о;
Изобретение относится к механической обработке металлов давлением листового материала в валках профилегибочного стана и предназначено для использования при изготовлении гнутых профилей, преимущест- коробчатых, с многоэлементными выпуклыми наружу боковыми стенками в металлургии, машиностроении и строительной отрасли промышленности.
Цель изобретения - улучшение качест- йа профилей за счет повышения точности 10 их формы и размеров.
На чертеже представлена схема техно- Логических переходов изготовления профиля.
В соответствии со способом изготовления гнутых коробчатых профилей путем последовательной подгибки заготовки 1 относительно уровня профилирования х-х в первых технологических переходах II-IV формообразовывают многоэлементные выпуклые наружу боковые стенки профиля с раз- мешением их центральной части 2 на уровне 20 профилирования х-х, а периферийных участков боковых стенок 3 и 4 с.мещенными с уровня профилирования.
Режим подгибки элементов боковых стегибку многоэлементных выпуклых наружу боковых стенок 7. Режим формовки определяется углом подгибки ф и смещением мест 8 их сопряжения со стенкой профиля на уровень профилирования х-х.
Предлагаемый способ может быть реализован с помош.ью валков, изготовленных в соответствии со способом.
По предлагаемому способу осуществлялось формообразование специального профиля лотка транспортера с многоэлементны- .ми выпуклыми наружу боковыми стенками 400Х 100X5 мм из стали 09Г2. Режимы формовки приведены в таблице. Профили формовали на стане 2-8X100-600. Для получения профиля согласно способу потребовалось десять технологических переходов. В первых пяти переходах подгибали элементы боковых стенок по режиму О-15- 30-45.-60° и временно искривляли прилегающие к боковы.м стенкам участки стенки профиля в S-образные. В последующих пяти переходах производили одновременно выпрямление временно искривленных в S-образные участков, подгибку многоэлементных выпуклых наружу боковых стенок и смешение мест их сопряжения со
нок определяется углами а, р, у по пере- стенкой профиля на уровень профилироваходам в зависимости от геометрических параметров профиля, его .материала и принятого процесса профилирования по общеизвестным методикам. В этих же переходах производится вре.менное искривление прилегающих к боковым стенкам участков 5 стенки профиля в S-образные, а центральный участок б стенки профиля находится на уровне профилирования х-х,
В дальнейшем в промежуточных и чистовых переходах (переходы Y-X) производят одновременно выпрямление временно искривленных в S-образные участков 5, подгибку многоэлементных выпуклых наружу боковых стенок 7. Режим формовки определяется углом подгибки ф и смещением мест 8 их сопряжения со стенкой профиля на уровень профилирования х-х.
Предлагаемый способ может быть реализован с помош.ью валков, изготовленных в соответствии со способом.
По предлагаемому способу осуществлялось формообразование специального профиля лотка транспортера с многоэлементны- .ми выпуклыми наружу боковыми стенками 400Х 100X5 мм из стали 09Г2. Режимы формовки приведены в таблице. Профили формовали на стане 2-8X100-600. Для получения профиля согласно способу потребовалось десять технологических переходов. В первых пяти переходах подгибали элементы боковых стенок по режиму О-15- 30-45.-60° и временно искривляли прилегающие к боковы.м стенкам участки стенки профиля в S-образные. В последующих пяти переходах производили одновременно выпрямление временно искривленных в S-образные участков, подгибку многоэлементных выпуклых наружу боковых стенок и смешение мест их сопряжения со
стенкой профиля на уровень профилирова0
5
ния. Высота S-образного участка соответствовала высоте формовки боковых стенок и составляла в переходе Y 50 мм. Радиусы кривизны в местах сопряжения составляли 20 мм.
Согласно расчетным данным и опытной проверке предлагаемый способ изготовления гнутых профилей в сравнении с известным обладает следующими преимуществами: улучщает качество профилей за счет повышения точности их формы и размеров и обеспечивает уменьшение количества технологических переходов.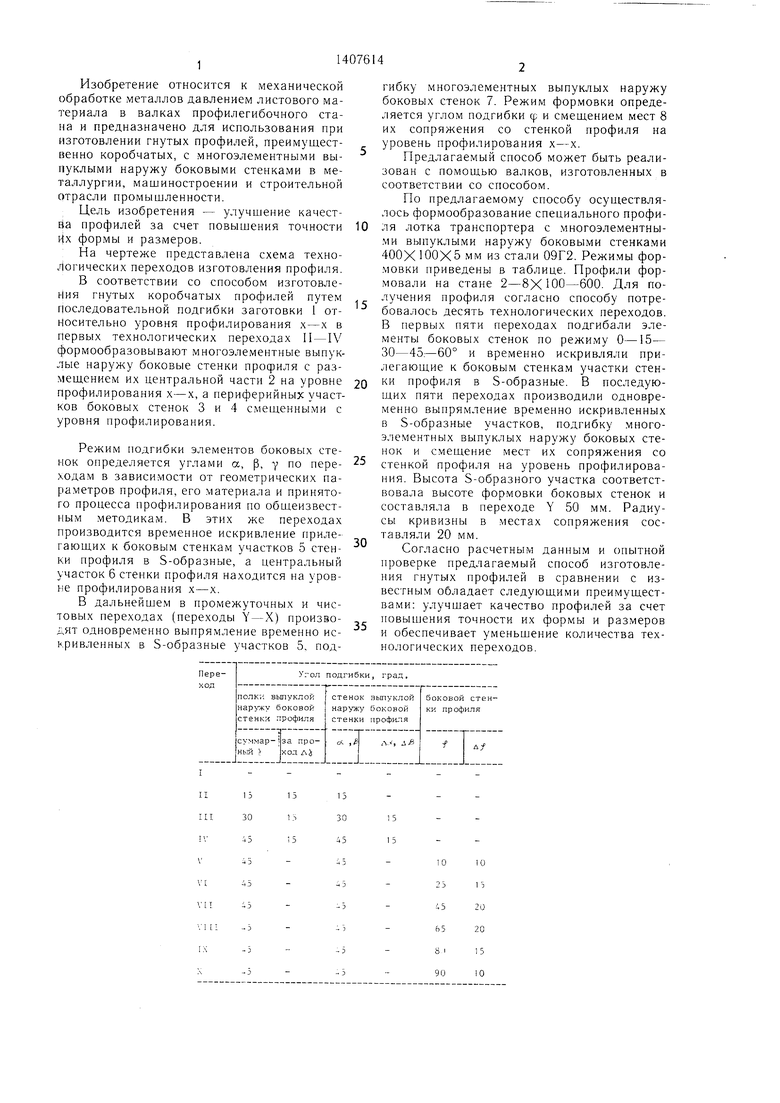
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| Способ изготовления коробчатых профилей | 1987 |
|
SU1407615A1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |

Изобретение относится к обработке металлов давлением, в частности к способам изготовления гнутых коробчатых профилей в валках профилегибочного стана. Цель - повышение качества профилей за счет обеспечения точности их формы и размеров. Первоначально формуют многоэлементные выпуклые наружу боковые стенки профиля с размещением их центральной части на уровне профилирования. При этом прилегающие к боковым стенкам участки стенки профиля временно S-образно искривляют. Производят одновременно выпрямление временно искривленных участков, подгибку боковых стенок и смещение мест их сопряжения со стенкой профиля на уровень профилирования. Способ позволяет повысить точность формы и размеров профилей вследствие уменьшения продольных деформаций металла, вызывающих продольный изгиб, скручивание и волнистость вдоль кромок. Уменьшается пружинение в местах сопряжения боковых стенок со стенкой вследствие изменение кривизны S-образных участков на противоположную по знаку. 1 и.ч.. 1 табл. SS С/
10
10
45 65 8 I 90
20 20 15 10
Формула изобретения
Способ изготовления гнутых профилей, преимущественно коробчатых профилей, содержащих горизонтальную стенку и сопряженные с ней многоэлементные выпуклые наружу боковые стенки, включающий последовательную подгибку элементов профиля относительно уровня профилирования, временное искривление участков стенки на первых переходах и последующее ее выпрямление, отличающийся тем, что, с целью улуч- щения качества профилей за счет повыI переход
Ж-1 пвре)оды
ГА 2
2 -Я пврешЗь
i. пгремд
0
шения точности их формы и размеров, первоначально формообразуют многоэлементные выпуклые наружу боковые стенки профиля с размещением их центральной части на уровне профилирования, при этом временно искривляют участки стенки, прилегающие к боковым стенкам, придавая этим участкам S-образную форму, а выпрямление временно искривленных участков осуществляют одновременно с подгибкой боковых стенок и смещением мест их сопряжения со стенкой на уровень профилирования.
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
