29
1Ч
Ал/
Изобретение относится к обработке древесины, в частности ленточным шлифованием, и является усовершенствованием устройства по авт.ев, № 1348176.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения его переналадки.
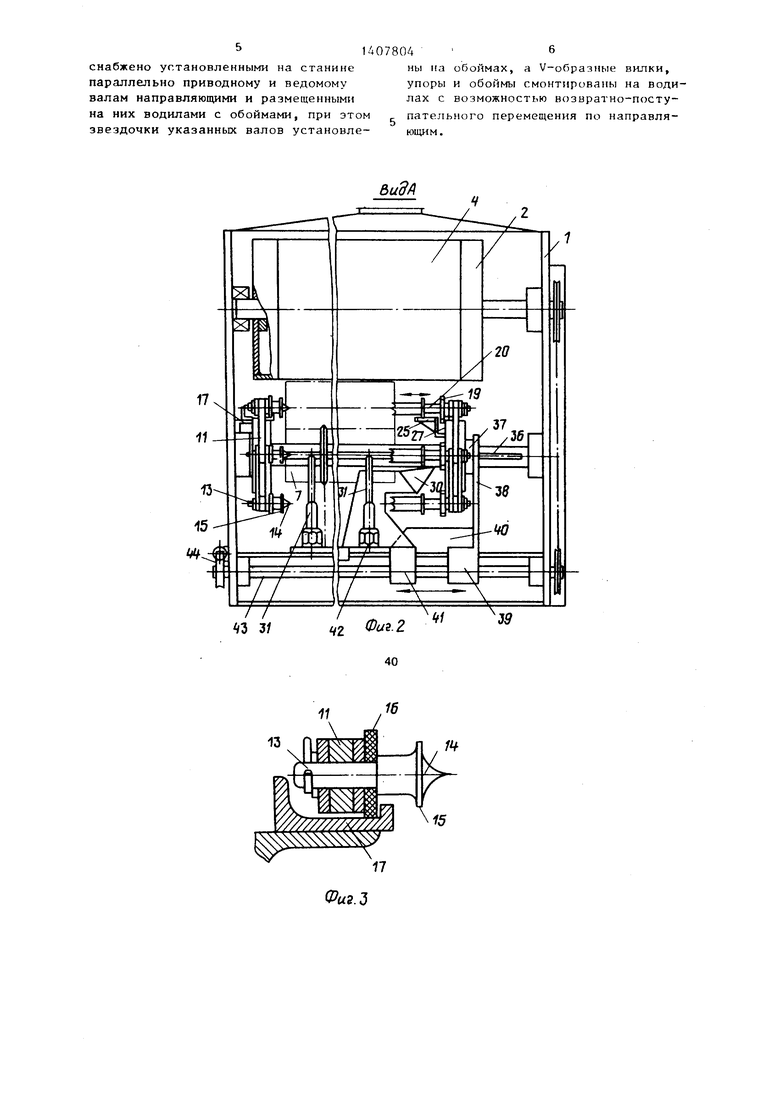
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - пластинчатая цепь, разрез По оси соединения звеньев и желобообразной направляющей; на фиг. 4 - вторая пластинчатая цепь, разрез По оси соединения звеньев и направляющей зубчатой рейки в контакте с шестерней; на фиг. 5 - разрез Б-Б на фиг. 4 - на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - вид Г на фиг. 4; на фиг. 8 - Г-образный (упор) замок; на фиг. 9 - разрез Д-Д на фиг. 8.
Устройство содержит станину 1, к корпусу которой прикреплены приводной 2 и ведомый 3 шкивы с натянутой на них шлифовальной лентой 4, а также утюжок 5 с механизмом 6 регулирования прижима ленты 4 к обрабатываемым изделиям 7 и механизм осцилляции (не показан). Кроме этого, к корпусу стаНИНЫ 1 закреплены приводной 8 и ведомый 9 валы, на которых установлены по две звездочки 10 с натянутыми на них пластинчатыми первой 11 и второй 12 цепями. Каждое звено цепи 11 соединено осью 13 с конусом 14 на одном конце и буртиком 15 у основания конуса 14, служашим для ограничения внедрения конуса 6 изделие 7 и колесиком (роликом) 16, касающимся по желобообразной направляющей 17, закреплен- нбй при помощи кронштейна к корпусу станины 1. Каждое звено второй цепи 12 соединено осью 18, при этом оси 13 и 18 цепей 11 и 12 находятся на одной осевой линии и двигаются синхронно. На каждой оси 18 вращается шестерня 19, снабженная втулкой 20 квадратного сечения, по которой скользит подпруяси ненная гильза 21, снабженная заостренными зубцами 22 на одном конце, посередине - внутренней перегородкой 23 с круглым отверстием для прохождения оси 18 и дном с квадратным отверстием для прохождения втулки 20. Кроме этого, второй конец гильзы 21 снабжен буртиком 24, который контактирует с косынкой (упором) 25, закреп0
0
5
0
5
0
5
0
5
ленной посредством треугольников к одному из бортов 26, направляющей зубчатой рейки 27, контактирующей с шестерней 19 и закрепленной посредством кронштейнов к корпусу станины 1. Со стороны загрузки в автомат изделий 7 на основании 28 корпуса станины 1 у цепи 12 закреплен Г-образный затвор (упор) 29, рабочей кромкой 30 контактирующий с буртиком 24 гильз 21, а также две V-образные центрирующие вилки 31 для фиксации изделий 7, снабженные устройством вертикальной регулировки. Движение шкивов 2 и 3 шлифовальной ленты 4 осуществляется электродвигателем 32, а пластинчатых цепей 11 и 12 конвейера - электродвигателем 33 через редуктор 34. Отшлифованное изделие 7 освобождается от зажима гильзой 21 и конусом 14 посредством косынки 25, которая, войдя в зацепление с буртиком 24, отводит гильзу 21 в противоположную сторону конуса 14, после чего деталь скатывается по наклонной направляющей 35.
Для изменения расстояния между конусом 14 и зубцами 22 звездочки 10 установлены с возможностью осевого перемещения на валах 8 и 9, снабженных закрепленными шпонками 36, при этом ступицы этих звездочек свободно вращаются в обоймах 37, с которымы они связаны и которые расположены со стороны станины 1 на верхней части водил 38, Нижняя часть каждого водила 38 снабжена хомутообразным ползуном 39, связанным перемычкой 40 с хомутообразным ползуном 41, которым снабжена платформа 42 и на которой закреплены Г-образный затвор 29 и V-об- разная центрирующая вилка 31.
Хомутообразные ползуны 39 и 41 навинчены на направляющие 43, снабженные резьбой.
Синхронное перемещение звездочек 10 и с ними пластинчатой цепи 12 обеспечивает механизм 44, снабженный червячной передачей, приводимой в действие индивидуальным реверсивным приводом„
Устройство работает следующим образом.
В соответствии с определенным диаметром шлифуемых изделий 7 устанавливают на соответствующей высоте V-образные центрирующие вилки 31.
Изделия 7, поступая из загрузочного магазина или транспортера (не показан) , с выравненными концами со стороны конуса 1А (подаваемые, в крайне случае, вручную) поочередно скатываются на центрирую1цие вилки 31. После включения электродвигателя 33 через редуктор 34 осуществляется вращение вала 8, который посредством звездочек 10 вращает пластинчатые цепи 11 и 12. Одновременно включают электродвигатель 32, который приводит в движение шкивы 2 и 3, а с ними шлифовальную ленту 4, перемещаемую в поперечном направлении осциллирующим механизмом (не показан) и движущуюся против движения цепей 11 и 12, где цепь 12 у вилок 31 движется снизу вверх, при этом буртик 24, войдя в зацепление с рабочей кромкой 30 Г-образного затвора 29, отодвигает гильзу 21 в сторону от кднуса 14. При дальнейшем движении цепей 11 и 12 по звездочкам 10 буртик 24 выходит из зацепления с рабочей кромг кой 30, и гильза 21 под действием пружины, упирающейся одним концом в торец втулки 20, а другим в перегородку 23, мгновенно вбивает зубцы 22 в центр одного конца изделия 7, сдвигая его к конусу 14, накалывая центром второго конца изделия 7 на вершину конуса 14, не останавливая движения цепей 11 и 12. Дальнейшее продвижение цепей 11 и 12 накатывает колесико 16, установленное на оси 13 на желобообразную направляющую 17, а шестерню 19, установленную на оси 18, на зубчатую рейку 27, по которым они, т.е. колесико 16 и шестерня 19 и последующие за ними колесики и шестерни катятся до ведомого вала 9, так как направляющая 17 и рейка 27 выполнены от вала 8 до вала 9. Шестерня 19, войдя в зацепление с рейкой 27, вращается вокруг оси 18, одновременно передвигаясь вперед и вращая втулку 20, которая, вследствие своего квадратного сечения, вращает гильзу 21, а та, в свою очередь, вращает наколонное на зубцы 22 изделие 7, второй конец которого свободно вращается на острие конуса 14. Осевое . смещение цепей 11.и 12, а с ними конусов 14 и гильз 21 исключает желобообра ная направляющая 17 и борта 26 зубчатой рейки 27, что обеспечивает надежное зацепление деталей, исключающее
выпадение последних с конусов 14 и гильз 21. Кроме того, направляющая 17 и рейка 27 обеспечивают нахождение горизонтальных осевых линий изделий 7 на одном и постоянном уровне относительно щд ифовальной ленты 4, прижимаемой утюжком 5, что обеспечивает точное цилиндрическое формирование всех изделий 7 заданного диаметра, исключая разноразмерность их диаметров. Точность размера диаметров шлифуемых изделий 7 задается механизмом 6 регулирования вертикального положения уткяска 5, а отклонение размеров деталей по длине компенсируется ходом подпружиненной гильзы 21.
При необходимости шлифования изделий иной длины механизмом 44, поворачиваемым реверсивным двигателем, придают вращение направляющим 43, которые своей резьбой перемещают хо- мутообразные ползуны 39 и 41, а те, в свою очередь, водила 38 и платформы 42. Так как водила 38 связаны с обоймами 37 звездочек 10, ползуны 39 и 41 осуществляют синхронное перемещение последних вместе с пластинчатой цепью 12, а также платформ 42 вместе
с V-образными центрирующими вилками 31 и Г-образными затворами 29 на заданное расстояние, соответствующее длине пшифуемых изделий.
Над валом 9 к внутреннему борту
26 рейки 27 закреплена косынка 25, которая, контактируя с буртиком 24 гильзы 21, отводит последнюю в сторону, противоположную конусу 14, освобождая тем самьпч изделие 7 от осевого зажима, которое, опустившись на наклонную направляющую 35, скатывается в приемный бункер или транспортер (не показан). Так как цепи 11 и 12 бесконечны, освободившиеся от
изделий звенья становятся холостыми ветвями, следующими на повторный прием деталей к шлифованию. Окончание работы автомата осуществляется выключением электродвигателей 32 и 33 после выхода из устройство последнего изделия.
Формула изобретения
Устройство для обработки деревянных изделий по авт.св. № 1348176, отличающееся тем, что, с целью расширения технологических возможностей, устройство дополнительно
снабжено установленными на станине параллельно приводному и ведомому валам направляющими и размещенными на них водилами с обоймами, при этом звездочки указанных валов установле407804 6
ны на обоймах, а V-образные вилки, упоры и обоймы смонтированы на води- лах с возможностью возвратно-поступательного перемещения по направляющим.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деревянных изделий | 1987 |
|
SU1458176A2 |
| Устройство для обработки деревянных изделий | 1986 |
|
SU1348176A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Роторная машина | 1989 |
|
SU1692820A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Транспортный ротор | 1988 |
|
SU1546369A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Установка для изготовления петель на концах канатов | 1973 |
|
SU524876A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |



Изобретение относится к области обработки древесины, в частности, ленточным шлифованием. Цель изобретения - расширение технологических возможностей устройства путем обеспечения переналадки устройства. Обрабатываемые изделия 7 устанавливают на соответствующей высоте, определяемой положением V-образных центрирующих вилок 31. При необходимости обработки изделий иной длины сообщают вращение резьбовым направляющим 43, по которым перемещаются хомутообраз ные ползуны 39 и 41, несущие водила 38и платформы 42.Так как водила 38 связаны с обоймами звездочек 10,то ползуны 39и 41 осуществляют синхронное перемещение последних вместе с пластинчатой цепью 12, а также платформ 42 вместе с V-образными центрирующими вилками 31 и Г-образными затворами (упорами) 29 на заданное расстояние, соответствующее длине шлифуемых изделий. 9 ил. г (Л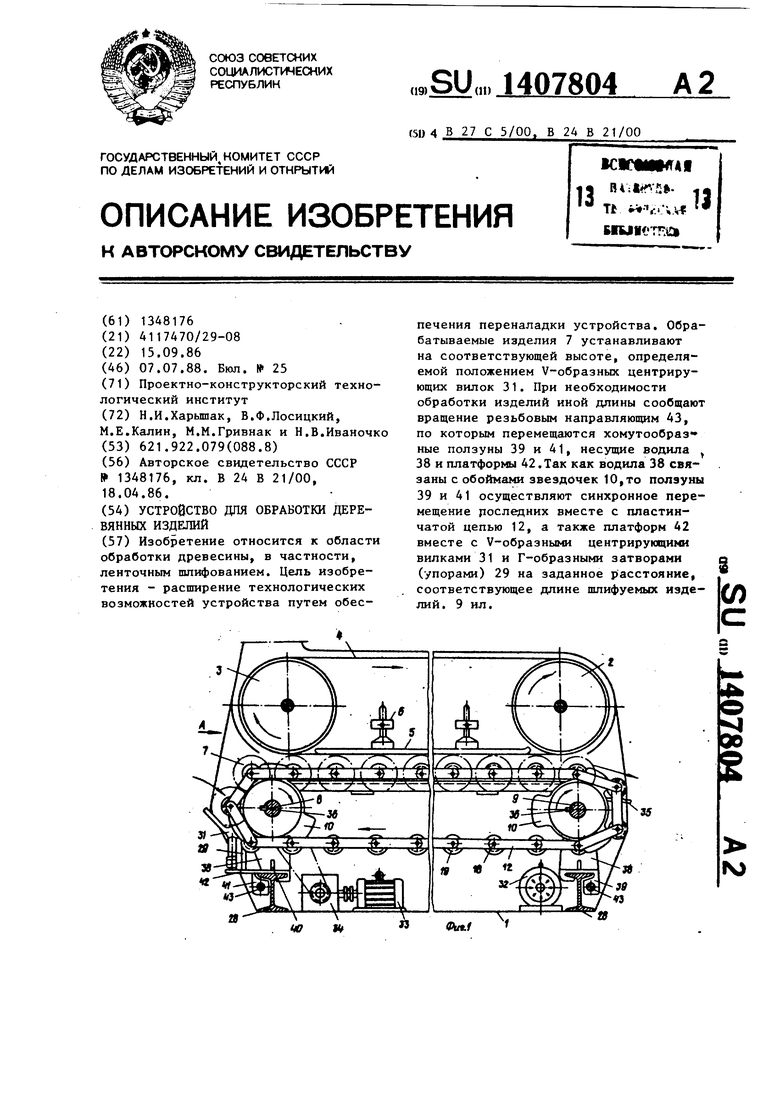
Z7«2.J
t5
фиг. 5
2 20
18
(JJUZ.S
фиг л
30
фиг. в
30
Ц)и2.9
| Устройство для обработки деревянных изделий | 1986 |
|
SU1348176A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
