль 9 проходит через отрезной шссамп, установленный на прессе 115 до откидного регулируемого упора 13j, на котором имеется концевой выключатель 14, дающий команду на рабочий ход пресса 11 и отвод упора 13 При этом отрезанная деталь 15 из профиля 1 подается до неподвижного упора 17р на котором также имеется концевой выключатель; обеспечивающий включение механизма 16 удаления детали 15 и дающий команду на готовность установки к рубке следующей заго . тонки.
Формула изобретения
1,Установка для порезки длинномерного профильного проката; содержащая стеллаж-накопитель, приводной рольганг, пресс и механизм выброса,,
о тличаюп(аяся тем, что, с целью улучшения условий обслуживания за счет исключения возможности смещения длинномерных профилей в стопе во время укладки очередного из них на ролики приводного рольганга стеллаж выполнен в виде двух рам с направляющими и каретками с Ьгобраз- ным ложементом, при этом привод об.еих .кареток выполнен в виде одного электромеханического подъемника.,
2,Установка non.lj отличающаяся тем. что она снабжена ограничителями с площадками на верхних концах,; расположенными вертикально с противоположной стороны от рам стеллажа.
7 6
/5 /4 /7
Фиг.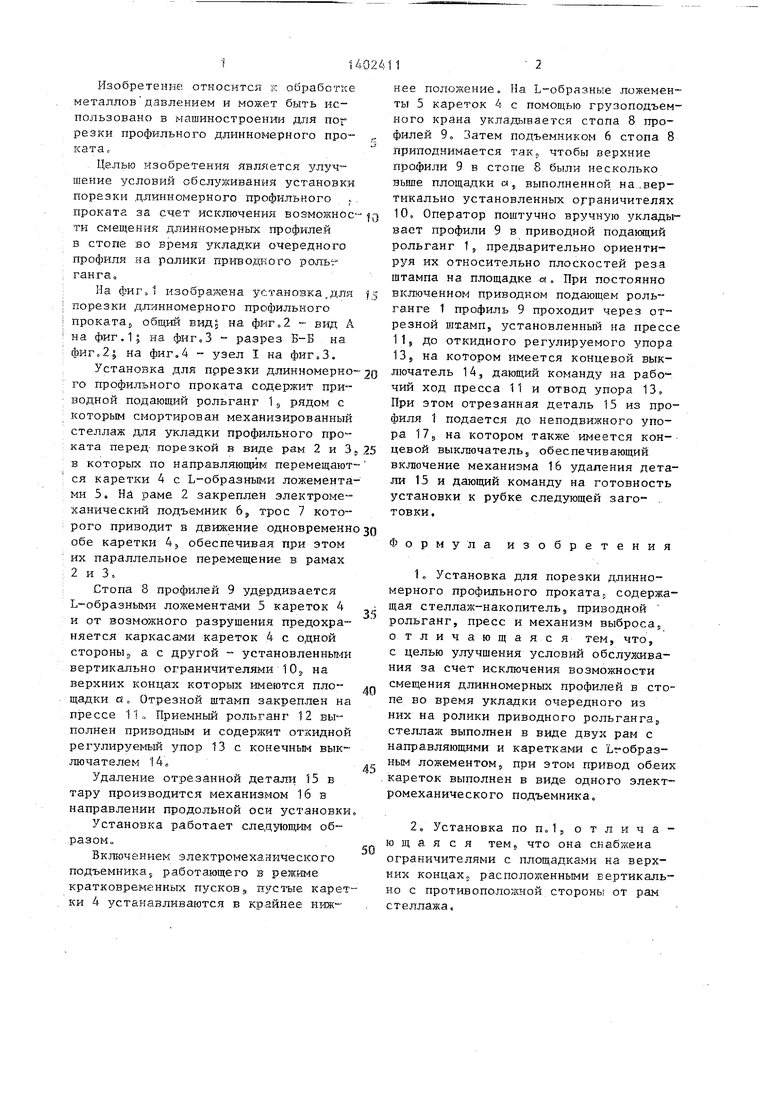
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Способ раскроя длинномерных изделий на пропорциональные части и автоматическая установка для его осуществления | 1961 |
|
SU142264A1 |
| Линия термической резки листов | 1987 |
|
SU1518094A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Способ обработки длинномерного проката | 1985 |
|
SU1389948A1 |
| Устройство для формирования шестигранного пакета труб круглого сечения | 2022 |
|
RU2787417C1 |
| Устройство для укладки огнеупоровВ цЕМЕНТНОй пЕчи | 1979 |
|
SU808815A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для порезки профильного длинномерного проката. Цель - улучшение условий обслуживания установки. Установка содержит приводной подающий рольганг 1. Рядом с ним смонтирован механизированный стеллаж для укладки профильного длинномерного проката перед порезкой в виде рам 2 и 3, в которых по направляющим перемещаются каретки 4 с L-образными ложементами. Привод кареток осуществляется от электромеханического подъемника через трос. Порезка производится штампом, установленным на прессе. За штампом установлен приводной рольганг для удаления отрезанных заготовок, содержащий регулируемый откидной автомати- ческий упор, неподвижный упор и пневматический механизм удаления заготовок в тару. 1 з.п. ф-лы, 4 ил. 
срие.З
дзиг
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
