фие. Ъ
Изобретение относится к машинострое- нию, в частности к конструкции средств :автоматизации процессов обработки металлов давлением.
Целью изобретения является повышение
надежности путем упрощения конструкции
привода вертикального перемещения стоп.
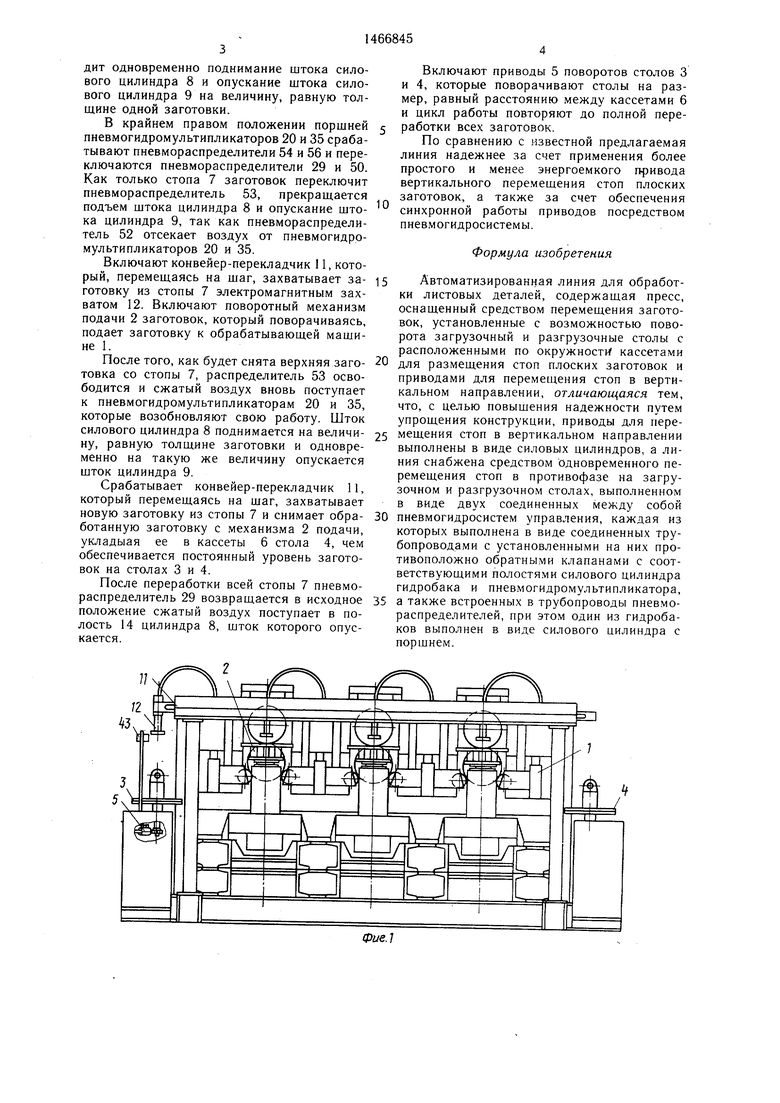
На фиг. 1 изображена предлагаемая
: линия, общий вид; на фиг. 2 - то же, вид
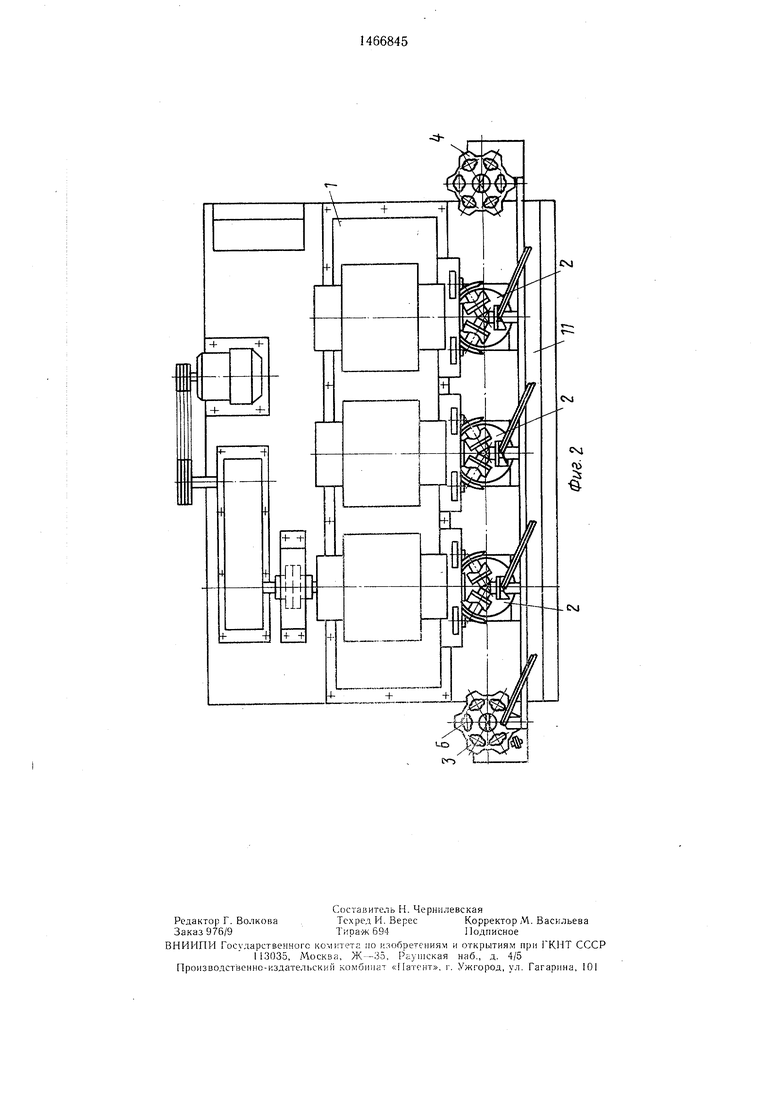
I сверху; на фиг. 3 - пневмогидравличесI кая схема приводов вертикального переI мещения стоп плоских заготовок.
I Автоматизированная линия для обработI ки листовых деталей содержит обрабаты вающую машину 1, например пресс для
листовой штамповки или станок для обработ: КИ деталей методом пластической дефор; мации.
I Обрабатывающая машина 1 оснащена I средствами перемещения заготовок, выпол- I ненных в виде поворотных механизмов 2 по- I дачи. Линия содержит загрузочный noBOj I ротный стол 3 и разгрузочный поворотный I стол 4. Столы 3 и 4 снабжены приво- i дами 5 поворотов, а также расположенными по окружности кассетами 6 для размещения в них стоп 7 плоских заготовок. Столы 3 и 4 I снабжены приводами 5 поворотов, а также I расположенными по окружности кассетами 6 I для размещения в них стоп 7 плоских за- i готовок. Столы 3 и 4 выполнены в виде , дисков, по окружности которых выполнены отверстия, расположенные в местах размещения кассет 6 и снабжены приводами для перемещения стоп 7 в вертикальном направлении, выполненными в виде силовых цилиндров 8 и 9, расположенных соответственно под кассетами 6 столов 3 и 4. На штоках цилиндров 8 и 9 закреплены площадки 10, предназначенные для поддержания стоп 7. Линия снабжена приводным средством для межоперационного перемещения заготовок, выполненным в виде шагового конвейера-перекладчика 11, оснащенного электромагнитными захватами 12.
Силовой цилиндр 8, установленный под загрузочным столом 3, содержит полости 13 и 14. Полость 13 цилиндра 8 соединена трубопроводом 1-5 через пневмораспредели- тель 16 и обратные клапаны 17 и 18 с гидробаком 19 и пневмогидромультипликато- ром 20, который содержит полости 21-23. Полость 21 пневмогидромультипликатора 20 соединена трубопроводом 24 через обратный клапан 18 с гидробаком 19 и через обратный клапан 17 с полостью 13 цилиндра 8. Полость 14 цилиндра 8 соединена трубопроводом 25 с пневмораспределителем 26 с пневмоуправлением. Полость 22 пневмогидромультипликатора 20 сообщена через трубопровод 27 с пневмораспределителем 26. Пневмораспределитель 26 трубопроводом 28 соединен с пневмораспределителем 29, а трубопроводами 30 и 31 с пневмораспределителем 32. При этом Пневмораспределитель
32 трубопроводами 30 и 31 соединен с пневмораспределителем 33, причем трубопроводы 30 и 31 предназначены для подачи сжатого воздуха при переключении пневмораспределителей 26 и 33.
Полость 23 пневмогидромультипликатора 20 соединена трубопров одом 34 с пневмораспределителем 29.
Система содержит пневмогидромульти- пликатор 35, имеющий полости .
Силовой цилиндр 9, установленный под разгрузочным столом 4, содержит полости 39 и 40. Полость 39 силового цилиндра 9 трубопроводом 41 через распределитель 42 соединена с гидробаком 43, содержащем
5 поршень 44 и через распределитель 45 с полостью 38 пневмогидромультипликатора 35, которая также соединена через обратный клапан 46 с баком 43. Полость 40 цилиндра 9 соединена с распределителем 47 и через обратные клапаны 48 и 49 с распределите0 лем 42. Полости 37 и 36 пневмогидромультипликатора 35 сообщены с пневморас- пределителями 33 и 50 соответственно трубопроводами 51 и 52.
Пневмораспределитель 53 предназначен
5
для автоматического отключения пневмосистемы при достижении верхней заготовки в стопе 7 уровня съема, а пневмораспреде- лители 54 и 57 для изменения направления движения поршней пневмогидромульти- пликаторов 20 и 35.
n Устройство работает следующим образом. В исходном положении в кассеты 6 поворотного стола 3 уложены стопы 7 заготовок, кассеты 6 стола 4 пусты, штоки цилиндров 8 и 9 втянуты.
Включают пневмосистему. Пневмораспре5 делитель 47 переключается и сжатый воздух поступает в гидробак 43, поршень 44 опускается и вытесняет масло из гидробака 43 в полость 39 цилиндра 9. Поднимается шток цилиндра 9, срабатывает датчик (не показан), подающий команду на переключение
0 пневмораспределителей 32 и 47, сжатый воздух по трубопроводу 30 поступает к пневмо- распределителям 26 и 33, происходит их переключение. Сжатый воздух через пневморас- пределители 26 и 29 подается в полость 22
45 пневмогидромультипликатора 35. Поршни пневмогидромультипликаторов 20 и 35 перемещаются влево. При этом засасывается порция масла пневмогидромультипликатором 20 из бака 19, а пневмогидромультипликатором 35 - из бака 43. В крайнем левом
50 положении поршней пневмогидромультипликаторов 20 и 35 срабатывают пневморас- пределители 55 и 57, после чего поступает сигнал на переключение пневмораспределителей 29 и 50. Сжатый воздух подается в полости 23 и 36 пневмогидромультиплика55 торов 20 и 35, порщни которых перемещаются вправо. Порция масла из полости 21 поступает в полость 13 цилиндра 8, а из полости 37 в бак 43. При этом происходит одновременно поднимание штока силового цилиндра 8 и опускание штока силового цилиндра 9 на величину, равную толщине одной заготовки.
В крайнем правом положении поршней пневмогидромультипликаторов 20 и 35 срабатывают пневмораспределители 54 и 56 и переключаются пневмораспределители 29 и 50. Как только стопа 7 заготовок переключит пневмораспределитель 53, прекращается подъем штока цилиндра 8 и опускание што- ка цилиндра 9, так как пневмораспределитель 52 отсекает воздух от пневмогидромультипликаторов 20 и 35.
Включают конвейер-перекладчик 11, который, перемещаясь на шаг, захватывает за- готовку из стопы 7 электромагнитным захватом 12. Включают поворотный механизм подачи 2 заготовок, который поворачиваясь, подает заготовку к обрабатывающей машине 1.
После того, как будет снята верхняя заго- товка со стопы 7, распределитель 53 освободится и сжатый воздух вновь поступает к пневмогидромультипликаторам 20 и 35, которые возобновляют свою работу. Шток силового цилиндра 8 поднимается на величи- ну, равную толщине заготовки и одновременно на такую же величину опускается шток цилиндра 9.
Срабатывает конвейер-перекладчик 11, который перемещаясь на шаг, захватывает новую заготовку из стопы 7 и снимает обра- ботанную заготовку с механизма 2 подачи, укладыая ее в кассеты 6 стола 4, чем обеспечивается постоянный уровень заготовок на столах 3 и 4.
После переработки всей стопы 7 пневмораспределитель 29 возвращается в исходное положение сжатый воздух поступает в полость 14 цилиндра 8, шток которого опускается.
Включают приводы 5 поворотов столов 3 и 4, которые поворачивают столы на размер, равный расстоянию между кассетами 6 и цикл работы повторяют до полной переработки всех заготовок.
По сравнению с известной предлагаемая линия надежнее за счет применения более простого и менее энергоемкого привода вертикального пере.мещения стоп плоских заготовок, а также за счет обеспечения синхронной работы приводов посредством пнев.могидросистемы.
Формула изобретения
Автоматизированная линия для обработки листовых деталей, содержащая пресс, оснащенный средством перемещения заготовок, установленные с возможностью поворота загрузочный и разгрузочные столы с расположенными по окружности кассетами для размещения стоп плоских заготовок и приводами для перемещения стоп в вертикальном направлении, отличающаяся тем, что, с целью повышения надежности путем упрощения конструкции, приводы для п ере- мещения стоп в вертикальном направлении выполнены в виде силовых цилиндров, а линия снабжена средством одновременного перемещения стоп в противофазе на загрузочном и разгрузочном столах, выполненном в виде двух соединенных между собой пневмогидросистем управления, каждая из которых выполнена в виде соединенных трубопроводами с установленными на них противоположно обратными клапанами с соответствующими полостя.ми силового цилиндра гидробака и пнев.могидромультипликатора, а также встроенных в трубопроводы пневмо- распределителей, при этом один из гидробаков выполнен в виде силового цилиндра с поршнем.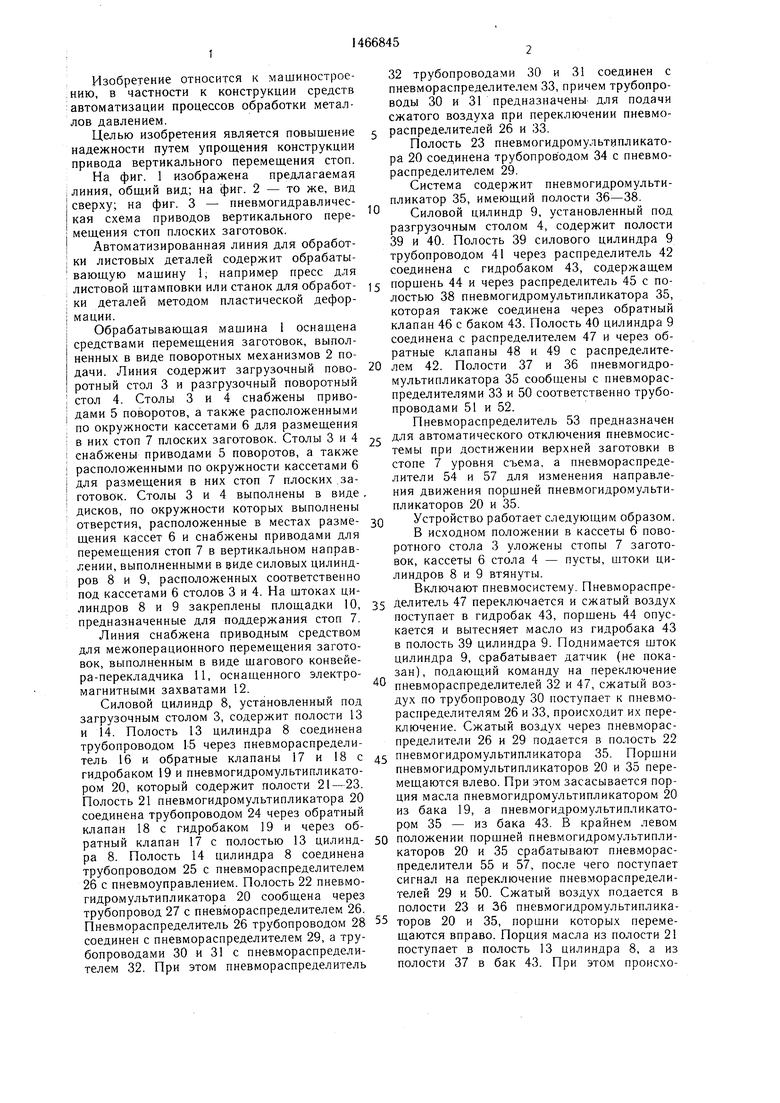
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских заготовок из стопы | 1986 |
|
SU1404147A1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Устройство для укладки заготовок в кассету | 1987 |
|
SU1581438A1 |
| Привод вертикального перемещения стола пакетирующего устройства | 1985 |
|
SU1375539A1 |
| Устройство для перемещения заготовок с позиции вырубки на следующую позицию штампа | 1989 |
|
SU1696065A1 |
| Пневмогидравлический насос-мультипликатор | 1986 |
|
SU1370328A1 |
| Робот к штамповочному прессу | 1988 |
|
SU1538966A1 |
Изобретение относится к машиностроению, в частности к конструкции средств автоматизации процессов обработки металлов давлением. Цель - повышение надежности линии для обработки листовых деталей путем упрощения конструкции. Линия содержит обрабатывающую .мащину, оснащенную поворотными механизмами подачи заготовок, поворотные загрузочный и разгрузочный столы, снабженные кассетами и силовыми цилиндрами 8 и 9 для вертикального перемещения стоп 7 плоских заготовок. Полости силовых цилиндров 8 и 9 соединены между собой посредством пневмо- гидросистемы, обеспечивающей при подъеме штока цилиндра 8 стола одновременное опускание цилиндра 9 стола. 3 ил.
ФиеЛ
Cvj
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
