05
to
00
Изобретение относится к области холод- нЬй обработки металлов давлением и мо- «keT быть использовано для нодачи листо- врго материала в рабочую зону пресса при многорядной штамповке деталей из листа.
Цель изобретения - повышение надежности работы.
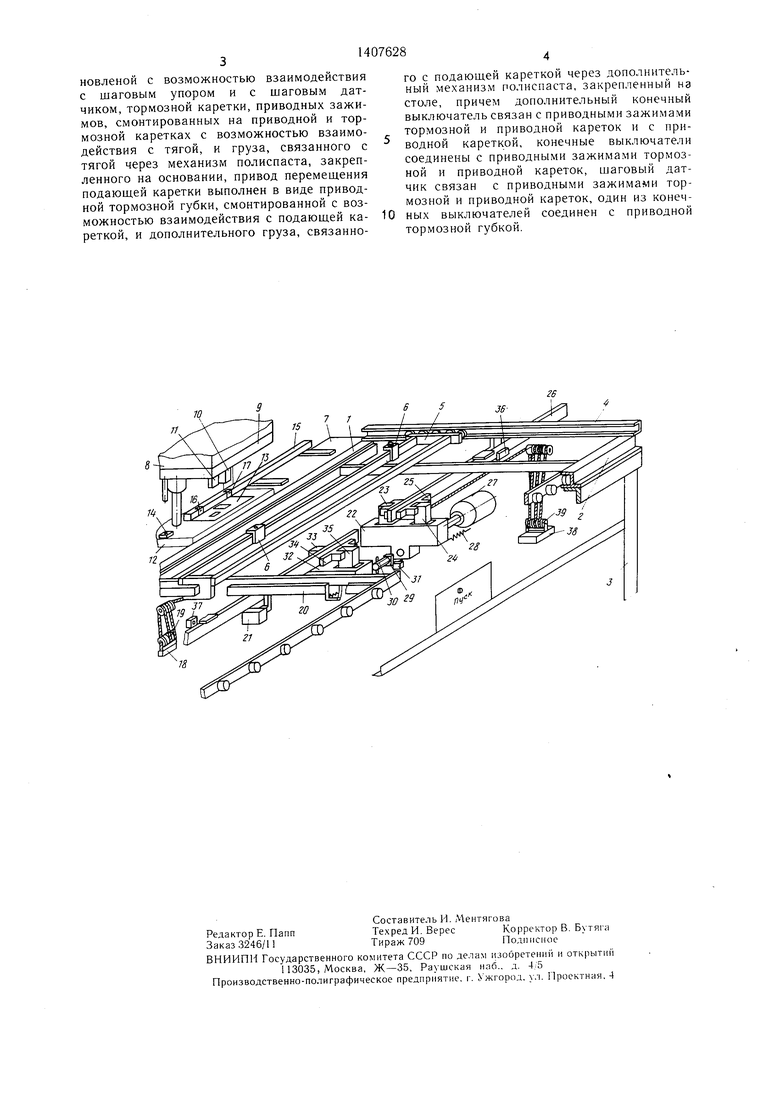
На чертеже изображено устройство для подачи листового материала в рабочую зону пресса.
Устройство содержит стол 1, установлен- ый в направляюших 2, смонтированных а основании 3, направляющие 4, закреп- енные на столе 1 перпендикулярно направ- яюшим 2, подаюш,ую каретку 5, несущую
Устройство работает следующим образом.
Лист 7 заготовки для штамповки подается на стол 1 и закрепляется зажимами 6, подводится к упору 15 штампа 13 под пуансон 10. Нажимают кнопку 5 «Нуск с выключателем 31 и ползун 9 с пуансоном 10 и отрубным ножом 1 опускается вниз до вырубки заданной детали. При этом подается сигнал на выключатель 14, по команде которого при движе- 10 НИИ ползуна 9 с пуансоном 10 и отрубным ножом 11 вверх разжимаются зажимы 34 и 33 тормозной каретки 32, освобождая тягу 26. Зажимаются зажимы 23 и 25 приводной каретки 22. Включается электрогидравлический привод 27,
ахваты 6 для листа 7 и установлен- передвигая стол 1 с листом 7 до упора 29. ую в направляк;)щих 4. Основание 3Включается выключатель 31, по команде
становлено у пресса 8. Пресс 8 содержит ползун 9, на котором закреплены уансон 10 штампа и отрубной нож 11.
20
На нижней плите 12 пресса 8 установ- ены штамп 13 и конечный выключатель 14.
На штампе 13 установлен за рабочей оной упор 15, выполненный в виде аправляющей линейки, расположенной па- аллельно фронту пресса 8, т. е. парал- ельно направляющим 2.
которого ползун 9 идет вниз, зажимы 34 тормозной каретки 32 зажимаются, зажимы 23 и 25 каретки 22 разжимаются и под действием пружины 28 каретка 22 возвращается в исходное положение. Пуансон 10 вырубает заданную деталь (не показана), а отрубной нож 11 отделяет от листа 1 отхода (не показаны), и цикл повторяется до заверщения процесса выруб- 25 ки деталей из полосы заданной ширины . на всю длину листа. Затем включается выключатель 37, по команде которого зажимы 33 и 34, 23 и 25 разжимаются, расфиксировав стол 1, которь й по продольВ упоре 15 смонтированы датчики 16 ( 17 наличия листа 7 (материала). Каретка 5 перемещается по направляющим 4 в направлении к прессу от привода
которого ползун 9 идет вниз, зажимы 34 тормозной каретки 32 зажимаются, зажимы 23 и 25 каретки 22 разжимаются и под действием пружины 28 каретка 22 возвращается в исходное положение. Пуансон 10 вырубает заданную деталь (не показана), а отрубной нож 11 отделяет от листа 1 отхода (не показаны), и цикл повторяется до заверщения процесса выруб- 25 ки деталей из полосы заданной ширины . на всю длину листа. Затем включается выключатель 37, по команде которого зажимы 33 и 34, 23 и 25 разжимаются, расфиксировав стол 1, которь й по продольным направляющим 2 под действием груперемещения, выполненном в виде груза 18, 30 за 38 возвращается в исходное положе- связанного через механизм полиспаста 19ние, воздействуя на выключатель 36, по
с| кареткой. Механизм полиспаста 19 смон- г|ирован на столе 1.
I На каретке смонтирован механизм фикса4ии каретки относительно стола 1, выпол-действием груза 18 подается до упора 15.
Ценный в виде тормозной губки 20, свя- 35 |анной с приводом 21.Формула изобретения
команде которого зажимаются зажимы 33 и 34, 23 и 25, разжимаются губки 20, а каретка 5 с зажатым листом 7 под
Устройство работает следующим образом.
Лист 7 заготовки для штамповки подается на стол 1 и закрепляется зажимами 6, подводится к упору 15 штампа 13 под пуансон 10. Нажимают кнопку «Нуск с выключателем 31 и ползун 9 с пуансоном 10 и отрубным ножом 1 опускается вниз до вырубки заданной детали. При этом подается сигнал на выключатель 14, по команде которого при движе- НИИ ползуна 9 с пуансоном 10 и отрубным ножом 11 вверх разжимаются зажимы 34 и 33 тормозной каретки 32, освобождая тягу 26. Зажимаются зажимы 23 и 25 приводной каретки 22. Включается электрогидравлический привод 27,
передвигая стол 1 с листом 7 до упора 29. Включается выключатель 31, по команде
передвигая стол 1 с листом 7 до упора 29. Включается выключатель 31, по команде
которого ползун 9 идет вниз, зажимы 34 тормозной каретки 32 зажимаются, зажимы 23 и 25 каретки 22 разжимаются и под действием пружины 28 каретка 22 возвращается в исходное положение. Пуансон 10 вырубает заданную деталь (не показана), а отрубной нож 11 отделяет от листа 1 отхода (не показаны), и цикл повторяется до заверщения процесса выруб- ки деталей из полосы заданной ширины на всю длину листа. Затем включается выключатель 37, по команде которого зажимы 33 и 34, 23 и 25 разжимаются, расфиксировав стол 1, которь й по продольза 38 возвращается в исходное положе- ние, воздействуя на выключатель 36, по
действием груза 18 подается до упора 15.
команде которого зажимаются зажимы 33 и 34, 23 и 25, разжимаются губки 20, а каретка 5 с зажатым листом 7 под
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1338938A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Устройство для обработки материала | 1981 |
|
SU965565A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи листа в рабочую зону пресса при многорядной штамповке деталей из листа. Цель - повышение надежности работы. Лист для осуществления многорядной штамповки деталей перемеш,ается в двух взаимно перпендикулярных направлениях в горизонтальной плоскости, т. е. вдоль фронта пресса и в направлении, перпендикулярном фронту пресса. Перпендикулярно фронту пресса лист перемещается кареткой до упора, смонтированного в рабочей зоне. Каретка перемещается- от гравитационного привода, выполненного в виде груза, связанного с кареткой через механизм полиспаста. Каретка установлена на столе и перемещается по направляющим, смонтированным на основании параллельно фронту пресса. В упоре смонтирован датчик наличия материала. Шаговое перемещение стола осуществляется приводной кареткой. Шаг подачи определяется регулируемым по длине шаговым упором. На основании установлены конечные вращатели, взаимодействующие с тягой и связанные с приводом приводной каретки. На основании смонтирована также тормозная каретка, фиксирующая стол от перемещения при возврате приводной каретки в исходное положение. Возврат стола в исходное положение осуществляется грузом, связанным со столом через механизм полиспаста. Каретка снабжена механизмом ее фиксации относительно стола, выполненным в виде приводной тормозной губки. 1 ил. S S (Л
Шаговое перемещение стола по на- ||1равляющим 2 осуществляется приводной Кареткой 22, несущей зажим 23 и педвиж ный от привода 24 зажим 25. Зажимы 23 и 25 охватывают тягу 26, закрепленную на столе 1. Приводная каретка 22 приводится в движение от электрогидравлического привода 27. Возврат приводной ка- (зетки 22 осущ- ствляется пружиной 28. Ход приводной каретки 22 ограничитеется шаговым упором 29, перемещаемым регтулиро- еочным винтом 30. У упора 29 установлен шаговый датчик, выполненный в виде конечного выключателя 31. На основании 3 смонтирована тормозная каретка 32, на которой закреплены тормозные зажимы 33 и 34, связанные с приводом 35. На основании 3 смонтированы конечные выключатели 36 и 37, взаимодействующие с тягой 26. Возврат стола 1 в исходное положение осуществляется грузом 38, связанным со столом через механизм полиспаста 39, закрепленного на основании 3.
Устройство для подачи листового материала в рабочую зону пресса, содер0 жащее направляющие, смонтированные на основании параллельно фронту пресса, стол, подвижно установленный на направляющих, тягу, связанную со столом и с механизмом перемещения, упор для листового материала, установленный за ра бочей зоной параллельно направляющим, подающую каретку с захватами, установленную на столе с возможностью перемещения в направлении, перпендикулярном направлению перемещения стола, привод перемещения каретки в направлении к упору для листового материала, конечные выключатели, установленные по обе стороны стола с возможностью взаимодействия с ним, отличающееся тем, что, с целью по- выщения надежности работы, механизм пере5 мещения выполнен в виде приводной каретки, дополнительного конечного выключателя, расположенного в рабочей зоне ща- гового датчика, приводной каретки, установленой с возможностью взаимодействия с шаговым упором и с шаговым датчиком, тормозной каретки, приводных зажимов, смонтированных на приводной и тормозной каретках с возможностью взаимодействия с тягой, и груза, связанного с тягой через механизм полиспаста, закрепленного на основании, привод перемещения подаюшей каретки выполнен в виде приводной тормозной губки, смонтированной с возможностью взаимодействия с подаюш,ей кареткой, и дополнительного груза, связанноЮ
л
0
го с подаюшей кареткой через дополнительный механизм полиспаста, закрепленный нз столе, причем дополнительный конечный выключатель связан с приводными зажимами тормозной и приводной кареток и с приводной кареткой, конечные выключатели соединены с приводными зажимами тормозной и приводной кареток, шаговый датчик связан с приводными зажимами тормозной и приводной кареток, один из конечных выключателей соединен с приводной тормозной губкой.
| ВСЕСОЮЗНА.Я | 0 |
|
SU364375A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
