Изобретение относится к станкостроению, а именно к устройствам для закрепления деталей на металлорежущих станках, например вкладышей подшипников скольжения при сверлении и зенковании отверстий
Целью изобретения является повышение точности закрепления деталей.
На фиг. 1 представлено зажимное устройство для вкладышей подшипников, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Зажимное устройство, предназначенное для зажима заготовок 1 вкладышей подшипников, смонтировано на подающем лотке сверлильного станка.
10
Режущие инструменты 17 силовых головок направляются кондукторными втулками 20, которые устанавливаются для позиции сверления на специальном кронштейне 21, закрепленном на стойке 3, для позиции зен- кования - на стойке 2.
Зажимное устройство для вкладышей подшипников работает следующим образом.
В исходном положении прижимы 10 и режущий инструмент 17 для сверления отверстия находятся в леюм крайнем положении, а режущий инструмент 17 для зенкования отверстия - в правом крайнем положении.
Из магазина (не показан) заготовки 1 в ориентированном положении (стыками обПодающий лоток образован стойками ращены к упругой планке) перемещаются
и 3, установленными на станине станка,на подающий лоток.
упорной планкой 4, закрепленной на стой-Включается привод шагового транспорке 2, и колосниками 5 и 6, установленнымитера (не показан) заготовки 1.
25
30
на эксцентриковых валиках 7 между стойками 2 и 3.
Зажимное устройство содержит травер- 20 су 8, направляющие штыри 9, прижим 10, регулирующие клинья 11, шпильки 12, гайки 13 и соловой цилиндр 14 со щтоком 15.
Направляющие щтыри 3 служат для направления осевого перемещения траверсы 8 и размещенного в ней прижима 10 перпендикулярно оси подающего лотка. Штыри 9 установлены на стойке 3. На штыри 9 своими отверстиями одета траверса 8. В последней выполнен паз с наклонными плоскостями, в котором установлены регулирующие клинья 11, расположенные по обе стороны прижима 10. Прижим 10 связан со штоком 15 силового цилиндра 14, а последний установлен на кронштейне 16, закрепленном на стойке 3.
Регулирующие клинья 11 предназначены для регулировки положения прижима 10 и, следовательно, заготовки 1 вкладыша подшипника относительно режущего инструмента 17.
Регулирующие клинья 11 с помощью ус- 40 тановленных на них специальных гаек 13, навинченных на шпильки 12, могут перемещаться вдоль паза траверсы 8. При этом прижим 10 перемещается перпендикулярно оси подающего лотка. Шпильки 12 закреплены на траверсе 8.
В прижиме 10 выполнено цилиндрическое гнездо 18 по наружному радиусу заготовки 1 и паз 19 для прохода режущего инструмента 17.
Паз 19 выполнен таким образом, чтобы о он не мешал проходу режущего инструмента 17 при перемещении прижи.ма 10 перпендикулярно оси подающего лотка.
35
45
Включаются приводы прижимов 10.
При этом прижимы 10 перемещаются вправо и зажимают заготовки 1. Включаются приводы силовых головок (не показаны), в результате чего производится вращение и подача режущих инструментов 17 (сверла и зенкера) к заготовке 1. Производятся сверление и зенковка отверстий. Приводы прижимов 10 и режущих инструментов 17 переключаются на обратный ход, в результате чего последние отводятся от заготовки 1 в исходное положение, и цикл повторяется.
Для регулировки положения прижима 10 с заготовкой 1 в направлении оси подающего лотка перемещают регулирующие клинья 11 в разных направлениях, вращая по очереди гайки 13 шпилек 12.
Формула изобретения
Зажимное устройство для вкладышей подшипников, содержащее установленный с возможностью возвратно-поступательного перемещения зажимной элемент, связанный с приводом, отличающееся тем, что, с целью повышения точности закрепления, зажи.мной элемент выполнен в виде траверсы с клиновым пазом и размещенного в нем прижима с установленными по обе его стороны регулировочными клиньями, при этом одна из сторон каждого клина предназначена для взаимодействия с прижимом, а другая - с клиновой поверхностью паза траверсы, причем прижим установлен с возможностью перемещения перпендикулярно направлению перемещения траверсы.
Режущие инструменты 17 силовых головок направляются кондукторными втулками 20, которые устанавливаются для позиции сверления на специальном кронштейне 21, закрепленном на стойке 3, для позиции зен- кования - на стойке 2.
Зажимное устройство для вкладышей подшипников работает следующим образом.
В исходном положении прижимы 10 и режущий инструмент 17 для сверления отверстия находятся в леюм крайнем положении, а режущий инструмент 17 для зенкования отверстия - в правом крайнем положении.
Из магазина (не показан) заготовки 1 в ориентированном положении (стыками об5
0
0
Включаются приводы прижимов 10.
При этом прижимы 10 перемещаются вправо и зажимают заготовки 1. Включаются приводы силовых головок (не показаны), в результате чего производится вращение и подача режущих инструментов 17 (сверла и зенкера) к заготовке 1. Производятся сверление и зенковка отверстий. Приводы прижимов 10 и режущих инструментов 17 переключаются на обратный ход, в результате чего последние отводятся от заготовки 1 в исходное положение, и цикл повторяется.
Для регулировки положения прижима 10 с заготовкой 1 в направлении оси подающего лотка перемещают регулирующие клинья 11 в разных направлениях, вращая по очереди гайки 13 шпилек 12.
35
Формула изобретения
Зажимное устройство для вкладышей подшипников, содержащее установленный с возможностью возвратно-поступательного перемещения зажимной элемент, связанный с приводом, отличающееся тем, что, с целью повышения точности закрепления, зажи.мной элемент выполнен в виде траверсы с клиновым пазом и размещенного в нем прижима с установленными по обе его стороны регулировочными клиньями, при этом одна из сторон каждого клина предназначена для взаимодействия с прижимом, а другая - с клиновой поверхностью паза траверсы, причем прижим установлен с возможностью перемещения перпендикулярно направлению перемещения траверсы.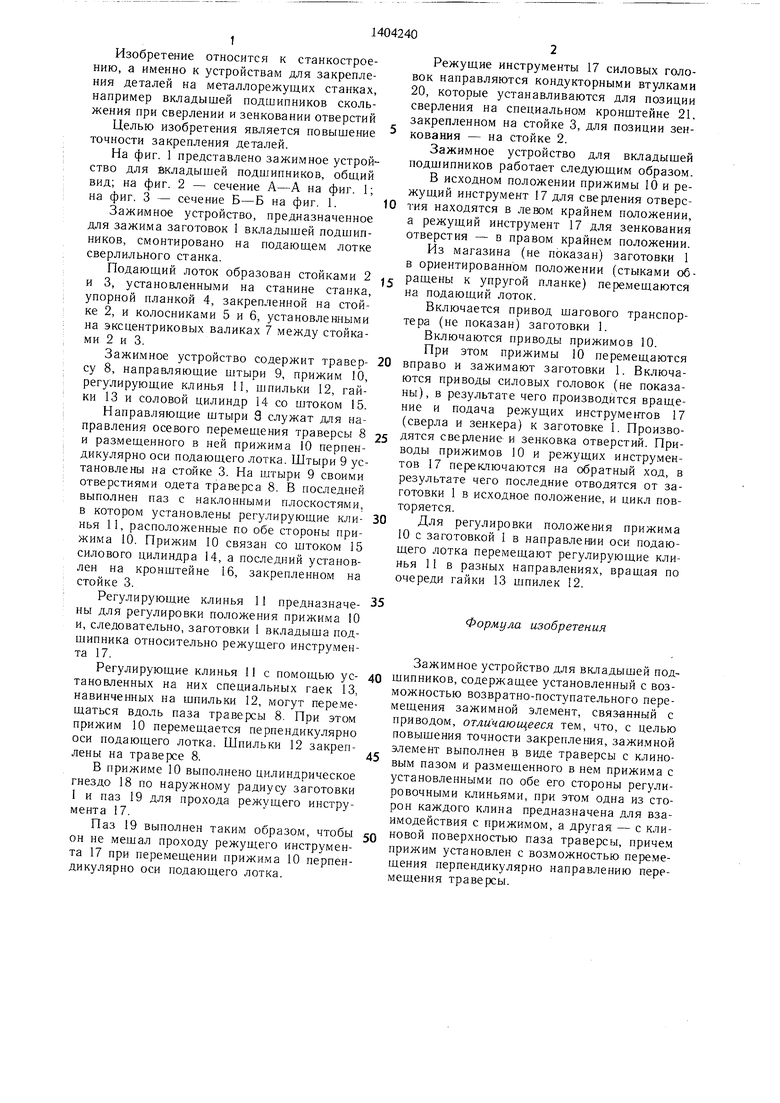
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Загрузочное устройство | 1987 |
|
SU1463432A2 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Протяжной автомат | 1979 |
|
SU850334A1 |
| Загрузочное устройство | 1988 |
|
SU1583254A2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |

Изобретение относится к станкостроению, а именно к устройствам для закрепления деталей на металлорежущих станках, например вкладышей подшипников скольжения при сверлении и зенковании отверстий. Целью изобретения является повышение точности закрепления детали. Устройство смонтировано на подающем лотке свера flUiJ лильного станка. Он образован стойками 2 и 3, упорной планкой 4 и колосниками 5 и 6, установленными на эксцентриковых валиках 7. Устройство содержит траверсу 8, направляющие штыри 9, прижим 10, регули- руюшие клинья 11, шпильки 12, гайки 13 и силовой цилиндр 14 со штоком 15. В траверсе 8 выполнен паз с наклонными плоскостями, в котором установлены регулирующие клинья 11, расположенные по обе стороны прижима 10. Клинья 11 предназначены для регулировки положения прижима 10, обеспечивающего точное расположение отверстия в заготовке 1. В прижиме 10 выполнено цилиндрическое гнездо 18 по наружному радиусу заготовки 1 и паз 19 для прохода инструмента 17, который направляется кондукторными втулками 20. Регулирующие клинья 11 перемещаются с помощью гаек 13 на шпильках 12. Шпильки 1.1 закреплены на траверсе 8. 3 ил. В (Л to j
| Паспорт агрегатного станка мод | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
