О9
Изобретение относится к электромашиностроению, в частности к технологии изготовления коллекторных пластин, предназначенных для изготовления коллекторов, используемых в.электрических машинах постоянного тока, и может быть, использовано на электромашиностроительных предприятиях, вьтускающих электрические маши ны постоянного тока.
Целью изобретения является повышение качества и снижение расхода меди.
На фиг. 1 показана схема соеди- нения двух разновысоких профилей; на фиг. 2 - пример свареной заготовки, двух профилей; на фиг. 3 - пример готовой.коллекторной пластины.
На чертежах введены следующие обо значения; 1 - полоса трапецеидального профиля . высотой, равной сумме высот рабочей части пластины и высоты петушка 2 - то же, высотой, равной высоте рабочей части пласти- ны; 3 - сварной шов; о р- угол профиля; hp - высота трапеции рабочей час ти; hfi - высота петушка (); а - йеньшее основание трапеции; b - припуск на сварку; Р. - направление сварочного усилия.
Из приведенных чертежей видно, что от известного способа изготовле- ния коллекторной пластины известный отличает то, что берут две разновысокие трапецеидальные полосы идентич ного профиля с одинаковыми углами при основании. В известном для образования петушка берут две прямоуголь ные пластинки, которые соединяют с полосовой рабочей частью, образуя петушок. Зазор между пластинками образует как бы шлиц для впайки прово- дов обмотки.
Предпоженньй же способ изготовления предусматривает использование двух разновысоких пластин одного и того же сечГения, тем самым открывая новую возможность соединения частей
коллекторной пластины холодной сваркой, что до этого бьшо невозможным.
Соединение соосно торец в торец позволяет создать требуемые при холодной сварке режимы. Вьтолненные согласно предлагаемому способу пластины коллектора обладают высокой надежностью, так как в процессе их выполнения иключены высокие температуры нагрева и, тем более, перегрева.
При конкретном исполнении пластин коллектора согласно изобретению може быть осзпцествлен ряд вариантов в завершающей части способа или при начальных стадиях.
Например, можно вырубать по контуру после холодной сварки или до нее, при этом учитывают припуски на образование шва при холодной сварке, что вызовет необходимость за- ренее учитывать конфигурацию .и размер заготовок.
В качестве примера реализации предлагаемого способа приведем технологию изготовления пластин коллектора серийного тепловозного электродвигателя типа ЭД-118А.
Берут две полосы трапецеидального профиля с одинаковыми меньшими основаниями и одинаковыми углами наклона боковых сторон к этим меньшим основаниям (о(р) и отличающиеся друг от друга по высоте трапеции: одну полосу с высотой hp 59 мм и вторую Н j 101 мм. Стыкуют их по торцам соосно в рабочем узле сварочной установки. Затем производят холодную сварку двух указанных равновысоких полос на режиме: удельное давление до 300 мг/мм время сварки до 1 миЯ, путем сжатия по крайней мере один раз. Затем снимают утолщение, образовавшееся в районе шва, и вырубают пластину по требуемому наружному контуру. Б каждом отдельном случае в зависимости от размеров пластины и марки коллекторной меди режимы сварки могут иметь определенные отклонения от приведенного примера.
/
/
fpus.i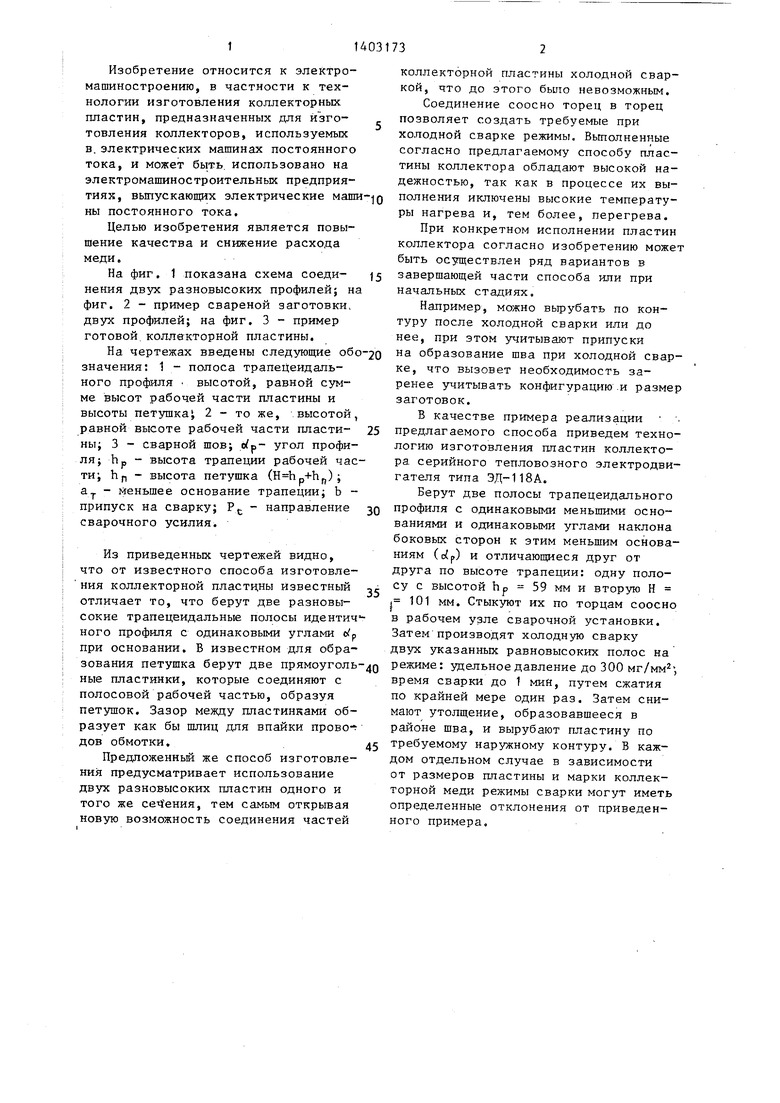
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллекторных пластин | 2019 |
|
RU2710758C1 |
| Составная коллекторная пластина тягового электродвигателя | 1986 |
|
SU1410151A1 |
| Профильная полоса и способ изготов-лЕНия из HEE КОллЕКТОРНОй плАСТиНы | 1979 |
|
SU851659A1 |
| Способ изготовления составных коллекторных пластин электрических машин | 1983 |
|
SU1171890A1 |
| Способ изготовления коллектора электрической машины | 1988 |
|
SU1525787A1 |
| Способ приварки концов обмоткияКОРя элЕКТРОдВигАТЕля | 1979 |
|
SU846165A1 |
| ПРОФИЛЬ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2006 |
|
RU2309499C1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| Способ изготовления коллекторов электрических машин | 1979 |
|
SU875515A1 |
| Способ изготовления коллекторных пластин | 2018 |
|
RU2684995C1 |

hp
J
P
H
фигд
ffr
| Виноградов Н.В | |||
| Производство электрических машин | |||
| М.: Энергия, 1970 | |||
| Патент США № 2899574, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Устройство для измерения времениСРАбАТыВАНия элЕКТРОМАгНиТНыХэлЕМЕНТОВ | 1979 |
|
SU809038A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Патент Англии № 950095, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
