i
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| Способ изготовления полых цилиндрических двухслойных изделий и устройство для его осуществления | 1986 |
|
SU1294410A1 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| Способ производства труб и устройство для его осуществления | 1987 |
|
SU1437121A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Устройство для многоканального прессования полых заготовок | 1988 |
|
SU1636082A1 |

Изобретение, относится к обработке металлов давлением и может быть использовано при изготовлении бесшовных труб проталкиванием. Цель изобретения - сокращение расхода металла на донную обрезь. Инструмент для изготовления труб проталкиванием содержит калибр и ступенчатую оправку i утоненным передним концом. Образующая поверхность переднего конца оправки выполнена по кривой, параметры которой определя 1отся размерами ступеней оправки, калибра и зазора меязду ним1{. 1 ил., 1 табл.
00
ел
11А0
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления бесшовных труб, например, для крупногабаритн1 1х пароперегревателей в атомной энергетике, баллонов, стояков морского бурения.
Цель изобретения - сокращение расхода металла на донную обрезь.
На чертеже представлен инструмент.
Инструмент содержит калибр 1, имеющий диаметр D и оправу с утоненным передним концом 2 с криволинейной образующей, торцом 3, имеющим диаметр
f
и рабочей частью 4 диаметром d.
Образующая поверхность переднего утоненного конца оправки выполнена по кривой по длине, допускаемой зависимостью
к(1 - Ь
),
(1)
де L Т К длина утоненного переднего конца оправки с диаметром на торце
зазбр между калибром, имеющим диаметр D, и рабочей ступенью оправки, имеющей диаметр d;
коэффициент формы переднего конца
1
2 - - 2 02
(2
Для изготовления толстостенных гильз форма переднего конца оправки определяется
d.
де X dx текущее значение длины утоненного переднего конца оправки, начиная от ее торца,
.45
50
диаметр утоненного переднего конца оправки на расстоянии X от ее торца
величина зазора между калибром и рабочей ступенью оправ- ки
полная длина утоненного переднего конца оправки; диаметр рабочей ступени оп- , равки.
Для такой оправки коэффициент форы переднего конца оправки определен ыражением
Т L d f
(4)
D
где D - диаметр калибра.
Для проталкивания тонкостенных гильз оптимальной является форма переднего конца оправки, имеющая максимально допустимые значения диаметра в любом ее сечении, обеспечивающая использование полной несущей способности стенки гильзы, которая определена соотношением
d.
X
1
rI2 Y 2 - )
D
(5)
20
a коэффициент формы в этом случае определяется из соотношения
«2
-5г(з-|г)
г:1(Г:1ь
(6)
25
5
0
5
Оптимальная форма переднего конца оправки, обеспечивающая наиболее бла- , гоприятные условия как для донной части гильзы, так и для стенки, определена по длине от торца до
30 менение диаметра от d. до d
Iff, (изd2
d2
)
не от
от dt() доd) выражением
этом 1(.р к, L ; а длина
стка
НИЛ
(1),
ср Z
выражением (3), а на дли- L (изменение диаметра
ЦЬ
(5), при второго учаср b2U - К), где значе- определены из соотнощения
из соотношения (4), а
L - ICP L,(1 Ч
из соотношения (6).
В плоскости выхода из калибра донной части гильзы 5 ее стенка находится только под действием сдвигающих напряжений от сил, действующих на нее со стороны торца оправки калибра. В этом случае для ее деформации достаточно напряжений, равных половине предела текучести материала гильзы
По мере протяжки торец оправки удаляется от калибра и влияние сдвиговых напряжений на прочность стенки гильзы уменьшается, прекращаясь с овсем, когда это расстояние становится больше величины зазора между калибром и оправкой, так как угол между осью протяжки и направлением взаимодействия торца оправки и калибра становится меньше 45 - угла
314
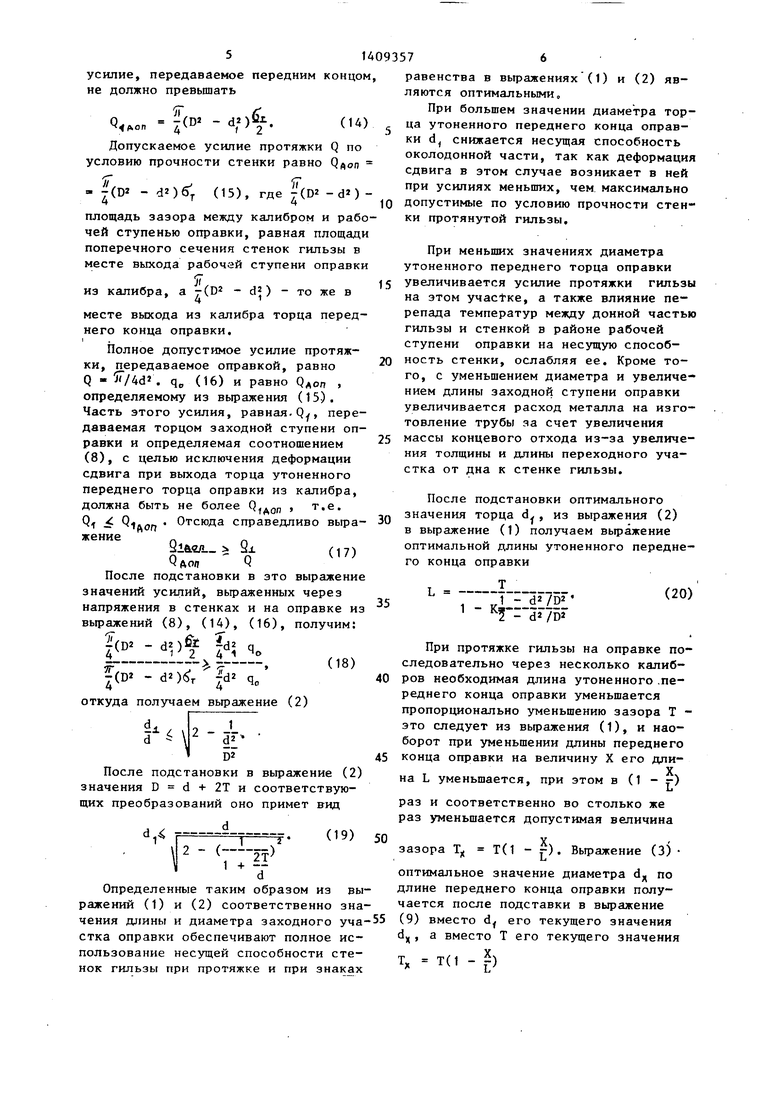
действия максимальных касательных напряжений, приводящих к деформации сдвига. Поэтому для исключения деформации стенки от напряжений, меньших предела текучести расстояние между силами, действуюп1ими на нее со стороны калибра и оправки в момент выхода рабочей ступени из калибра, должно быть не менее величины зазора между протяжным калибром и оправкой.
В момент выхода рабочей ступени оправки из калибра на стенку гильзы передается полное усилие проталкива
ния Q, которое является равнодейству-|5 реднего конца оправки; Up KL. Посющей усилий Q и р2. передаваемых торцом заходной передней ступени оправки (Q) и боковой поверхностью (Q2) в направлении проталкивания.
Сила Q приложена в месте располо-20 жения среднего диаметра переднего конца оправки, определяемого из вы. Jd + d
ражения dtp u- расположенного на расстоянии от торца оправ- ки.
Расстояние до места приложения равнодействующей Q от места приложения силы Q., т.е. от торца оправки, равно 1, а от места приложения силы 30 Q равно ) - Iq. Моменты сил Q, и Qj относительно места приложения их равнодействующей Q эквивалентны произведению зтих сил на расстояние до места приложения силы Q и равным меж-35 ду собой, откуда
Q, р(1ц, - IQ). (7-) Удельное напряжение на оправке q равно отношению полного усилия Q к площади поперечного сечения рабочей
ле подстановки значения Itj) « KL в выражение (11) для 1д имеем
кь(1 -1Ь
(12)
Так как с целью исключения влияния сдвигакщих напряжений на прочность стенки гильзы место приложения равнодействующей О должно находиться от рабочей ступени на расстоянии не менее величины зазора Т между калибдом и рабочей ступенью оправки, то длина заходной ступени L должна быть не менее 1в + Т, т.е. L5 IQ + Т, откуда
L - Ti KL (1 - jl).
(13)
40
Когда заходная ступень выполнена уступом без переходного участка к рабочей ступени, lf,f L , при этом заходная ступень должна иметь
d
максимальную длину L Т гг.
f
При вьтуклой форме переднего конца оправки место расположения среднего диаметра находится ближе к торцу 1ср «CO,5L. При этом длина заходной ступени всегда больше Т.
ступени оправки F 4Q
-d ,. т.е. Яо
При вьтуклой форме переднего конца оправки место расположения среднего диаметра находится ближе к торцу 1ср «CO,5L. При этом длина заходной ступени всегда больше Т.
Определенная по формуле (1) длина 45 утоненного переднего конца оправки
полностью исключает внеконтактную деформацию стенок гильзы в момент выхода рабочей ступени оправки из калибра при напряжениях в них меньше предела ность площадей поперечного сечения 50 текучести металла трубы б. рабочей ступени и торца оправки, равДля того чтобы исключить внеконтактную деформацию стенок гильзы в момент выхода из калибра торца перед- (8) 55 него конца оправки, напряжения в
стенках в этом месте не должны превы шать значения б. Следовательно,
rsgr Усилие Q| определяется как произведение q на площадь торца оп
r-d
равки равную -, а усилие Q определится как произведение q на раз//
ную -(d2 - dz), т.е. : Q, q.jdj, Q 4,f(d -df).
После подстановки значений Q, и О из выражений (8) и (9) в услоние равновесия (7) и соответствующих преобразований оно примет вид:
dflg . (d« - , - IQ). (10)
откуда ц « l,p (1 - ). (11)
В зависимости от формь( переднего конца оправки l, можвг принимать различные значения. Отношение К
1у -г- является показателем формы переднего конца оправки; Up KL. По
ле подстановки значения Itj) « KL в выражение (11) для 1д имеем
кь(1 -1Ь
(12)
Так как с целью исключения влияния сдвигакщих напряжений на прочность стенки гильзы место приложения равнодействующей О должно находиться от рабочей ступени на расстоянии не менее величины зазора Т между калибдом и рабочей ступенью оправки, то длина заходной ступени L должна быть не менее 1в + Т, т.е. L5 IQ + Т, откуда
L - Ti KL (1 - jl).
(13)
Когда заходная ступень выполнена уступом без переходного участка к рабочей ступени, lf,f L , при этом заходная ступень должна иметь
d
максимальную длину L Т гг.
f
При вьтуклой форме переднего конца оправки место расположения среднего диаметра находится ближе к торцу 1ср «CO,5L. При этом длина заходной ступени всегда больше Т.
усилие, передаваемое передним концом, не должно превьппать
f(D« .
(14)
Допускаемое усилие протяжки Q по условию прочности стенки равно
(-
- |(D2 - (15), где (D2-dnплощадь зазора между калибром и рабочей ступенью оправки, равная площади поперечного сечения стенок гильзы в месте выхода рабочей ступени оправки
5Г
-(D - d ) - то же 4
из калибра, а
месте выхода из калибра торца переднего конца оправки,
1
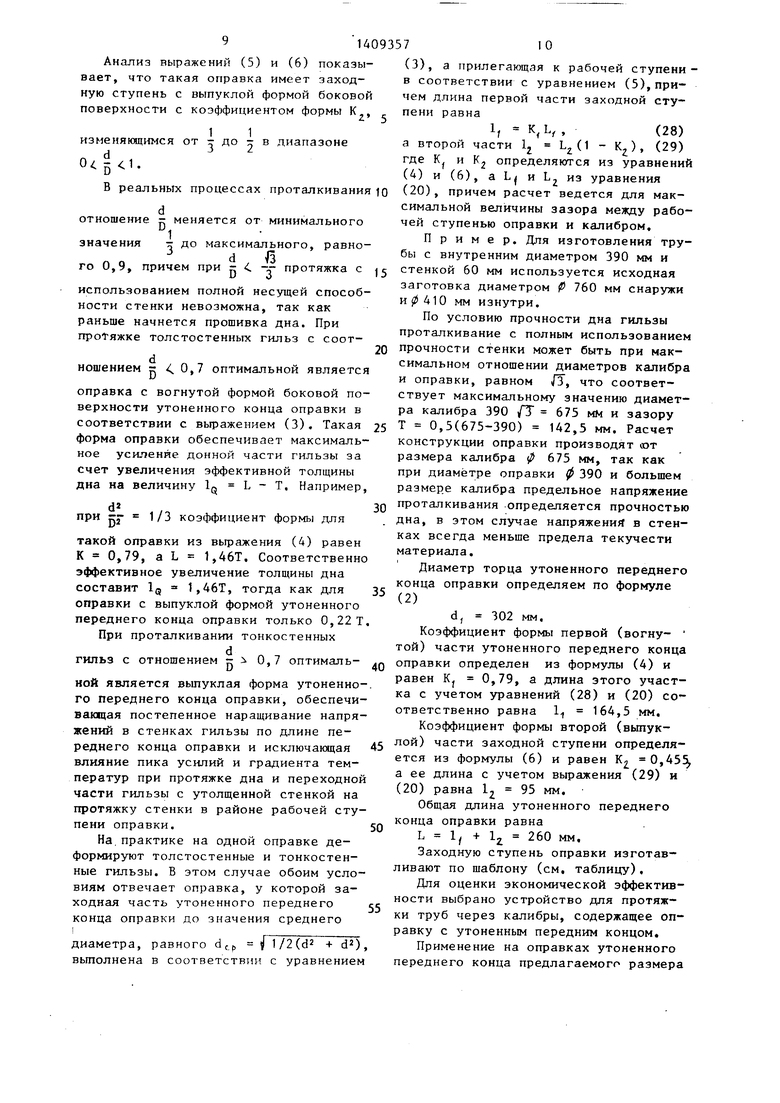
Полное допустимое усилие протяжки, передаваемое оправкой, равно Q - /4d . я„ (16) и равно Рдоп , определяемому из выражения (15). Часть этого усилия, равная.Qy, передаваемая торцом заходной ступени оправки и определяемая соотношением (8), с целью исключения деформации сдвига при выхода торца утоненного переднего торца оправки из калибра, должна быть не более Р|доп т.е. Q Qlfton С)тсюда справедливо вьфа- жение
У1й.гд. Ух с 17) QAO« Q
После подстановки в это выражение значений усилий, выраженных через напряжения в стенках и на оправке из вьфажений (8), (14), (16), получим:
J(D -dp
fit i
4 Ч,
о
эг j 7 |(D - d), dz q
откуда получаем вьфажение
-
-i- D2
После подстановки в вьфажение (2) значения D d + 2Т и соответствующих преобразований оно примет вид
d
г.
d,4
. .
7
(19) 50
Определенные таким образом из выражений (1) и (2) соответственно значения длины и диаметра заходного уча стка оправки обеспечивают полное использование несущей способности стенок гильзы при протяжке и при знаках
093576
равенства в выражениях (1) и (2) являются оптимальными.
При большем значении диаметра торца утоненного переднего конца оправ5
10
15
20
25
30
ки d снижается несущая способность околодонной части, так как деформация сдвига в зтом случае возникает в ней при усилиях меньших, чем максимально допустимые по условию прочности стенки протянутой гильзы.
При меньших значениях диаметра утоненного переднего торца оправки увеличивается усилие протяжки гильзы на этом y4actKe, а также влияние перепада температур между донной частью гильзы и стенкой в районе рабочей ступени оправки на несущую способность стенки, ослабляя ее. Кроме того, с уменьшением диаметра и увеличением длины заходной ступени оправки увеличивается расход металла на изготовление трубы за счет увеличения массы концевого отхода из-за увеличения толщины и длины переходного участка от дна к стенке гильзы.
После подстановки оптимального значения торца d, из выражения (2) в вьфажение (1) получаем вьфажение оптимальной длины утоненного переднего конца оправки
L 4
Т
1 к
5 - d2/DZ
(20)
При протяжке гильзы на оправке последовательно через несколько калибров необходимая длина утоненного .переднего конца оправки уменьшается пропорционально уменьшению зазора Т - это следует из вьфажения (1), и наоборот при уменьшении длины переднего конца оправки на величину X его длина L уменьшается, при этом в (1 - г)
Ij
раз и соответственно во столько же раз уменьшается допустимая величина
Т(1 - . Вьфажение (3)
зазора Т
оптимальное значение диаметра d
по
55
длине переднего конца оправки получается после подставки в выражение (9) вместо d| его текущего значения d, а вместо Т его текущего значения
Т, Т(1 - f)
К.
f
liL L
1
d Jl,df D -
+ 1) - 1)
(21)
и после подстановки в это выражение оптимального значения диаметра из выражения (2) d, d/i - dVD получим выражение (4) для коэффициента формы заход ной ступен
К,
- ir) - .).
В формуле (3) не учтено влияние части заходной ступени длиной X до сечения оправки диаметром d, на допустимые напряжения в стенках гильзы. Поэтому, значения диаметра d, не явля- ются максимально допустимыми, а длина утоненного переднего конца оправки, по выражению (20) не является минимальной .
Предельной форма утоненного переднего конца оправки с точки зрения максимально допустимых напряжений в стенках гильзы по длине переднего конца ступени при условиях протяжки, равных прочности стенок гильзы, опре- делена при задании равномерного изменения напряжений в стенках от б /2 до 5 j. по длине заходной ступени.
т.е.
§if 1 2
) L
где
- предельно допустимые напряжения в стенках гильзы на расстоянии X от торца
d
X
2дии , 1/1()
()(i+1
(26)
откуда после преобразований получим выражение (5) для формы переднего конца оправки, имеющей максимально допустимые значения диаметра в Л1ббом ее сечении и обеспечивакяцей использование полной несущей способности стенки гильзы
I 1 2 Х7ь)
Значение (5) при
X
L d.
определенное из выражения
являетJd2/i dЧ 7
cf. - Ч 2 ся по определению коэффициентом фор мулы К
и
2 4 d 7df d5 7DJ ( di /d T с учетом оптимальной величины от50
55
()г
2 -Ё D
ношения tz; gj- :г - g получаем выражение (6) для коэффициента формы утоненного переднего конца оправки
(3 .) t ) Длина утоненного переднего конца оправки определяется путем подстановки в формулу (20) значения К из выражения (6).
К.
Анализ выражений (5) и (6) показывает, что такая оправка имеет заход- ную ступень с выпуклой формой боковой поверхности с коэффициентом формы К.,
1
1
изменяющимся от т до г в диапазоне 0.1.
В реальных процессах проталкивания ю
отношение : меняется от минимального
значения г до максимального, равноdго 0,9, причем при fj -Г протяжка с
использованием полной несущей способности стенки невозможна, так как раньше начнется прошивка дна. При протяжке толстостенных гильз с соот
ношением г . 0,7 оптимальной является
оправка с вогнутой формой боковой поверхности утоненного конца оправки в соответствии с вьфажением (3). Такая форма оправки обеспечивает максимальное усиление донной части гильзы за счет увеличения эффективной толщины дна на величину 1 L - Т, Например,
d2 ,
при fTj 1/3 коэффициент формы для
такой оправки из выражения (4) равен К 0,79, а L 1,46Т. Соответственно эффективное увеличение толщины дна составит IQ 1,46Т, тогда как для оправки с выпуклой формой утоненного переднего конца оправки только О,22 Т При проталкивании тонкостенных
гильз с отношением - 0,7 оптималь-
ной является вьтуклая форма утоненного переднего конца оправки, обеспечивающая постепенное наращивание напряжений в стенках гильзы по длине переднего конца оправки и исключающая влияние пика усилий и градиента температур при протяжке дна и переходной части гильзы с утолщенной стенкой на протяжку стенки в районе рабочей ступени оправки,
На,практике на одной оправке деформируют толстостенные и тонкостенные гильзы. В этом случае обоим условиям отвечает оправка, у которой за- ходная часть утоненного переднего конца оправки до значения среднего
диаметра, равного d у 1/2(d2 + d), вьтолнена в соответствии с уравнением
(3), а прилегающая к рабочей ступени- в соответствии с уравнением (5), причем длина первой части заходной ступени равна
1
K,L, ,
(28)
а второй части 1 (1 - К), (29) где К и К определяются из уравнений (4) и (6), а L и L из уравнения (20), причем расчет ведется для максимальной величины зазора между рабочей ступенью оправки и калибром.
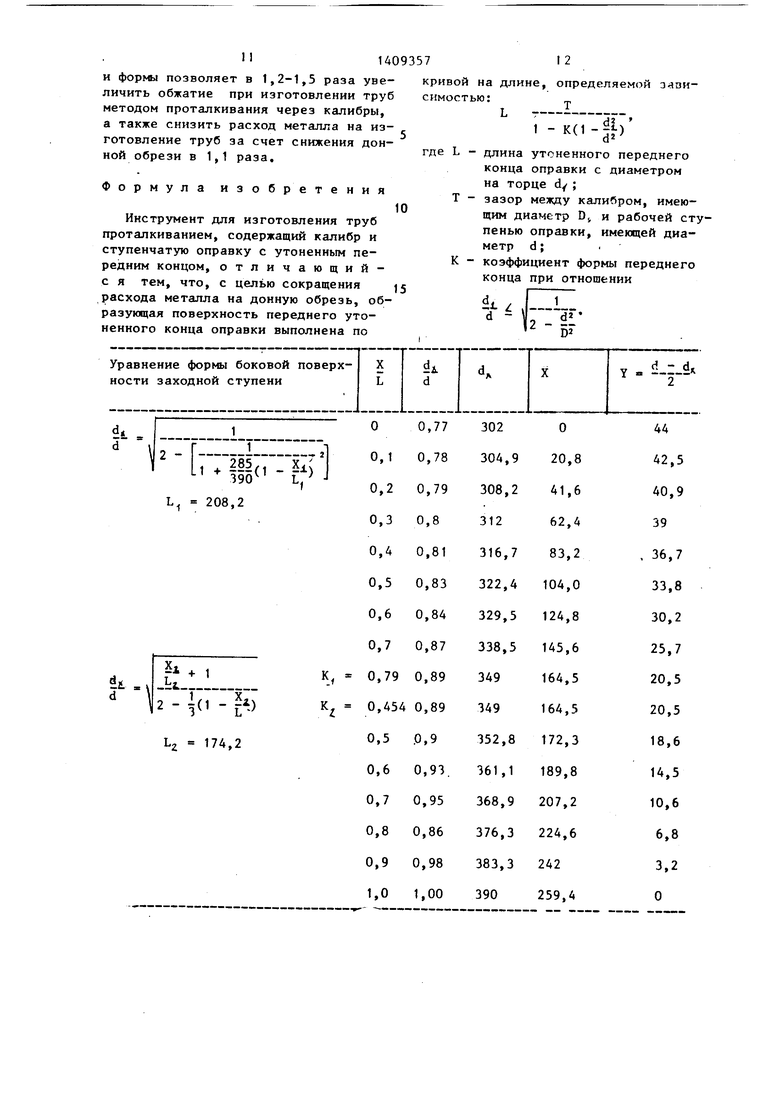
Пример, Для изготовления трубы с внутренним диаметром 390 мм и стенкой 60 мм используется исходная заготовка диаметром (9 760 мм снаружи И(410 мм изнутри.
По условию прочности дна гильзы проталкивание с полным использованием прочности стенки может быть при максимальном отношении диаметров калибра и оправки, равном /Т, что соответствует максимальному значению диаметра калибра 390 /Т 675 мм и зазору Т 0,5(675-390) 142,5 мм. Расчет конструкции оправки производят ют размера калибра ( 675 мм, так как при диаметре оправки ф 390 и большем размере калибра предельное напряжение проталкивания определяется прочностью дна, в этом случае напряжений в стенках всегда меньше предела текучести материала.
Диаметр торца утоненного переднего конца оправки определяем по формуле (2)
d, 302 мм.
Коэффициент формы первой (вогну- той) части утоненного переднего конца оправки определен из формулы (4) и равен Kj 0,79, а длина этого участка с учетом уравнений (28) и (20) соответственно равна 1 164,5 мм,
Коэффициент формы второй (вьшук- лой) части заходной ступени определяется из формулы (6) и равен К 0,455 а ее длина с учетом выражения (29) и (20) равна 1 5 мм,
Общая длина утоненного переднего конца оправки равна
L 1 г 2
Заходную ступень оправки изготавливают по шаблону (см, таблицу),
Для оценки экономической эффективности выбрано устройство для протяжки труб через калибры, содержащее оправку с утоненным передним концом.
Применение на оправках утоненного переднего конца предлагаемого размера
и формы позволяет в 1,2-1,5 раза увеличить обжатие при изготовлении труб методом проталкивания через калибры, а также снизить расход металла на изготовление труб за счет снижения донной обрези в 1,1 раза.
Формула изобретения
Инструмент для изготовления труб проталкиванием, содержащий калибр и ступенчатую оправку с утоненным передним концом, отличающий- с я тем, что, с целью сокращения расхода металла на донную обрезь, образующая поверхность переднего утоненного конца оправки выполнена по
Г1
1 285( .
390 L/ J
2 208,2
L- .bt|2-1(1-.)
Kf К.
174,2
кривой на длине, определяемой снмостью:
т ---.
1 -K()
где L - длина утоненного переднего конца оправки с диаметром на торце ;
Т - зазор между калибром, имеющим диаметр D и рабочей ступенью оправки, имеющей диаметр d; .
К - коэффициент формы переднего конца при отношении
1, j..l
Ь - i
0,77
0,78
0,79
0,8
0,81
0,83
0,84
0,87
0,89
0,89
.0,9
0,93.
0,95
0,86
0,98
1,00
302
304,9
308,2
312
316,7
322,4
329,5
338,5
349
349
352,8
361,1
368,9
376,3
383,3
390
О
20,8
41,6
62,4
83,2
104,0
124,8
145,6
164,5
164,5
172,3
189,8
207,2
224,6
242
259,4
44
42,5 40,9 39
. 36,7
33,8
30,2
25,7
20,5
20,5
18,6
14,5
10,6
6,8
3,2
О
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| М.: Металлургия, 1972, с | |||
| Приспособление для подъема падающих гребней в машинах льнопрядильного, джутового и т.п. производств | 1913 |
|
SU396A1 |
| Гильза для изготовления бесшовных труб | 1977 |
|
SU724078A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
