сригЛ
1
Изобретение относится к порошков металлургии, в частности к устройствам для засыпки, прессования тонких гшастин из порошка,
-Цель изобретения -улучшение равно ь| ерности засыпки и повьшение произ- одительности процесса.
На фиг,1 изображено устройство в
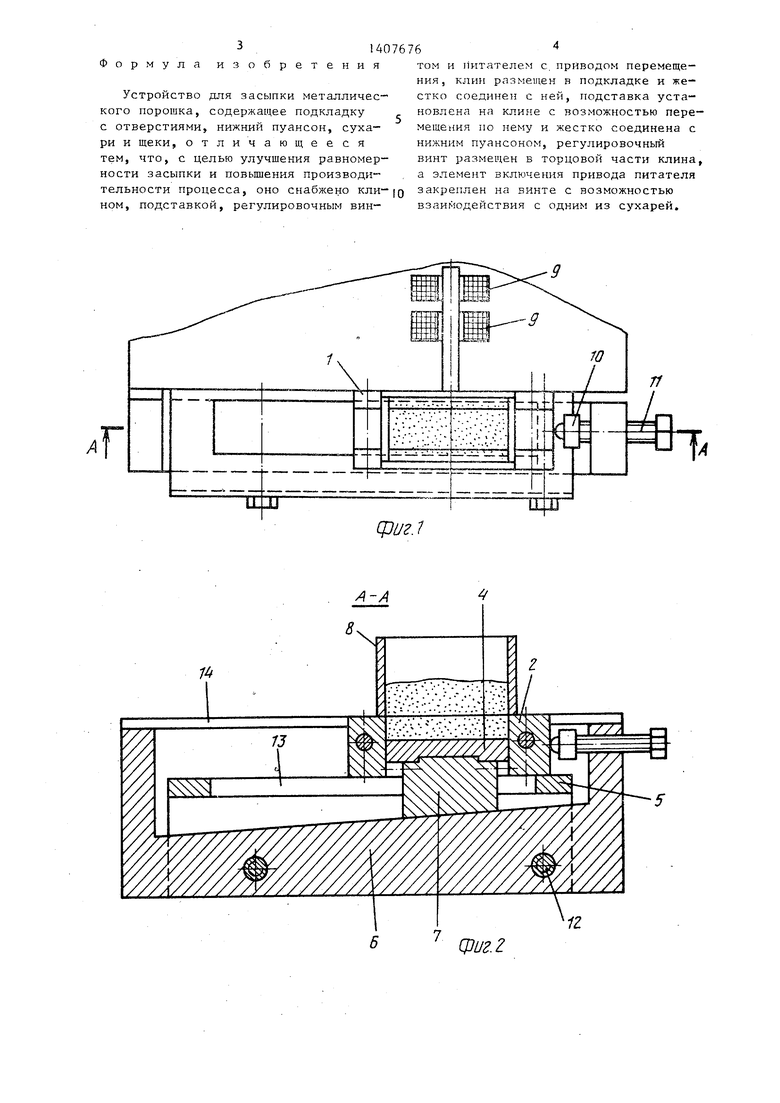
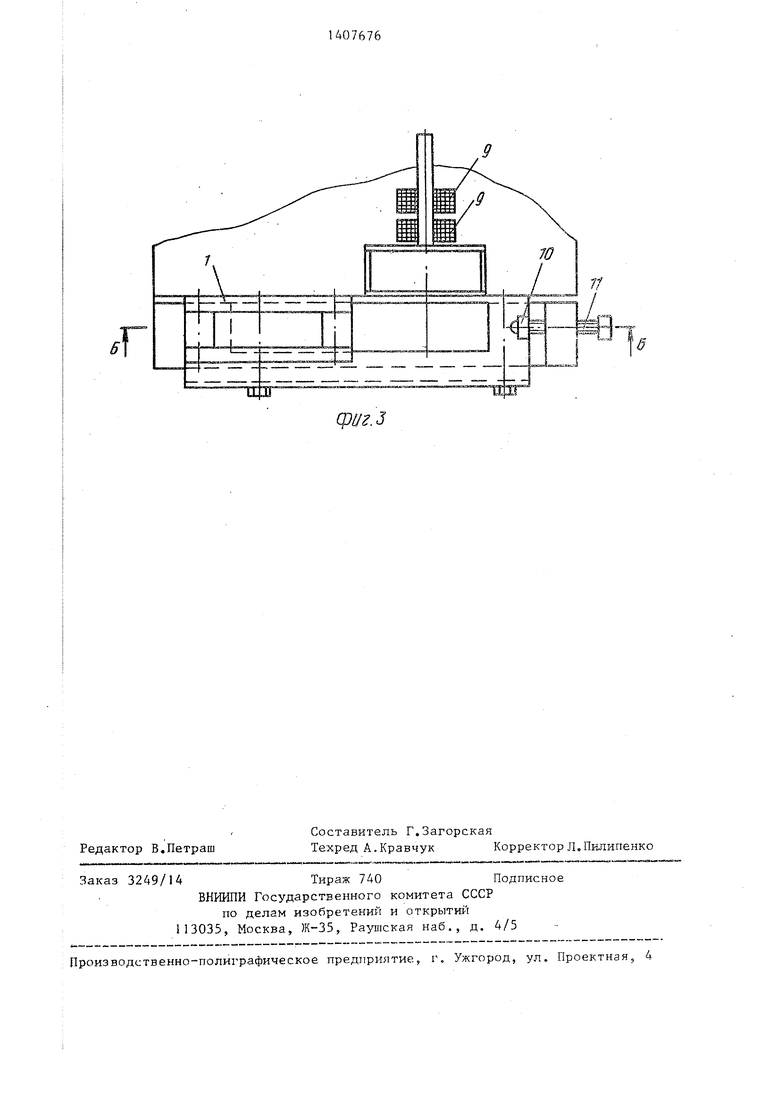
юмент засыпки порошка из питателя li загрузочную камеру; на фиг.2 - сечение А-А на фиг.1; на фиг.З гстройство в момент подготовки к .
рессованию; на фиг.4 - разрез Б-Б на фиг.З.
Устройство Состоит из ш,ек 1 и су
арей 2, охватьшающих верхний пуан-
он 3 , и нижний пуансон 4, подКутадки
, клина 6, на котором размещена йодставка 7, скрепленная с нижним пуансоном 4, и питателя 8 с приводо элемент 10 включения которого ра
ещен на регулировочном винте П, становленном в торцовой поверхности клина 6, Подкладка 5 охватьшает клин €i и жестко соединяется с ним посред- с;твом винтов 12, при этом подставка имеет возможность взаимодействовать клином 6 через выполненное в подв пресс-форму можно вставить верхний пуансон 3, после чего ее переносят на стол пресса с боковыми зажимами
и производят прессование заготовок. Заготовки получаются равноплотными по сечению, что дает возможность при спекании свести до минимума такие явления, как коробление и искажение
формы.
Наличие жестко соединенного с подкладкой клина, на котором установлена скрепленная с нижним пуансоном подставка, позволяет плавно изменять
высоту загрузочной камеры пресс-формы, .а наличие в клине регулировочного винта дает возможность устанавливать и быстро воспроизводить ее необходимую вь1соту. Наличие питателя
порошка с приводом, элемент включе5
ния которого размещен на регулировочном винте и имеет возможность взаимодействия с сухарями пресс-формы, позволяет автоматизированно производить засыпку порошка в загрузочную камеру пресс-формы именно в тот момент, когда ее высота достигает требуемой величины. Регулируя высоту загрузочной камеры, можно обеспечить весовое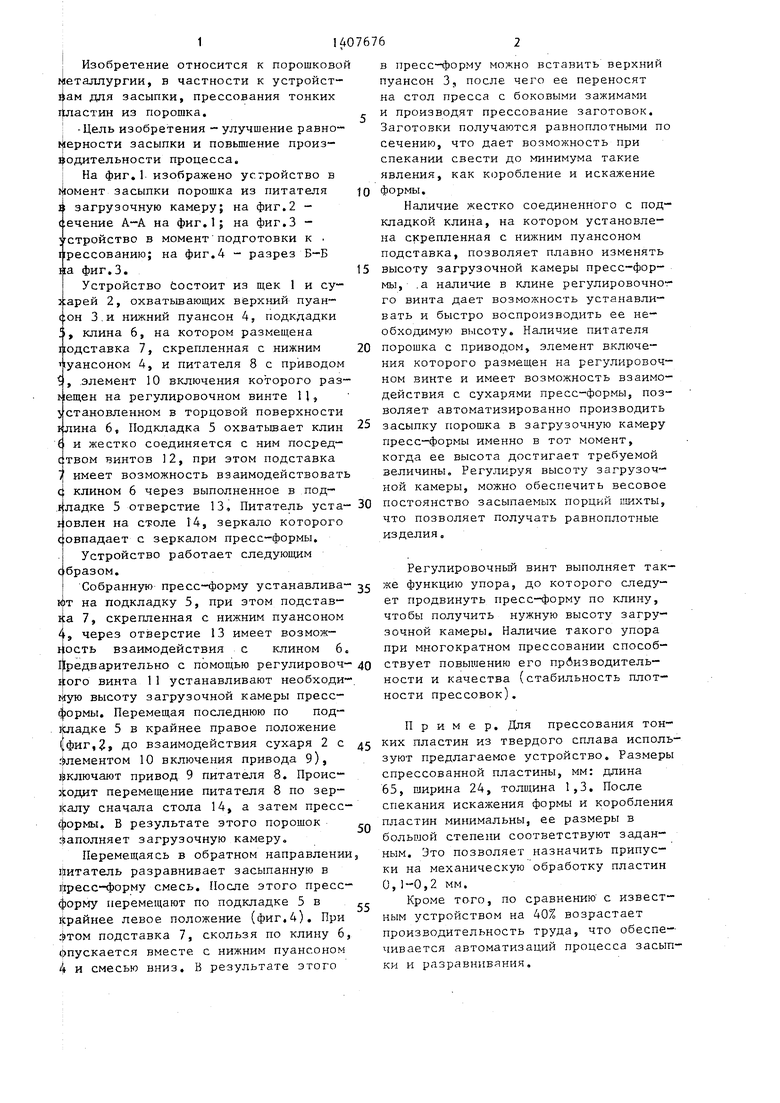
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| Устройство для прессования изделий из металлического порошка | 1990 |
|
SU1764816A2 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1080929A1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Прессующий блок | 1979 |
|
SU846110A1 |
Изобретение относится к устройствам для засыпки металлического порошка. Цель - улучшение равномерности засыпки и повышение производительности гфоцесса. Пресс-форму, состоящую из щек, сухарей 2, нижнего пуансона 4, жестко соединенного с подставкой 7j устанавливают на подкладку 5, при этом подставка 7 через отверстиеI3 в подкладке 5 имеет возможность взаимодействия с клином 6. Перемешая пресс-форму по подкладке 5 в крайнее правое положение (до взаимодействия сухггря 2 с элементом 10 включения привода перемещения питателя 8), включают привод. Питатель 8 перемещается по зеркалу стола 14, а затем и пресс- формы, в результате порошок заполняет пресс-форму. Перемещаясь в обрат- ном направлении, питатель разравнива- § ет смесь. Затем пресс-форму перемещают в крайнее левое положение, вставляют верхний пуансон 3, переносят пресс-формл - на стол пресса и осушествляют прессование . 4 ил. f-S (Л С
.кладке 5 отверстие 13, Питатель уста- 30 постоянство засыпаемых порций , иовлен на столе 14, зеркало которого Совпадает с зеркалом пресс-формы. Устройство работает следующим ёбразом.
что позволяет получать равноплотные изделия о
Регулировочный винт выполняет так-
Собранную пресс-форму устанавлива- 35 s функцию упора, до которого следует продвинуть пресс-форму по клину, чтобы получить нужную высоту загрузочной камеры. Наличие такого упора при многократном прессовании способствует повышению его производитель- ности и качества (стабильность плотности прессовок).
HIT на подкладку 5, при этом подстав- i:a 7, скрепленная с нижним пуансоном Л, через отверстие 13 имеет возможность взаимодействия с клином 6. Предварительно с помощью регулировоч- 40 винта 1 1 устанавливают необходи-. kyю высоту загрузочной камеры пресс- формы. Перемещая последнюю по под- 1|сладке 5 в крайнее правое положение (фиг,2 до взаимодействия сухаря 2 с 45 Элементом 10 включения привода 9), заключают привод 9 питателя 8. Проис- зЬодит перемещение питателя 8 по зер- |салу сначала стола 14, а затем пресс- формы. В результате этого порошок Мполняет загрузочную камеру.
Перемещаясь в обратном направлении, Читатель разравнивает засыпанную в фресс-форму смесь. После этого пресс- форму перемещают по подкладке 5 в с Крайнее левое положение (фиг,4). При фтом подставка 7, скользя по клину 6, (пускается вместе с нижним пуансоном 4 и смесью вниз. В результате этого
50
Пример. Для прессования тонких пластин из твердого сплава используют предлагаемое устройство. Размеры спрессованной пластины, мм: длина 65, ширина 24, толщина 1,3. После спекания искажения формы и коробления пластин минимальны, ее размеры в больоюй степени соответствуют заданным. Это позволяет назначить припуски на механическую обработку пластин О,1-0,2 мм.
Кроме того, по сравнению с известным устройством на 40% возрастает производительность труда, что обеспечивается автоматизации процесса засыпки и разравнивания.
постоянство засыпаемых порций ,
что позволяет получать равноплотные изделия о
Регулировочный винт выполняет так-
Пример. Для прессования тонких пластин из твердого сплава используют предлагаемое устройство. Размеры спрессованной пластины, мм: длина 65, ширина 24, толщина 1,3. После спекания искажения формы и коробления пластин минимальны, ее размеры в больоюй степени соответствуют заданным. Это позволяет назначить припуски на механическую обработку пластин О,1-0,2 мм.
Кроме того, по сравнению с известным устройством на 40% возрастает производительность труда, что обеспечивается автоматизации процесса засыпки и разравнивания.
3 ,140
Формула изобретения
Устройство для засыпки металличес- кого порошка, содержащее подкладку с отверстиями, нижний пуансон, сухари и щеки, отличающееся тем, что, с целью улучшения равномерности засыпки и повышения производительности процесса, оно снабжено клином, подставкой, регулировочным вин1U
6
том и 11итателем с, приводом перемещения, клин размещен в подкладке и жестко соединен с ней, подставка установлена на клине с возможностью перемещения по нему и жестко соединена с нижним пуансоном, регулировочный винт размещен в торцовой части клина, а элемент включения привода питателя закреплен на винте с возможностью взаимодействия с одним из сухарей.
ср1/г.7
А-А
11
фиг. г
сриг.З
| Радомысельский И,Д | |||
| и др | |||
| Пресс- формы для порошковой металлургии - Киев: Техника, 1970, с,72, рис,56, Аронин ИвЯ.5 | |||
| Калия , Пресс-формы для прессования тонких пластин из твердых сплавов,™ Порошковая металлургия, 1985, № 3, .с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| рис,4 | |||
