2 8
Й/г./
20
25
11407692
Изобретение относится к станко- троению и может быть использовано а токарных станках.
Целью изобретения является упроще- ие конструкции и повышение надежноси работы путем сокращения количеста элементов в механизме автоматичес- ой подналадки, На фиг.1 показан резцедержатель Q
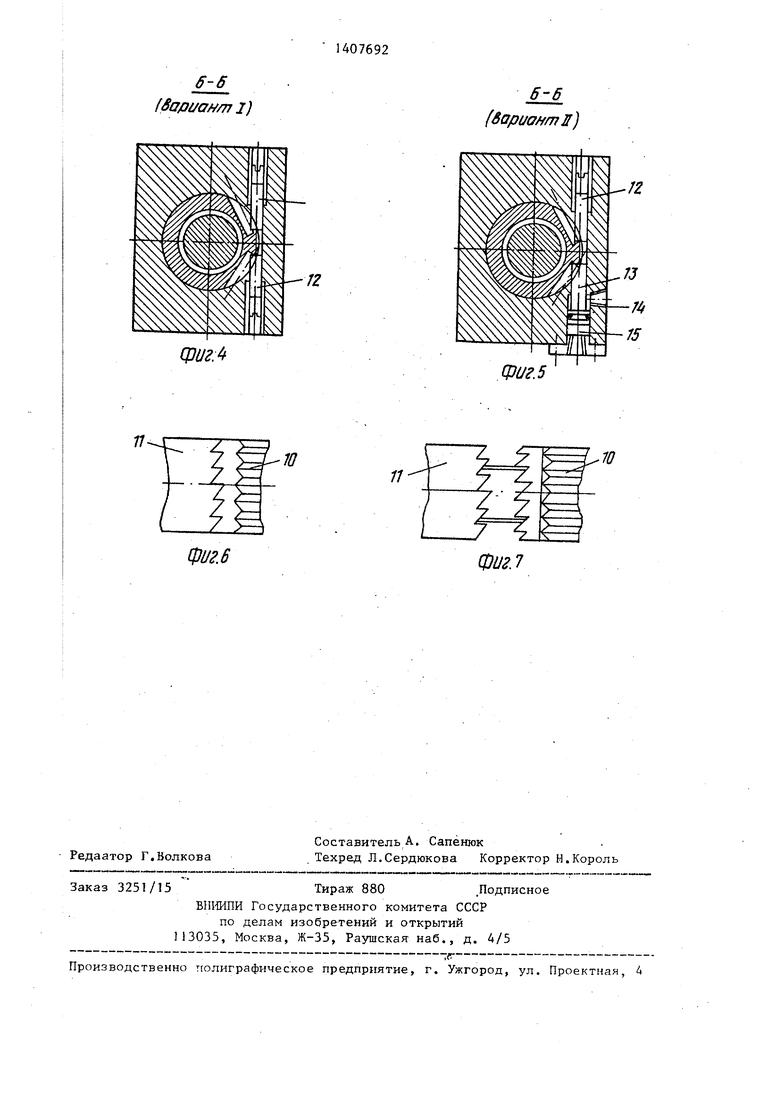
устройством для автоматической под- аладки резца, продольный разрез; на 1ИГ.2 - разрез А-А на фиг.1, в мо- ент касания шариками одной поверх- ости нарзгжных зубьев гайки; на J5 иг.З - .то же, в момент касания шари- ами обеих поверхностей наружных убьев гайки; на фиг.4 - разрез Б-Б ;а фиг.1, вариант 1; на фиг.5 - то е, вариант II; на фиг.6 - схема заимного расположения гайки и под- ятника в зацепленном положении; на иг.7 - то же, в расцепленном поло- ении.
Резцедержатель содержит корпус , на котором с помощью упругого элемента 2 закреплена державка 3 с рез- ,ом 4. В осевой расточке корпуса 1 ;монтирован поршень 5, который обра- ует рабочие полости 6 и 7. Поршень ,,,
имеет двусторонний шток 8, один ко- 1ец которого выполнен с клиновым шементом и опирается на срезанный тифт 9, установленный в-державке 3, второй конец выполнен с резьбовой астью, на которую навинчена гайка jo, имеющая одинаковое количество форцовых и наружных зубьев.
В корпусе установлен подпятник ii, имеющий ответные торцовые зубья, г ричем зубья на наружной поверхности 1 айки в поперечном сечении имеют г рофиль равнобедренного треугольника, II торцовые зубья на гайке и подпятни- Яе - храповидный профиль.
Подпятник 11 установлен с возмож- цостью поворота, ориентируется в уг- xioBOM положении или при помощи двух Йинтовых упоров 12 (фиг.4, вариант 1), 14ли при помощи одного винтового упо- pia 12 и плунжера 13, который образу ejT две полости 14 и 15 (фиг.5, ва- р|иант II). В корпусе также смонтирова- ь|ы два шарика 16, которые с помощью п|ружин 17 поджаты к наружным зубьям гайки 10.5
Подпятник установлен с угловым сме- ш;ением относительно шариков, исходя ий условия взаимодействия шариков с
35
40
45
.- 50
бо в по ми з-у
ля на пя ем бо га со ко зу
об
ра 6, ку зу дя ще 16 те ка на Пр то зу
в шт ни зу то фи Пр 10 пе ре ву ср по с
на
из мо ла
сл
ло
0
5
Q
5
,,
5
0
5
0
боковой поверхностью наружных зубьев в .зоне их верщины - в зацепленном положении торцовых зубьев и с боковыми поверхностями рядом расположенных з-убьев - в расцепленном положении.
В рабочем положении резцедержателя (фиг.1) торцо.вые зубья гайки 10 находятся в зацеплении с зубьями подпятника 11, а шарики 16 под действием пружин 17 находятся в контакте с боковой поверхностью наружных зубьев гайки 10 в зоне их вершины (фиг.2), создавая крутящий момент на гайке, которая удерживается от поворота зубьями подпятника 11 (фиг.б).
Резцедержатель работает следующим образом.
Для осуществления подналадки резца , рабочая жидкость подается в полость 6, перемещая поршень 5, шток 8 и гайку 10 в осевом направлении. Торцовые зубья гайки 10 и подпятника 11 выходят из зацепления и, благодаря крутящему моменту, создаваемому шариками 16, гайка 10 поворачивается относительно резьбового конца штока 8 до касания шариками обеих поверхностей наружных зубьев, гайки 10 (фиг.З). При этом происходит угловое смещение торцовых зубьев гайки 10 относительно зубьев подпятника 11 (фиг.7).
Затем рабочая жидкость подается в полость 7, перемещая поршень 5, шток 8 и гайку 10 в осевом направлении в обратную сторону. Торцовые зубья гайки 10 входят в контакт с торцовыми зубьями подпятника 11, зафиксированного от углового смещения. Происходит дальнейший поворот гайки 10, а шток 8, получая дополнительное перемещение на величину t:z (t - шаг резьбы, Z - число зубьев), воздействует скосом клинового элемента на срезанный штифт 9 и производит дополнительное перемещение державки 3 с резцом 4.
При необходимости повторной, под- наладки цикл повторяется.
В том случае, если необходимо произвести отскок резца 4 от обрабатываемой поверхности, не совершая подна- ладку, угловую фиксацию подпятника 11 осуществляют по варианту II (фиг.5).
В этом случае работа производится следующим образом.
Рабочая жидкость подается в полость 14, плунжер 13 расфиксирует
подпятник II от углово1 о смещения, затем рабочая жидкость подается в полость 6, происходит линейное перемещение поршня 5, штока 8 и гайки 10. Скос клинового элемента скользит по штифту 9 и упругий элемент 2 отводит державку 3 с резцом 4 от обрабатываемой поверхности. Благодаря тому, что подпятник 1 1 расфиксирован в угло вом положении, не происходит взаимного углового смещения гайки 10 относительно резьбового конца штока 8 и подналадка не происходит.
Для возобновления подналадки ра- бочая жидкость подается в полость 15. Плунжер 13, перемещаясь, производит угловую фиксацию подпятника.
Формула изобретения
I.Резцедержатель к токарным станкам с устройством для автоматической подналадки, содержащий корпус, связанную с корпусом через упругий эле- мент державку с резцом., установленный в осевом отверстии корпуса поршень с двусторонним штоком, клиновый элемент, предназначенный для взаимодействия с упругим элементом, и винто- вую пару, предназначенную для осевого перемещения клинового элемента, отличаю щ.и и с я тем, что, с упрощения конструкции и повышения надежности работы, клиновой элемент выполнен за одно целое с од
j
0
5 д
ной стороной штока поршня, а гайка винтовой пары выполнена с торцовыми зубьями храповидного профиля и наружными зубьями, имеющими профиль равнобедренного треугольника, и установлена на выполненной на другой стороне штока поршня резьбе с возможностью взаимодействия торцовыми зубьями с ответными торцовыми зубьями, выполненными на введенном в резцедержатель подпятнике, а наружными зубьями - с возможностью взаимодействия с введенными в резцедержатель и установленньми в выполненных в корпусе радиальных отверстиях подпружиненными шариками, при этом подпятник установлен в корпусе фиксированно от осевого перемещения и с возможностью поворота и фиксации из условия обеспечения его углового смещения относительно шариков и возможности взаимодействия каждого шарика с боковой поверхностью наружного зуба в зоне его вершины при зацепленном положении торцовых зубьев и с боковыми поверхностями рядом расположенных зубьев - при расцепленном положении торцовых зубьев.
2.Резцедержатель по п.I, о т л и - чающийся тем, что средства поворота и фиксации подпятника выполнены в виде винтового упора и плунжера, установленных в корпусе с возможностью взаимодействия с выполненными на подпятнике упорными поверхностями.

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи РЕзцА | 1978 |
|
SU808212A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| Устройство для автоподналадкииНСТРуМЕНТА | 1979 |
|
SU806369A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Резцедержатель | 1986 |
|
SU1399001A1 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |
Изобретение относится к станкостроению и может быть использовано на токарных станках. Целью изобретения является упрощение конструкции и повышение надежности в работе. Для осуществления подналадки резца рабочая жидкость подается в полость 6, перемещая поршень 5 в осевом направлении. Торцовые зубья гайки 10 и подпятника II выходят из зацепления. Гайка 10 благодаря крутящему моменту, создаваемому шариками 16, поворачивается. Происходит смещение зубьев гайки относительно зубьев подпятника. 11. Затем рабочая жидкость подается в полость 7, перемещая поршень в обратном направлении. При взаимодействии зубьев гайки с зубьями подпятника 11 происходит поворот гайки 10, шток 8 получает дополнительное перемещение на величину ttz, где t - щаг резьбы; Z - число зубьев на гайке и подпятнике. Воздействие скоса клинового элемента на срезанный щтифт 9 приводит к дополнительному перемещению державки 3 с резцом 4. При необходимости повторной подналадки цикл повторяется. 1 з.п. ф-лы, 7 ил. и сл
А-А
Фиг. 2
А-А
Фиг. 5
6-6
fSaflt/ofi/n 1)
цзигА
фиг. 6
6-6
(барионтП
фиг. 5
фиг л
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU952453A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
