/-X
ч а
ел
И итбретение относится к п«р«ра- ботке полимерных изделий и может быт использовано для изготовления бесконечных зубчлтых ремнейо
Цель изобретения - повьпиение качества изделий за счет сообщения формующей полости с атмосферой только при достижении заданного давления формования.
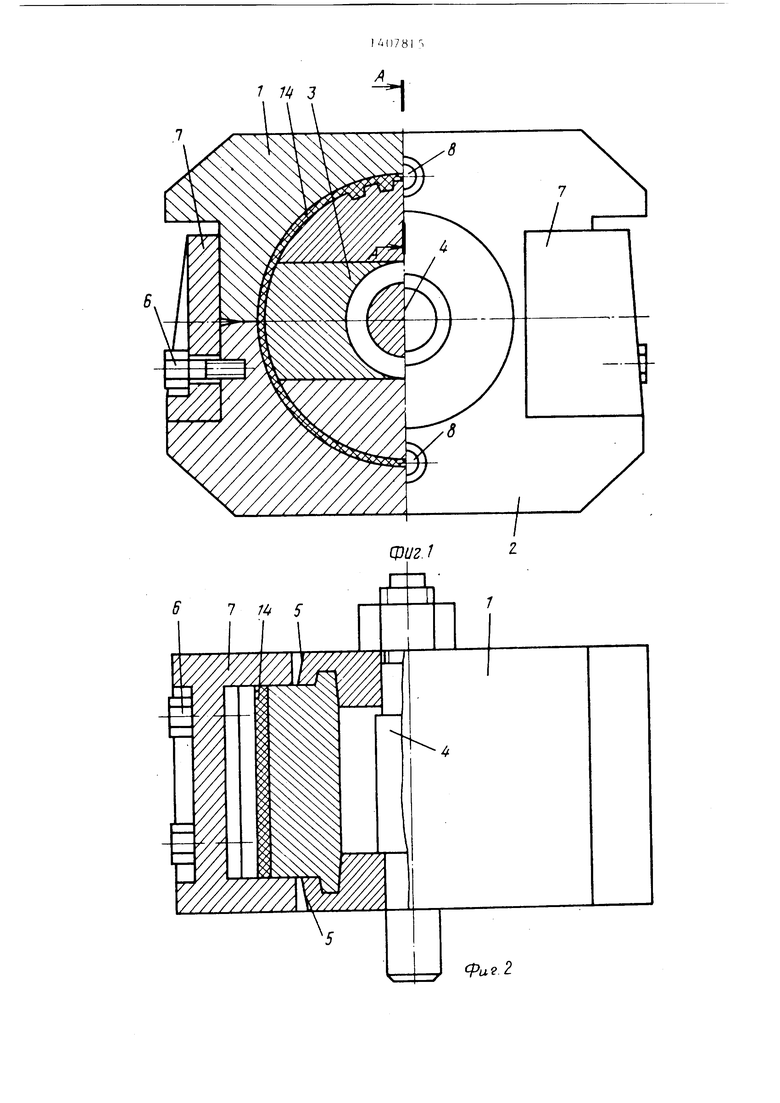
На фиг.1 изображена предлагаемая пресс-форма для изготовления кольцевых резиновых издeлийJ на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. на фиг.4 - разрез Б-Б на фиг.З.
Пресс-форма содержит формообразующие элементы в виде полуформ 1 и 2 и концентрично им расположенный дорн 3 с центральным стержнем 4 и центри- рующими конусами 5. На нижней полуформе 2 с помощью болтов 6 симметрично закреплены П-образные центрирующие элементы 7. В формообразующих элементах вьшолнены отверстия 8 для выхода излишков материала, соединяющие формующую полость с атмосферой и максимально удаленные от плоскости разъема полуформ и 2. В каждом отверстии 8 установлен плунжер 9, под- пружиненньш в аксиальном направлении относительно формообразующих элементов посредством упругого элемента 10 Плунжеры имеют сквозной перепускной канал 11. Для регулирования давления открывания отверстия имеются регулировочные винты 12. Отверстия 8 соединены с формующей полостью через каналы 13.
Пресс-форма работает следующим образом.
На дорне 3 собирают трубчатую заготовку 14 изделия. Затем дорн 3с заготовкой 14 устанавливается в нижнюю полуформу 2. После этого устанавливается верхняя полуформа I с центрированием по внутренней поверхности П-образных центрирующих элементов 7. Дальнейшее перемещение полуформы 1 осуществляется с помощью плит вулка- низационного пресса, при этом дорн 3 опускается вмес;те с верхней полуформой. По мере сближения полуформ 1 и
с
0
5
0 5 0
0
0
2 данление н формующей полости пресс- формы возрастает, а полимерный материал за1Ч)товки растекается по фор- м ющей полости, заполняя нее углубления профильной наружной поверхности дорна 3. При достижении заданного давления формования материал через каналы 13 воздействует на плунжеры 9 и перемещает их вправо (фиг.З, пунктир), , преодолевая усилие упругих элементов 10. При этом формующая . полость пресс-формы сообщается с атмосферой и излишки материала выходят из нее наружу через каналы 13 и перепускные каналы 1,1 плунжеров. При достижении полного контакта центрирующих конусов 5 дорна 3 с посадочными поверхностями полуформ 1 и 2 объем формующей полости стабилизируется и вытеснение из нее материала прекращается. Плунжеры 9 под действием упругих элементов 10 возвращаются в первоначальное положение, перекрывая отверстия 8. После окончания процесса вулканизации плиты пресса разводятся, снимается верхняя полуформа 1 и извлекается дорн 3 с готовым изделием, которое снимается с дорна после разборки последнего. Перед следующим циклом формования отверстия очищаются от остатков материала. При изменении состава материала для получения изделия надлежащего качества необходимо отрегулировать давление перемещения плунжеров 9 путем вращения регулировочных винтов 12.
Формула изобретения
Пресс-форма для изготовления кольцевых полимерных изделий, содержащая разъемные формообразующие элементы и отверстия для выхода излищков материала, соединяюп(ие формующую полость с атмосферой, отличающаяся тем, что, с целью повьппения качества изделий за счет сообщения формующей полости с атмосферной только при достижении заданного давления формования, в каждом отверстии установлен подпружиненный в аксиальном направлении относительно формообразующих элементов плунжер, имеющий сквозной перепускной канал.
7 7 J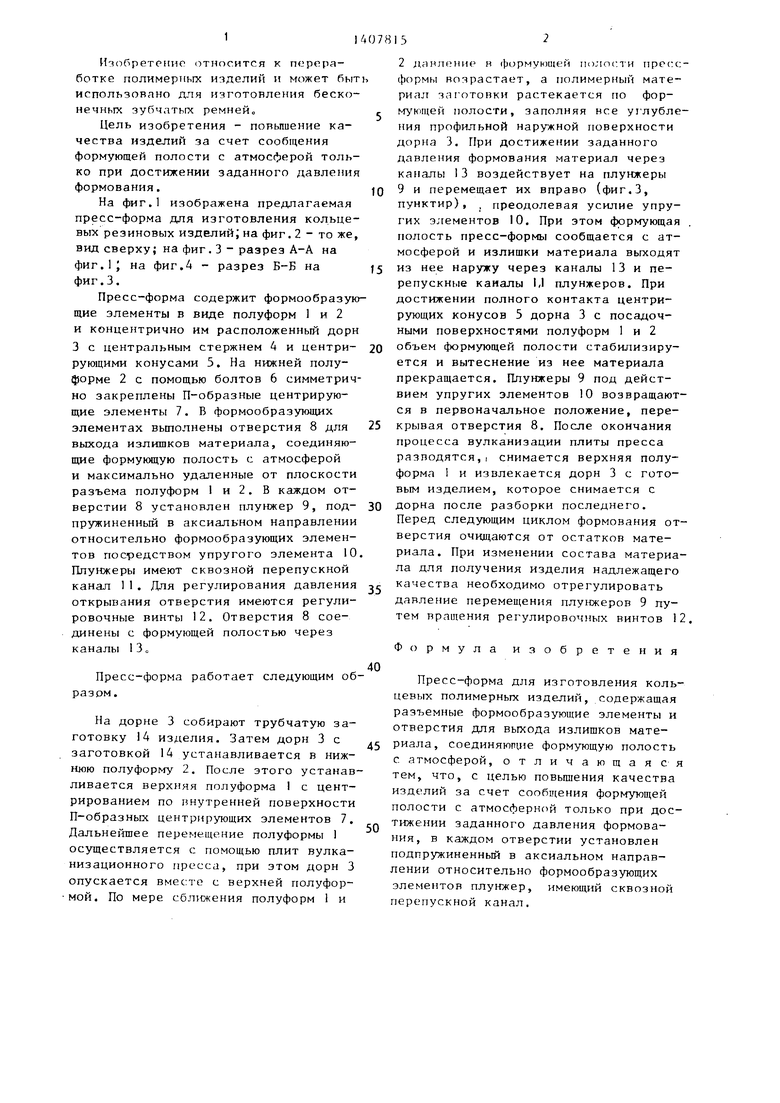
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| Пресс-форма для изготовления армированных полимерных изделий | 1990 |
|
SU1763216A1 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Экструзионная головка для формования изделий из полимерных материалов с продольными полостями | 1987 |
|
SU1502381A1 |
| Многоместная пресс-форма для изготовления резиновых изделий | 1977 |
|
SU1033357A1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
Изобретение относится к области переработки полимерных изделий и может быть использовано для изготовления бесконечных зубчатых ремней. Цель изобретения - повьшение качества изделий за счет сообщения формующей полости с атмосферой только при достижении заданного давления формования. Для этого в каждом отверстии 8 для выхода излишков материала из формующей полости установлен плунжер 9, подпружиненный в аксиальном направлении относительно формообразующих элементов посредством упругого элемента 10. Плунжер имеет сквозной перепускной канал 11. Дпя регулирования давления открывания о тверстия имеется регулировочный винт 12. При достижении в формующей полости заданного давления формования материал через каналы 13 воздействует на плунжер 9 и перемещает его вправо, прео,- долевая усилие упругих элементов 10. Формующая полость сообщается с атмосферой, и излишки материала выходят из нее через каналы 13 и 11 наружу. После окончания вытеснения излишков материала плунжер 9 упругим элементом 10 возвращается в исходное положение, перекрывая отверстие 8„ 4 ил. с (/ С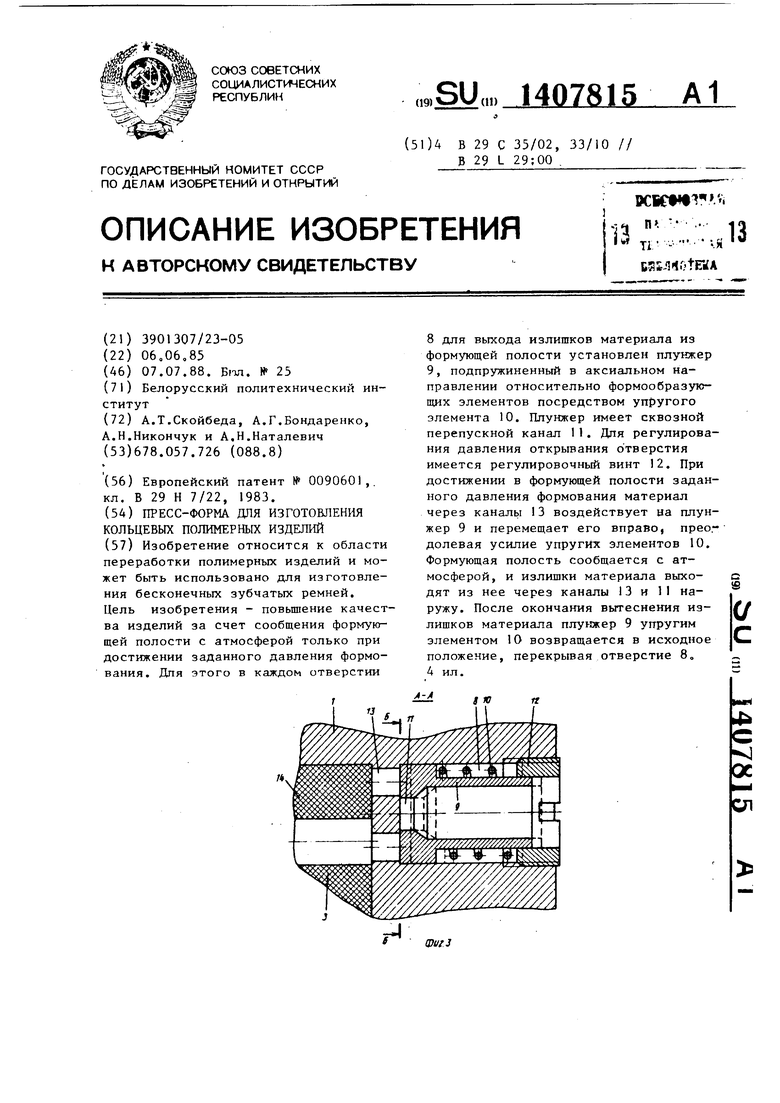
67 7 5
фиг.
| ПАНТОГРАФ | 1950 |
|
SU90601A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
