Изобретение относится к станкостроению, а именно к оснастке для металлорежущих станков.
Известно устройство для зажима деталей, выполненное в виде основания с опор ными плоскостями, на котором размешены цве пары зажимных элементов, каждая вз которых выполнена в ввще рычагов, шейных на общей оси штока поршня, конпы которых опираются на фасонную планKy lj..
Однако это устройство не обеспечивает достаточной точности обработки.
Цель изобретения - повышение точно- сти обработки.
Указанная цель достигается тем, что в предлагйемом устройстве фасонная планка выполнена в виде призмы, а концы рычагов снабжены роликами, размешенными с возможностью взаимодействия с рабочими поверхностями призмы и деталью.
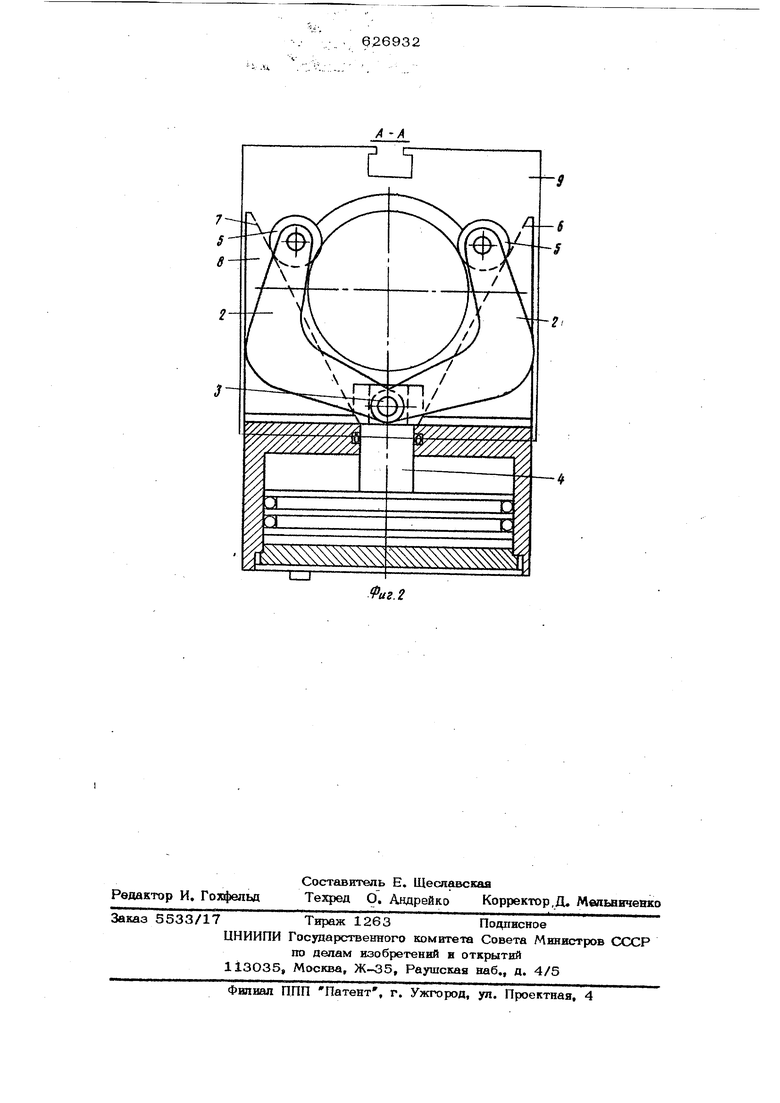
На фиг. 1 изображено описываемое устройство в раз|)езе; на фиг. 2 - разрез А-А фиг. 1.
Основание 1 устройства выполнено из двух элементов с опорными плоскостями, на основании размещены две пары зажимных элементов, каждая из которых выполнена в виде рычагов 2, расположенных на обшей оси 3 штока 4 поршня, концы которых снабжены роликами 5,, размешенными с возможностью взаимодействия с рабочими поверхностями 6 и 7 призмы 8 и деталыонвалом 9.
Работает устройство следуюшим образом.
При верхнем положении поршней обе пары рычагов 2 находятся в раскрытом состоянии и расстояние между рычагами больше диаметра базовой шейки обрабатываемой детали- ала 9. Деталь устанавливается на рычаги 2, штоки 4 поршней опускаются вместе с рычагами 2 и деталью 9. Деталь устанавливается на опорные плоскости, ориентируется горизонтально и останавливается.
При дальнейшем движении штоков 4 вниз между рычагами 2 и шейками вала 9 возникает зазор, а ролики 5, ци индрнческими поверхностями, cHHxpoirao скользя по поверхностям 6 и 7 призмы, сближаются, осуществляя центрирование вала в вертикальной плоскости. Так как линии контакта роликов 5 с базовыми шейками вала расположены выше оси вала, то усилие силового цготиндра через шток 4, рычаги 2 и ролики 5 передается обрабатываемому валу и замыкается на базирующей горизон-п тальной плоскости, осуществляя зажим детали. Разжим детали происходит в обратном порядке. Формула изобретения Устройство для зажима деталей, выполненное в виде основания с опорными плоскостями, на котором размещены две пары зажимных элементов, каждая из которых выполнена в ввде рычагов, размещенных на общей оси штока поршня, кониьт которых опираются на фасонную планку, отличающееся тем, что t с целью повьппения точности обработки, фасо1шая планка выполнена в виде призмы, а концы рычагов снабжены рюл1псами, размещенными с возмоншостью взаимодействия с рабочими поверхностями призмы и деталью. Источники информации, принятые во внимание при экспертизе: 1, Кузнецов Ю. И. Станочные приспособления с гидравлическими приводами. М., Машиностроение, 1974, с. 105, рис, 43в,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1987 |
|
SU1407749A2 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Устройство для зажима и поштучной выдачи деталей | 1990 |
|
SU1808604A1 |
| Многошпиндельный станок | 1983 |
|
SU1155373A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
| Устройство для зажима деталей | 1986 |
|
SU1399051A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |