7J
Vl
чЗ
4;:
;о
75
ISJ
фиг.
Изобретение относится к машинострое- нЬ1Ю, а именно к оснастке для металло- рЬжущих станков и является усовершенство- в анием изобретения по авт. св. № 626932.
Цель изобретения - повышение точности базирования в осевом горизонтальном поло- ж1ении.
На фиг. 1 показано устройство для за- деталей, общий вид; на фиг. 2 - разрез
п;
ж
ПС
А на фиг. 1; на фиг. 3 - разрез Б-Б на г. 1.
Устройство для зажима деталей состоит основания 1, на котором установлены две ры зажимных элементов, каждая из кото- piiix выполнена в виде рычагов 2, располо- енных на общей оси 3 щтока 4 гидроцилинд- 5, концы которых снабжены роликами 6, змещенными с возможностью взаимодей- вия с рабочими поверхностями 7 и 8 приз- ,1 9 и деталью 10. Горизонтальная опорная верхность устройства выполнена в виде ДЕ|УХ валиков 11 со ступенчатыми вырезами, аимодействующими посредством штока 12 толкателем 13, досылающим деталь до уг:ора 14, закрепленного жестко на другом кс нце основания 1, а также с качающимся гидроцилиндром 15, осуществляющим пово- т валиков.
Устройство работает следующим образом.
Деталь устанавливается на валики 11, находящиеся в верхнем положении, и ориентируется горизонтально (положение показанс
основной линией).
При перемещении поршня гидроцилиндра I5J вправо перемещается щток 12 и валики
0
, 0
5
0
поворачиваются срезанной частью вверх, в результате чего деталь плавно опускается на опорные поверхности призмы 9. Под действием собственного веса деталь центрируется в приз.мах.
Устройство снабжено механизмом блокирования, включающим гидроцилиндры 5 только после того, как толкатель 13 дошлет деталь 10 до упора 14.
При движении щтоков 4 гидроцилиндров 5 вниз ролики 6 цилиндрическими поверхностями, синхронно скользя по поверхности 7 и 8 призмы, сближаются, а так как линии контакта роликов 6 с базовыми шейками вала расположены выше оси вала, то усилие силового гидроцилиндра 5 через шток 4, рычаги 2 и ролики 6 передается обрабатываемой детали, осуществляя ее зажим.
Такое конструктивное выполнение устройства для зажима деталей позволяет улучшить базирование в осевом горизонтальном направлении, что расщиряет технологические возможности использования устройства.
Формула изобретения
Устройство для зажима деталей по авт. св. № 626932, от.шчающееся тем, что, с целью повышения точности базирования в осевом горизонта,1ьно.м направлении, оно снабжено дополнительным приводом с расположенными на его штоке толкателем и базирующими валика.ми, а также закрепленны.м на основании оппозитно толкателю упором, при на поверхности каждого базирующего валика выполнены ступенчатые вырезы.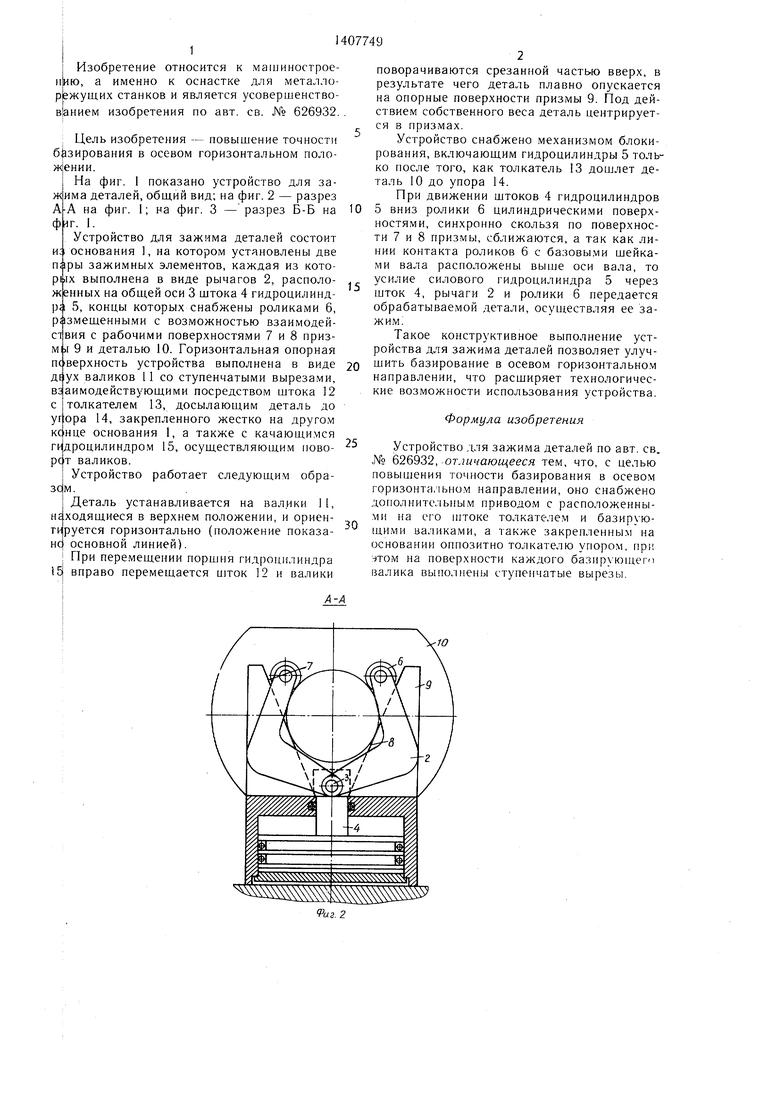
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для расточки отверстия под палец в поршнях | 1973 |
|
SU452440A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| АВТОМАТ ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИК-ВТУЛКА | 1973 |
|
SU382496A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1965 |
|
SU168614A1 |

Изобретение относится к машиностроению, а именно к оснастке для металлорежущих станков. Цель изобретения - повышение точности базирования в осевом горизонтальном направлении. Устройство содержит основание 1 с базируюш.ей горизонтальной плоскостью и опорными плоскостями, каждая из которых выполнена в виде рычагов, расположенных на общей оси штока 4 гидроцилиндра 5. Концы рычагов снабжены роликами, размен енными с возможностью взаимодействия с рабочими поверхностями призмы и деталью 10. Горизонтальная опорная поверхность выполнена в виде двух валиков 11 со ступенчатыми вырезами, взаимодействующими посредство.м щтока 12 с толкателем 13 и упором 14. При перемещении поршня гидроцилиндра 15 вправо перемещается шток 12 и связанные с ним валики поворачиваются срезанной частью вверх, деталь плавно опускается на опорные поверхности призмы и под действием собственного веса центрируется в призмах. После того как толкатель 13 дошлет деталь до упора 14, включаются гидроцилиндры 5. Усилие силового гидроцилиндра 5 через шток 4, рычаги и ролики передается обрабатываемой детали, осуществляя ее окончательный зажим. 3 ил. « (Л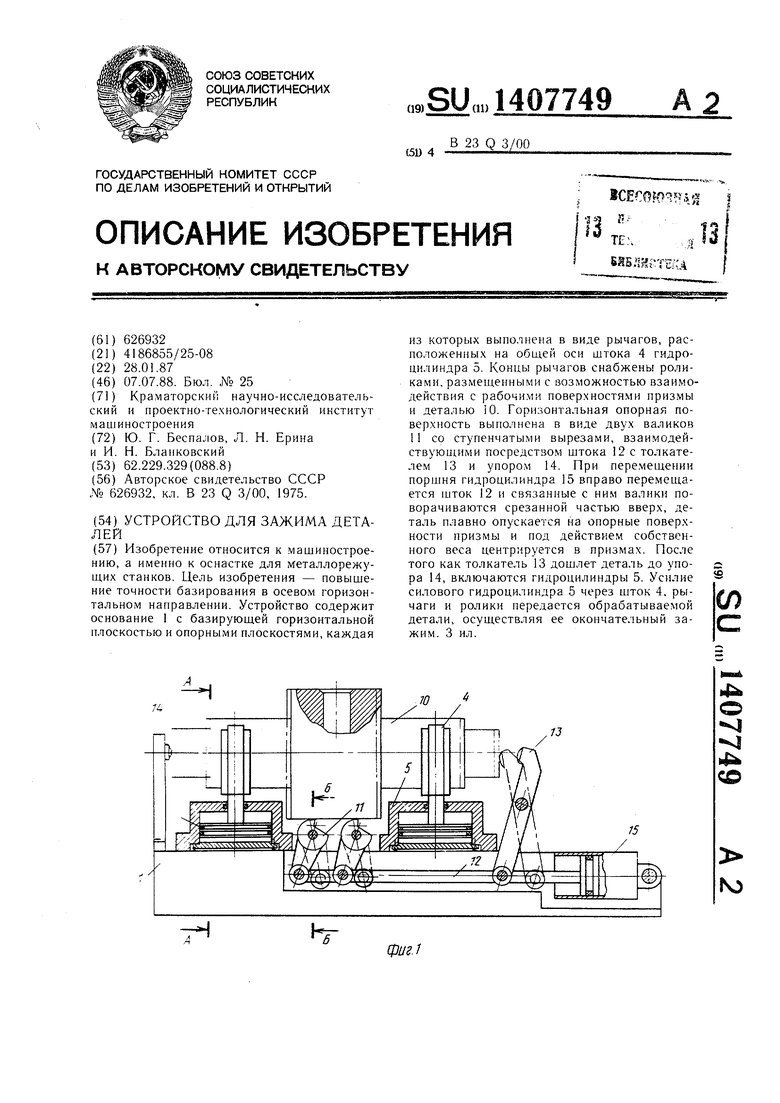
Риг.2
10
иг.З
6-5
| Устройство для зажима деталей | 1975 |
|
SU626932A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
