(21)4147402/25-27
(22)17.11.86
(46) 23.06.88. Бюл. № 23
(71)Филиал Ростовского научно-исследовательского института технологии машиностроения в r.i Ровно
(72)В.А.Иващук и В.Ф.Ковальчук
(53)621.979:62-229.81(088.8)
I
(56)Норицин И.А. и Власов В.И. Автоматизация и механизация технологических процессов ковки и штамповки. - М.: Машиностроение, 1967,
с. 263-264, рис. 153.
(54)УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ ЗОНЫ ОБРАБОТКИ
(57)Изобретение относится к холодной обработке металлов давлением и может быть использовано для удаления деталей из зоны обработки. Цель - повышение надежности в работе. Отштампованные детали поступают на ступенчатый лоток. Лоток приводится в возвратно-поступательное движение в горизонтальном и вертикальном направлениях. Движение лотку сообщается от подвижной плиты через преобразующий механизм. Последний содержит двуплечий рычаг, шарнирно закрепленный на неподвижной плите и несущий на одном из клиновой выступ, и зубчатую рейку, смонтированную на подвижной плите. На зубчатой рейке смонтированы с возможностью перемещения в вертикальном направлении клиновые ползушки, взаимодействующие с клиновым выступом. На боковых сторонах лотка закреплены направляющие, расположенные под углом к оси перемещения лотка в горизонтальном направлении. По направляюшим перемещаются ролики, смонтированные на неподвижной плите. 4 ил.
D
(Л
Изобретение относится к обработке металлов давлением и может быть использовано для удаления деталей из рабочей зоны штампа.
Цель изобретения - повьпиение надежности работы.
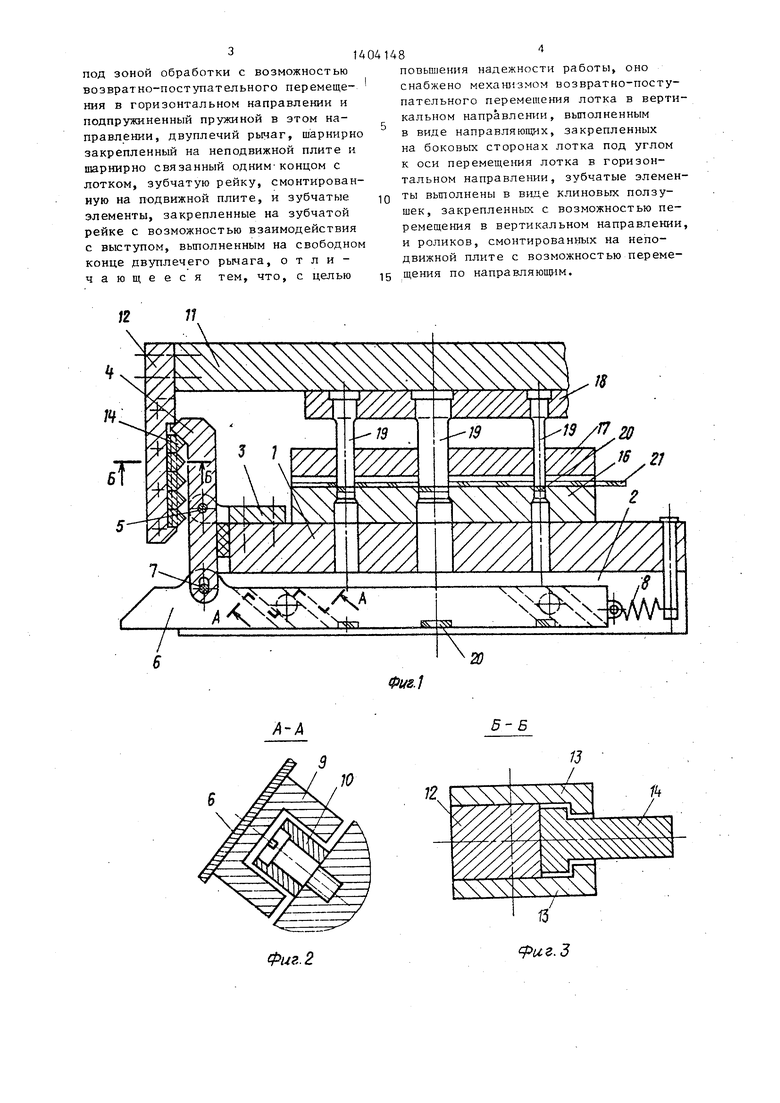
На фиг, 1 изображено устройство Для удаления деталей из зоны обработки, общий вид; на фиг. 2 - разрез А-А
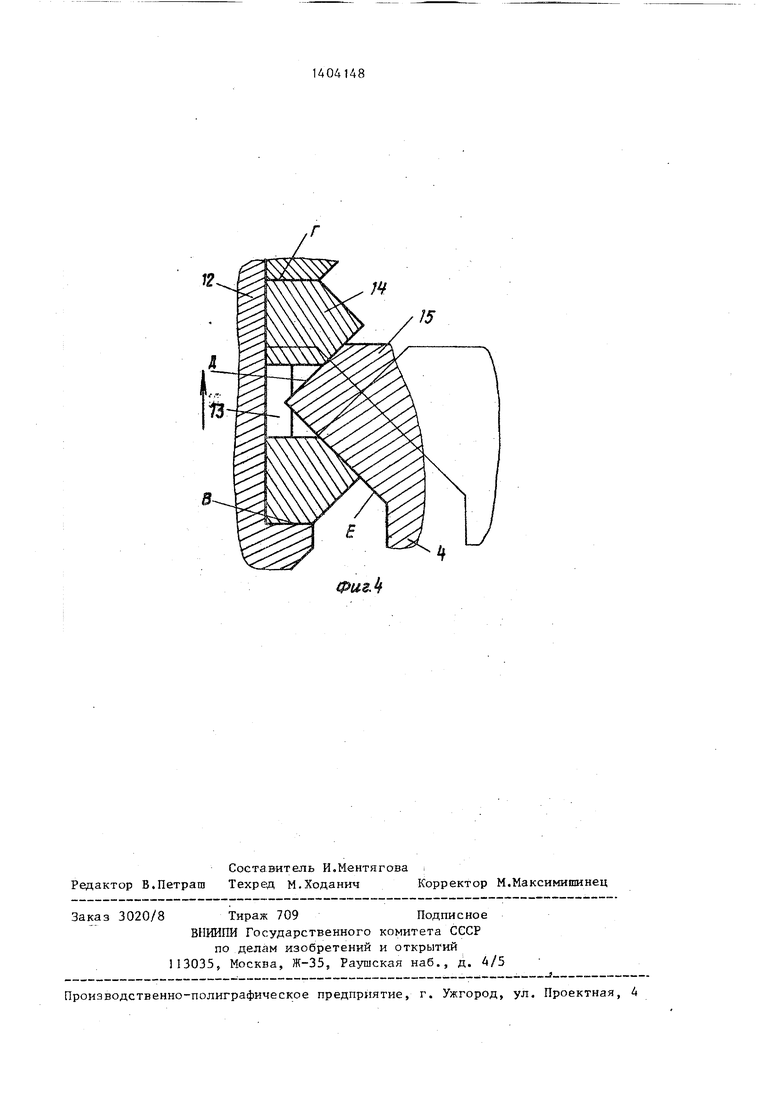
на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг.. 4 - корпус с клиновы- Mji лолзушками.
Устройство содержит нижнюю неподвижную плиту 1 с горизонтальным пазом 2, кронштейн 3, .закрепленный ,на плите. 1, двуплечий рычаг 4, шарнирно закрепленный с помощью оси 5 на крон- ртейне 3, лоток 6, расположенный в пазу 2 плиты 1. Один конец лотка 6 с помощью оси 7 шарнирно связан с од- Ш-1М из концов двуплечего рычага 4, Другой конец лотка 6 связан с одним из концов пружины 8, другой конец которой связан с плитой.
На боковьк стенках лотка 6 под острым углом к его продол ьной оси смонтированы наклонные направляющие 9, а в плите 1 смонтированы роли- KI 10, входящ1{е в направляющие 9.
Прследние расположены в вертикальной плоскости.
На верхней подвижной плите 11 смонтирована зубчатая рейка, содержа- щ4я корпус 12, в котором выполнены вертикальные направляющие 13. В направляющих 13 подвижно установлены клиновые ползушки (кулачки) 14, рас- пс|ложенные между выступами В и Г, вьйолненными в корпусе 12.
На верхнем конце рычага 4 вьшол- нен выступ 15, имеющий скосы Д и Е,
На плите 1 смонтирована матрица 16 со сьемником 17, На плите 11 с помощь пуансонодержателя 18 смонтированы
пуансоны 19 для штамповки деталей 20 из полосового или ленточного материала 2 1 .
Устройство работает следующим образом.
При ходе плиты .11 вниз полэушка (кулачок) 14 воздействует на скос Д выступа 15. Двуплечий рычаг 4 поворачивается вокруг оси 5 и другим своим концом через ось 7 перемещает лоток 6 в горизонтальном направлении, растягивая пружину 8.
Одновременно лоток 6 вместе с де- та.пями 20 перемещается , вверх под уг
JQ
0 5
Q
.
лом к направлению удаления деталей. Такое движение лотка 6 задают наклонные направляюще 9, которые взаимодействуют с роликами 10, установленными на нижней плите 1. Силы инерции при перемещении лотка 6 с деталями вверх под углом к направлению их удаления прижимают детали к поверхности этого лотка и увеличивают силы сцепления между лотком и деталями. При дальнейшем ходе плиты 11 вверх контакт поверхности Д с нижним скосом .нижней ползушки (кулачка) 14 прекращается 5 и пружина 8 почти мгновенно возвращает лоток 6 в исходное положение, поворачивая нижнее плечо рычага 4 в обратном направлении. Одновременно верхнее плечо рычага 4 клиновидным скосом Е действует на верхний скос нижней ползушки (кулачка) 14, сдвигает ее вниз, а клиновидным скосом Д, воздействуя на нижний скос следующей ползупиш (кулачка) 14, прижимает упругие кулачки 14 к выступу Г.
Таким образом, лоток 6 резко меняет направление движения в обратную сторону и движется вниз под углом к направлению, противоположному направлению удаления деталей, а затем по инерции продолжают движение вверх под углом к направлению их удаления. Это обеспечивает смещение деталей относительно лотка в сторону удаления. Затем следующий кулачок 14 нижним скосом взаимодействует с клиновидным скосом Д рычага 4 и цикл повторяется. Количество циклов равно количеству кулачков 14. В центре хода плиты 11 вниз все кулачки 14 поджимаются клиновидным скосом Е к выступу В.
При ходе плиты 11 вверх скосы пол- зушек (кулачков) 14 поочередно взаимодействуют с клиновидным скосом Е рычага 4, поворачивая его вокруг оси 5, задают движение лотку б, аналогичное движению его при ходе плиты 11 вниз, В конце хода плиты 11 вверх все кулачки 14 поджимаются клиновидным скосом Д к выступу Г.
Через определенное число ходов лотка отштампованная деталь 20 перемещается к выходному концу лотка и сбрасывается в тару (не показана). Формула изобретения
Устройство для удаления деталей из зоны обработки, содержащее лоток, смонтированный на неподвижной п.пите
5
0
0
5
12
IS
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления деталей из зоны штампа | 1980 |
|
SU965569A1 |
| Устройство к прессу для удалениядЕТАлЕй | 1978 |
|
SU799876A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство к прессам для подачи и удаления штучных заготовок | 1972 |
|
SU450624A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
А-А
ю
Фиг. 2
В-Б
12
Фиг.
