Изобретение относится к области механизации и автоматизации производственных процессов и, в частности, касается производства конденсаторов.
Известны устройства для сварки пакетов конденсаторов, содержащие транспортер прерывистого действия для перемепдения изделий, уложенных в кондуктор, иуансон для обжатия пакетов конденсатороь; и двухэлектродную сварочную головку для точечной контактной сварки.
Известные устройства не обладают достаточной производительностью и не подготовлены для автоматизации процесса сварки.
Отличительной особенностью предлагаемого устройства является то, что, с целью повышения производительности и создания условий для автоматизации процесса сварки, обжимающий пуансон и сварочная головка смонтированы на общей траверсе нажимного механизма, а кондуктор для изделий снабжен пазом в нижней части для обеснечепи; контактирования свариваемой обжимки конденсатора с нижней контактной пластиной.
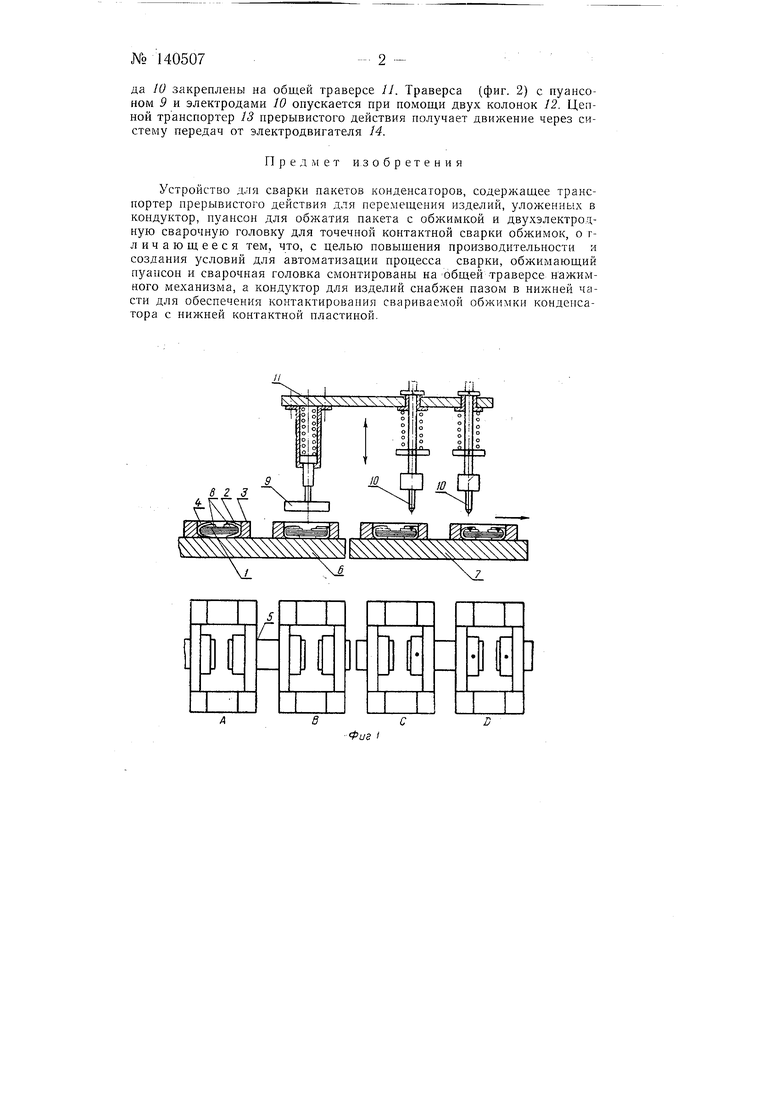
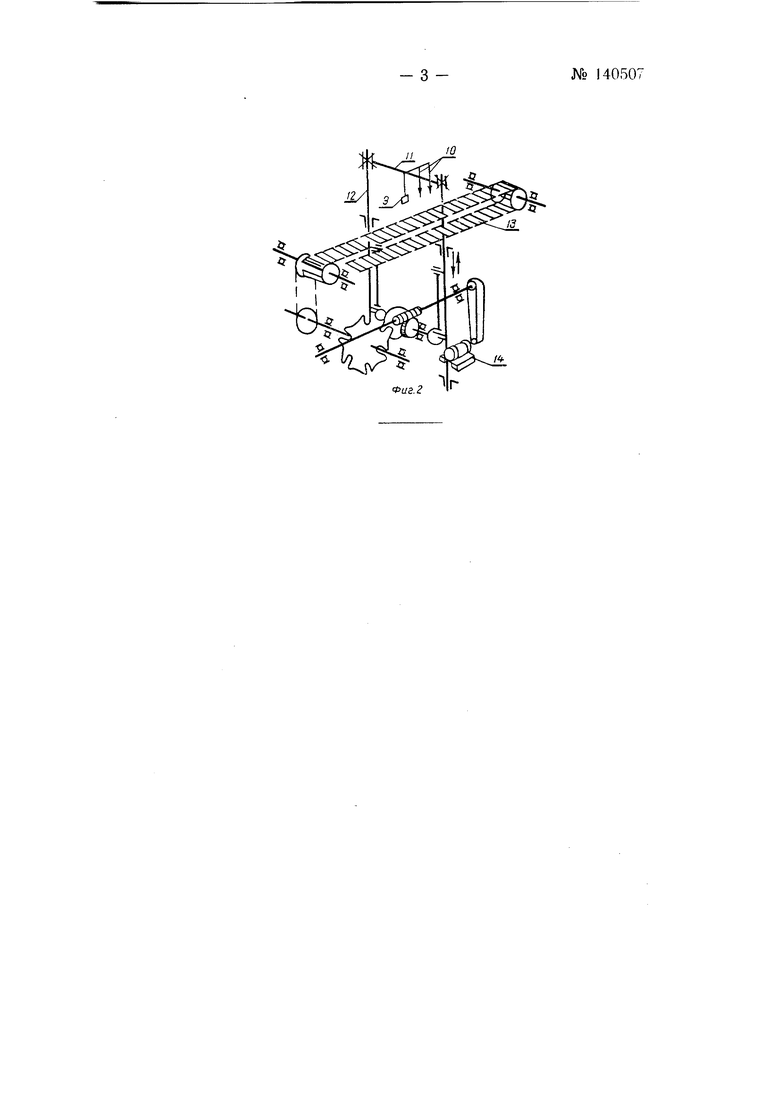
На фиг. 1 показана последовательность обжимки и сварки пакетов конденсаторов; на фиг. 2 приведена кинематическая схема устройства.
Пакет конденсатора / (фиг. I) вместе с двумя обжимками 2 помеи..ается в каретку 5. в которой сделаны гнездо 4 для пакета и паз 5, который обеспечивает соприкосновение обжимок пакетов со стальной опорой б, в процессе обжатия и с медной контактной пластино11 7. .процессе сварки.
В положении А показана каретка с уложенным пакетом конденсатора и обжимками, в положении В - пакет с обжимками обжат, в положении С - приварена правая обжимка, в положении D--o6e обжимки приварены точечной сваркой к фольговым выводам 8. Все три операции (А, В и D) производятся одновременно сразу на трех пакетах (нп каждом пакете своя операция) Обжимающий пуансон 9 и два электрода 10 закреплены на общей траверсе 11. Траверса (фиг. 2) с пуансоном 9 и электродами 10 опускается при помощи двух колонок 12. Цепной транспортер 13 прерывистого действия получает движение через систему передач от электродвигателя 14.
Предмет изобретения
Устройство для сварки пакетов конденсаторов, содержащее транспортер прерывистого действия для перемещения изделий, уложенных в кондуктор, пуансон для обжатия пакета с обжимкой и двухэлектродную сварочную головку для точечной контактной сварки обжимок, о гличающееся тем, что, с целью повыщения производительиости и создания условий для автоматизации процесса сварки, обжимающий пуансон и сварочная головка смонтированы на ббщей траверсе нажимного механизма, а кондуктор для изделий снабжен пазом в нижней части для обеспечения контактирования свариваемой обжимки конденсатора с нижней контактной пластиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| Машина для сборки и точечной сварки | 1973 |
|
SU522016A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления комбинированных полусердечников магнитных головок | 1988 |
|
SU1737505A1 |
| Способ групповой контактной точечной сварки | 1981 |
|
SU1030126A1 |
| Многоэлектродная головка для точечной контактной сварки | 1977 |
|
SU644611A1 |
А
