м
(Л
с
4
о
4
S to
Изобретение относится к машиностроению и предназначено для автоматической загрузки пруткоиого материала, например, в многошпиндельный токарный автомат с расположением шпинделей по окружности.
Цель изобретения - повьпиение производительности и расширение технологических возможностей устройства для автоматической загрузки прутков.
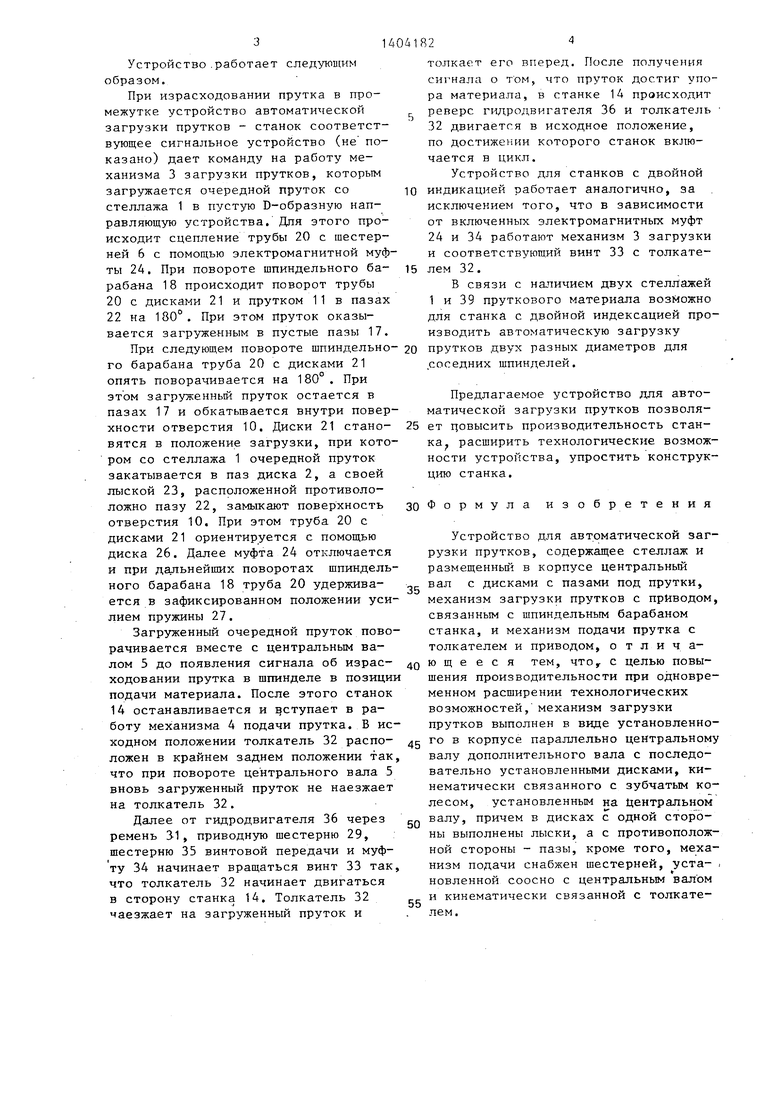
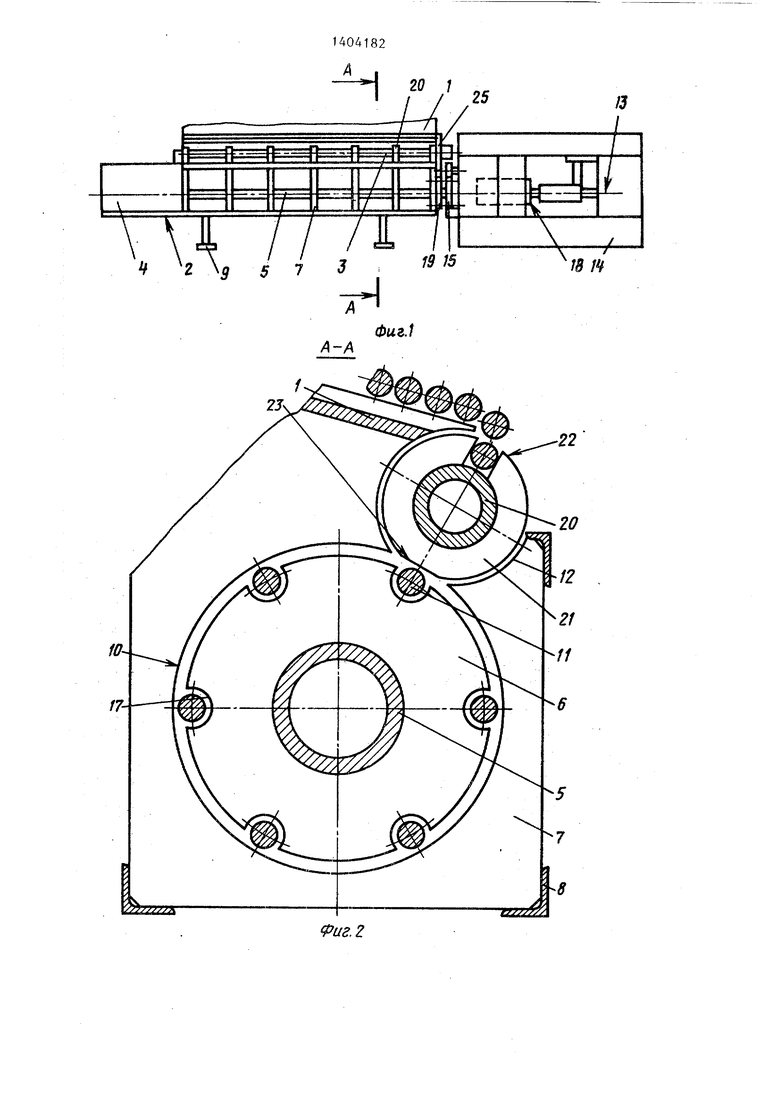
На фиг.1 изображено устройство для автоматической загрузки прутков со станком, общий вид; на фиг.2 - разрез А-А на Аиг.1; на биг.З - ки- нематическая схема устройства д.пя автоматической загрузки прутков; на фиг.4 - разрез А-А на фиг.1, вариант- исполнения устройства для станка с двойной индексацией.
Устройство автоматической загрузки прутков содержит стеллаж 1 с прутками, корпус 2 с механизмом 3 загрузки прутков, механизмом 4 подачи прутков, центральный вал 5 с дисками 6. Корпус 2 состоит из пластин 7 с отверстием и системы уголков 8 и стоек 9. Стеллаж находится сверху корпуса 2 ; По длине корпуса 2 периодически расположены пластины 7, которые имеют центральное отверстие 10, внутри которого расположены прутки 11 и прорезь 12 в позиции загрузки. Ось отверстия 10 совпадает с осью 13
станка 14. Внутри корпуса 2 располо
жен центральный вал 5 с дисками 6.
На переднем конце центрального вала 5 расположена шестерня 15 поворота центрального вала и шестерня 16 Задний конец центрального вала 5 кре пится на опорах скольжения в корпусе 2. С помощью поддержки, входящей в состав станка 14, шестерня 15 поворота центрального вала 5, а вместе с ней и центральный вал 5 выставля- ются соосно оси 13.
Диски 6 располагаются так, что плоскости пластин 7 и дисков 6 совпадают. В каждом диске 6 выполнены пазы 17, число которых соответствует количеству позиций шпиндельного барабана 18. Ширина пазов 17 больше наибольшего диаметра обрабатываемого прутка 11, Пазы 17 совместно с поверхностью центрального отверстия 10 образуют D-образные направляющие отверстия для прутков. Для уменьшения шума при вращении прутков 11 диски 6 и пластины 7 могут изготавли
,
tO
15 20
25 30
5
о
0
5
ваться из неметаллического материала, например капролона.
С шестерней 15 поворота центрального вала соединена шестерня 19 поворота труб направляющих, обычно вхо- дяш.ая в состав станка 14 и поворачивающая центральный вал 5 с дисками 6 и прутками 11 внутри отверстия 10 на соответствующий угол при повороте шпиндельного барабана 18. Механизм 3 загрузки прутков состоит из трубы 20 с дисками 21. Труба 20 установлена на опорах скольжения в корпусе 2 соосно оси прорези 12. Диски 21 расположены так, что плоскости пластин 7 и дисков 21 совпадают. С одной стороны дисков 21 выполнены пазы 22 под очередной пруток 11, а с противоположной - лыскы 23.
На переднем конце трубы 20 установлена электромагнитная муфта , которая посредством шестерен 25 и 16 позволяет при своем включении трубе 20 поворачиваться на 180 при повороте шпиндельного барабана 18. На заднем конце трубы 20 находится диск 26 с двумя диаметрально расположенными пазами, позволяющими с помощью пружины 27 и шарика 28 фиксировать трубу 20. Механизм 4 подачи прутков состоит из приводной шестерни 29, оси 30, ремня 31, толкателя 32, винта 33, электромагнитной муфты 34, шестерни 35 винтовой передачи и гидродвигателя 36.
Для автоматической загрузки прутков в токарный автомат с двойной индексацией шпиндельного барабана пластины 7 выполнены с двумя прорезями 12 и 37, причем прорезь 37 выполнена так, что во второй позиции загрузки прутков можно аналогично установить еще один механизм 38 загрузки прутков и стеллаж 39 с прутками. Передаточное отношение шестерен 25 и 16 при этом таково, что при повороте шпиндельного барарана 18 и соответственно центрального вала 5 на 120 при включенных электромагнитных муфтах 24 трубы 20 и 40 поворачиваются на 180 .В токарном автомате с двойной индексацией в каждой из двух позиций подачу материала устанавливают по толкателю 32, винту 33, электромагнитной муфте 34, которые с помощью шестерни 35 винтовой передачи связаны с приводной шестерней 29.
3 1А041824
Устройство.работает следующимтолкает его вперед. После получения
образом. сигнала о том что пруток достиг упоПри израсходовании прутка в про-ра материала, в станке 14 происходит
межутке устройство автоматической реверс п-щродвигателя 36 и толкатель
загрузки прутков - станок соответст- 32 двигается в исходное положение,
вующее сигнальное устройство (не по-ло достижении которого станок вклюказано) дает команду на работу ме-чается в цикл.
ханизма 3 загрузки прутков, которымУстройство для станков с двойной
загружается очередной пруток сою индикапией работает аналогично, за
стеллажа 1 в пустую D-образную кап-исключением того, что в зависимости
равляющую устройства, Дпя этого про-от включенных электромагнитных муфт
исходит сцепление трубы 20 с тестер-24 и 34 работают механизм 3 загрузки
ней 6 с помощью электромагнитной муф-и соответствующий винт 33 с толкате-
ты 24. При повороте шпиндельного ба-15 лем 32.
рабагна 18 происходит поворот трубыВ связи с наличием двух стеллажей
20 с дисками 21 и прутком 11 в пазах1 и 39 пруткового материала возможно
22 на 180°. При этом пруток оказы-для станка с двойной индексацией провается загруженным в пустые пазы 17.изводить автоматическую загрузку
При следующем повороте шпиндельно-20 прутков двух разных диаметров для
го барабана труба 20 с дисками 21.соседних шпинделей. опять поворачивается на 180°. При
этом загруженный пруток остается вПредлагаемое устройство для автопазах 17 и обкатьшается внутри повер-матической загрузки прутков позволя- хности отверстия 10. Диски 21 стано-25 ет повысить производительность стан- вятся в положение загрузки, при кото-ка расщирить технологические возмож- ром со стеллажа 1 очередной прутокности устройства, упростить конструк- закатывается в паз диска 2, а своейцию станка, лыской 23, расположенной противололожно пазу 22, замыкают поверхностьзоФормУла изобретения отверстия 10, При этом труба 20 с
дисками 21 ориентируется с помощьюУстройство для автоматической загдиска 26. Далее муфта 24 отключаетсярузки прутков, содержащее стеллаж и
и при дальнейших поворотах шпиндель-размещенньш в корпусе центральный
него барабана 18 труба 20 удержива-., вал с дисками с пазами под прутки,
ется в зафиксированном положении уси-механизм загрузки прутков с приводом,
лием пружины 27.связанным с шпиндельным барабаном
Загруженный очередной пруток пово-станка, и механизм подачи прутка с рачивается вместе с центральным ва-толкателем и приводом, о т л и ч а- лом 5 до появления сигнала об израс-40 тем, что,, с целью повы- ходовании прутка в шпинделе в позициишения производительности при одновре- подачи материала. После этого станокменном расширении технологических 14 останавливается и вступает в ра-возможностей, механизм загрузки боту механизма 4 подачи прутка. В ис-прутков выполнен в виде установленно- ходном положении толкатель 32 распо- g го в корпусе параллельно центральному ложен в крайнем заднем положении так,валу дополнительного вала с последо- что при повороте центрального вала 5вательно установленными дисками, ки- вновь загруженный пруток не наезжаетнематически связанного с зубчатым кона толкатель 32.лесом, установленным на Центральном
Далее от гидродвигателя 36 черезс„ валу, причем в дисках с одной стороремень 3-1, приводную шестерню 29,ны выполнены лыски, а с противоположшестерню 35 винтовой передачи и муф-ной стороны - пазы, кроме того, меха ту 34 начинает вращаться винт 33 так,низм подачи снабжен шестерней, уста- .
что толкатель 32 начинает двигатьсяновленной соосно с центральным валом
в сторону станка 14. Толкатель 32р. и кинематически связанной с толкатечаезжает на загруженный пруток и. лем.
А
I
Ч 2 9 5 7 J
-И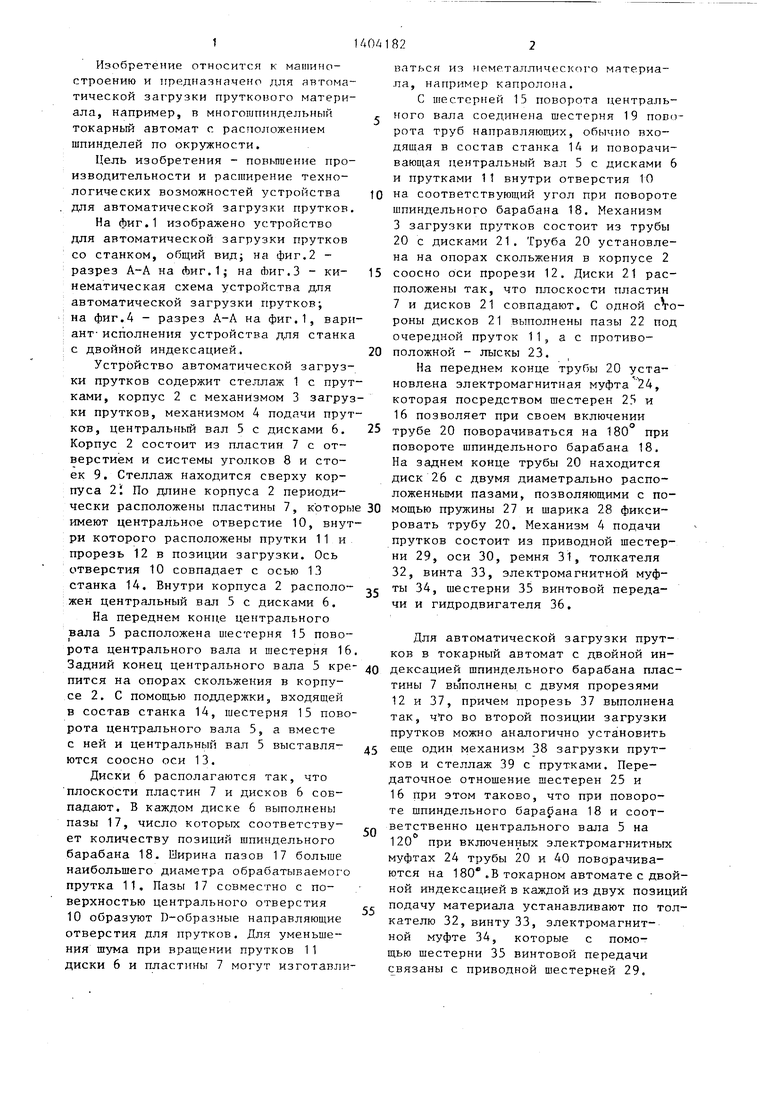
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Автоматический восьмишпиндельный токарный станок для прутковых работ с кулачковым управлением | 1959 |
|
SU133732A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU872038A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Устройство для захвата деталей | 1982 |
|
SU1093466A1 |
| Механизм зажима прутка | 1987 |
|
SU1433644A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
Изобретение относится к станкостроению. Целью изобретения является повышение производительности при одновременном расширении технолоничес- ких возможностей. Устройство содержит стеллаж 1 прутков, корпус 2 с центральным валом 5, на котором размещены диски 6, и трубой 20 с дисками 21. После перемещения из стеллажа в пазы дисков 6 прутки подаются с помощью толкателя 32 в подающее устройство станка 14. 4 ил.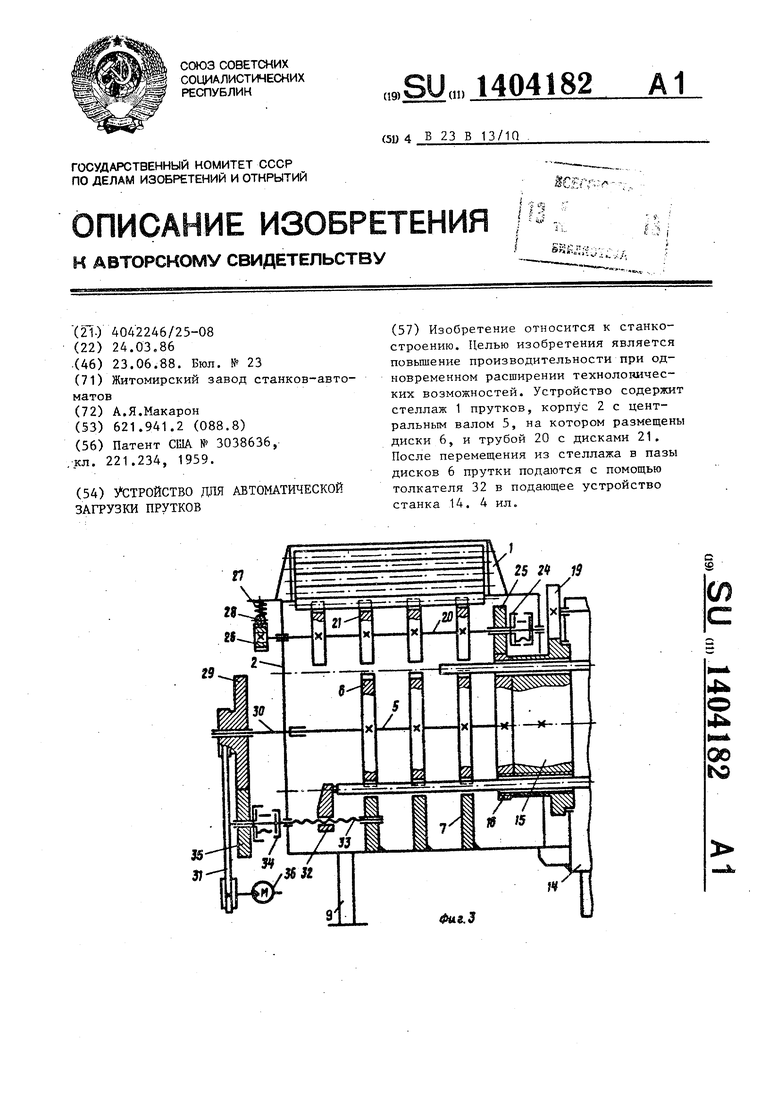
XI-л
Фиг.2
Фиг.
22
22
| Патент США № 3038636, .кл | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
