О5
4; to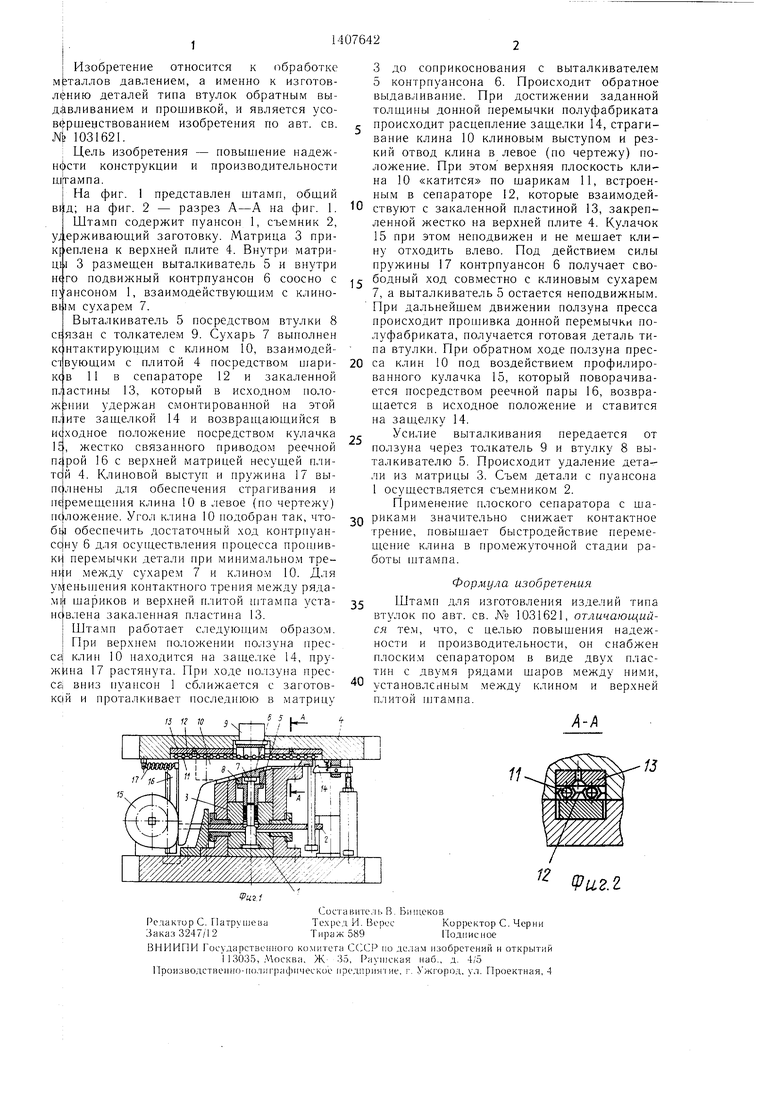
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Штамп для чистовой вырезки | 1974 |
|
SU522878A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей типа втулок обратным выдавливанием. Цель - повышение надежности и производительности. Штамп содержит плоский двухрядный сепаратор, размещенный между верхней плитой шта.мпа и клином, что обеспечивает после выполнения операции выдавливания детали за один рабочий ход осуществить прощив- ку донной части втулки. 2 ил.
INJ
Изобретение относится к обработке металлов давлением, а именно к изготов- лФнию деталей типа втулок обратным выдавливанием и прошивкой, и является усо- вфршенствованием изобретения по авт. св. М 1031621.
Цель изобретения - повышение надеж- нфсти конструкции и производительности ш гампа.
I На фиг. 1 представлен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Штамп содержит пуансон 1, съемник 2, удерживающий заготовку. Матрица 3 прикреплена к верхней плите 4. Внутри матрицы 3 размещен выталкиватель 5 и внутри него подвижный контрпуансоп 6 соосно с ансоном 1, взаимодействующим с клино- 1м сухарем 7.
Выталкиватель 5 посредством втулки 8 сйязан с толкателем 9. Сухарь 7 выполнен контактирующим с клином 10, взаимодействующим с плитой 4 посредством шариков 11 в сепараторе 12 и закаленной астины 13, который в исходном пологп
В1
гний удержан ите защелкой
смонтированной на этой 14 и возвращающийся в
исходное положение посредством кулачка , жестко связанного при.водом реечной рой 16 с верхней матрицей несущей пли- тсй 4. Клиновой выступ и пружина 17 вы- пслнены для обеспечения страгивания и перемещения клина 10 в левое (по чертежу) пс1ложение. Угол клина 10 подобран так, чтобы обеспечить достаточный ход контрпуан- ссну 6 д.пя осупдествления процесса VH- перемычки детали при минимально.м тре- НР:И между сухарем 7 и клином 10. Для контактного трения между ряда- 11И шариков и верхней плитой штампа установлена закаленная пластина 13. I Штамп работает следующим образом. I При верхнем положении ползуна прес- са| клин 10 находится на защелке 14, пружина 17 растянута. При .ходе ползуна пресса вниз пуансон 1 сближается с заготовкой и проталкивает последнюю в матрицу
0
5
0
5
0
5
0
3 до соприкоснования с выталкивателем 5 контрпуансона 6. Происходит обратное выдавливание. При достижении заданной толщины донной перемычки полуфабриката происходит расцепление защелки 14, страги- вание клина 10 клиновым выступом и резкий отвод клина в левое (по чертежу) положение. При этом верхняя плоскость клина 10 «катится по шарикам 11, встроенным в сепараторе 12, которые взаимодействуют с закаленной пластиной 13, закрепленной жестко па верхней плите 4. Кулачок 15 при этом неподвижен и не мешает клину отходить влево. Под действием силы пружины 17 контрпуансон 6 получает свободный ход совместно с к.линовым сухарем 7, а выталкиватель 5 остается неподвижным. При дальнейшем движении ползуна пресса происходит прошивка донной перемычки полуфабриката, получается готовая деталь типа втулки. При обратном ходе ползуна пресса клин 10 под воздействием профилированного кулачка 15, который поворачивается посредством реечной пары 16, возвращается в исходное положение и ставится на защелку 14.
Усилие выталкивания передается от ползуна через толкатель 9 и втулку 8 выталкивателю 5. Происходит удаление детали из матрицы 3. Съем детали с пуансона 1 осуществляется съемником 2.
Применение плоского сепаратора с шариками значительно снижает контактное трение, повышает быстродействие перемещение клипа в промежуточной стадии работы штампа.
Формула изобретения
Шта.мп для изготовления изделий типа втулок по авт. св. Л Ь 1031621, отличающийся те.1, что, с целью повышения надежности и производительности, он снабжен плоски.м сепаратором в виде двух пластин с двумя рядами шаров между ними, установленным между клино.м и верхней плитой П1тампа.
А-А
(PU2.Z
| Штамп для изготовления изделий типа втулок | 1981 |
|
SU1031621A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
