/ J 11
. / f / ,
-у///
ТГ
&г
Вода
/
X
Ж 3i TTlvdT-.Т.ТРГ
;о со
Од
Изобретение относится к обработке металлов даблением и может быть использовано в авиационной и других отраслях машиностроительной промьгашен- кости.
Цель изобретения - повьшение качества калибровки и ее производительности
На чертеже изображена схема предл гаемого устройства в нейтральном положении.
Устройство содержит обойму 1, внутри которой размещен четырехсек- ционный прижим 2, сжатый кольцевой пружиной 3. Внутри прижима находится разжимной конус А, выполненный заодн целое с корпусом силового гидроци- ликдра„ В центральную полость прижим введен разжимной конус 5, выполненны совместно с поршнем гидроцилиндра. Через отверстие в конусе 4 проходит шток упора-выталкивателя 6, на конце которого закреплен выталкиватель 7, Пуансон 8 с холодильником является одновременно поршнем гидроцилиндра и соединен с матрицей 9, имеющей нагреватель 10 индукционного типа.
Устройство работает следующим образом,
Заготовку 11 устанавливают в нагретую до заданной температуры матрицу 9 через обойму 1 и прижим 2 до упора в пуансон 8, Рабочая жидкость поступает под давлением Р в по- лость 12 рабочего хода разжимного конуса 5 и одновременно поступает в полость 13 к щтоку упора-выталкивателя 6, Конус 5 разжимает прижим 2 и фиксирует заготовку 11 относи- тельно обоймы . При этом выталкиватель не воздействует на прижим 2, Затем рабочая жидкость под давлением Рд поступает в полость 14 рабочего хода пуансона 8, Пуансон 8 воздейст- вует на заготовку 11 с заданным усилием и калибрует ее.
Дпя расфиксирования и съема калиброванной заготовки рабочая жидкость поступает в полость 15 обратного хо- да пуансона 8 и конуса 5, а также в
рабочую полость 16 выталкивателя 7 под давлением Q и Q j соответственно , При этом пуаНсон 8 своим кольцевым буртом 17 уводит матрицу 9, предотвращая перегрев заготовки, а конус 5 вьшодится из прижима 2, Под действием пружины 3 прижим освобождает заготовку 11, а выталкиватель 7 выводит прижим из заготовки.
Использование предлагаемого устройства (в отличие от известных) позволяет с высокой точностью калибровать длинномерные трубопроводы и получать их законцовки с улучшенным качеством.
Формула изобретения
1,Устройство для калибровки концов труб осадкой, содержащее обойму для закрепления в ней трубы, установленные соосно с обоймой матрицу с нагревателем, пуансон с охлаждающей камерой, узел фиксации трубы по ее внутренней полости, выполненный в виде раздвижных секционных прижимов, упора выталкивателя и установленных с возможностью взаимодействия с секционными прижимами неподвижного и подвижного конусов, а также силовой цилиндр для осевого перемещения пуансона и подвижного конуса узла фиксации, отличающееся тем, что, с целью повышения качества калибровки и прризводительности, силовой цилиндр выполнен с тремя концентрично расположенными наружной, средней и центг ральной рабочими полостями, при этом пуансон связан с наружной, подвижный конус - со средней полостями, упор- выталкиватель установлен в централь- ной полости цилиндра с возможностью перемещения в ней,
2,Устройство по п,1, о т л и - чающееся тем, что, с целью исключения перегрева калибруемой части заготовки, на пуансоне выполнен кольцевой бурт, а на внутренней поверхности матрицы - кольцевая проточка.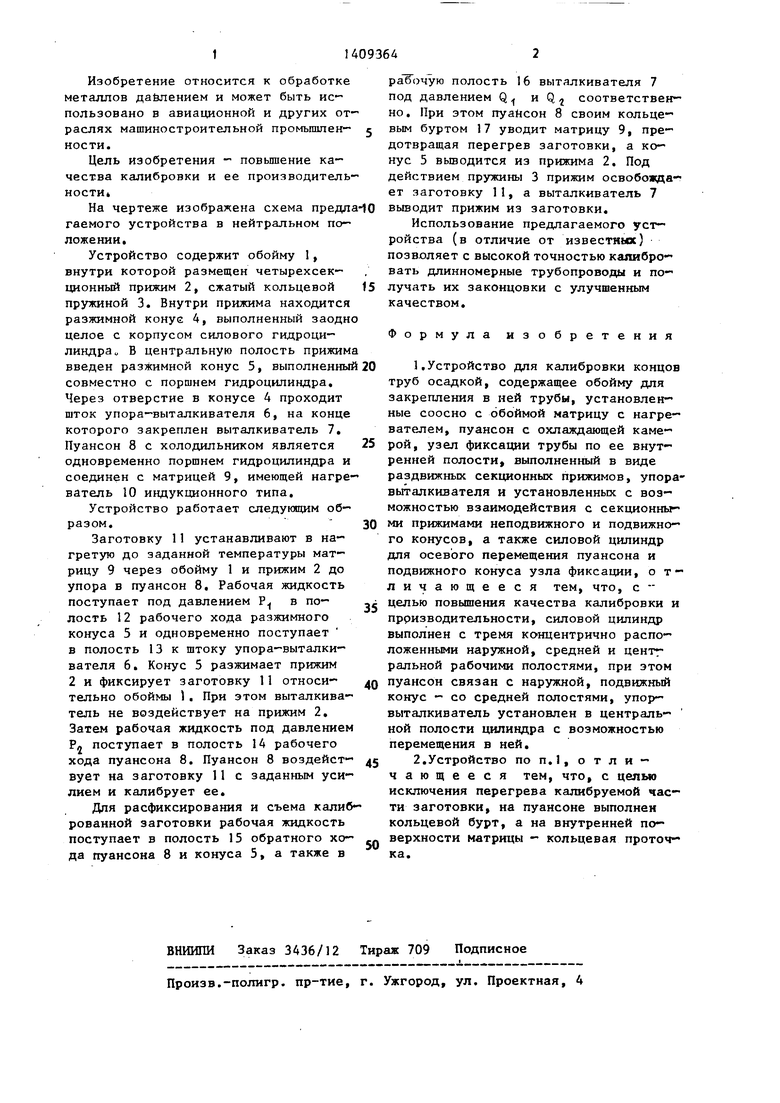
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Пресс гидравлический | 1978 |
|
SU730604A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1323178A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в авиационной и других отраслях машиностроения. Цель - повышение качества калибровки и произво- дительности. Устройство содержит цилиндр с тремя концентрично располо- . женными полостями (П) 12, 13 и 14. С П 13 связан упор-выталкиватель 6, С П 14 - пуансон 8, а с П 12 - конус 5. Для исключения перегрева калибруемой части заготовки на пуансоне выполнены кольцевой бурт, а на внутренней пo , верхности матрицы - кольцевая проточка. За счет одновременного перемещения пуансона 8, упора-выталкивателя 6 и конуса 5 обеспечивается повыше- ние производительности при обработке длинномерных заготовок. 1 з.п. ф-яы, 1 ил. с 9 (Л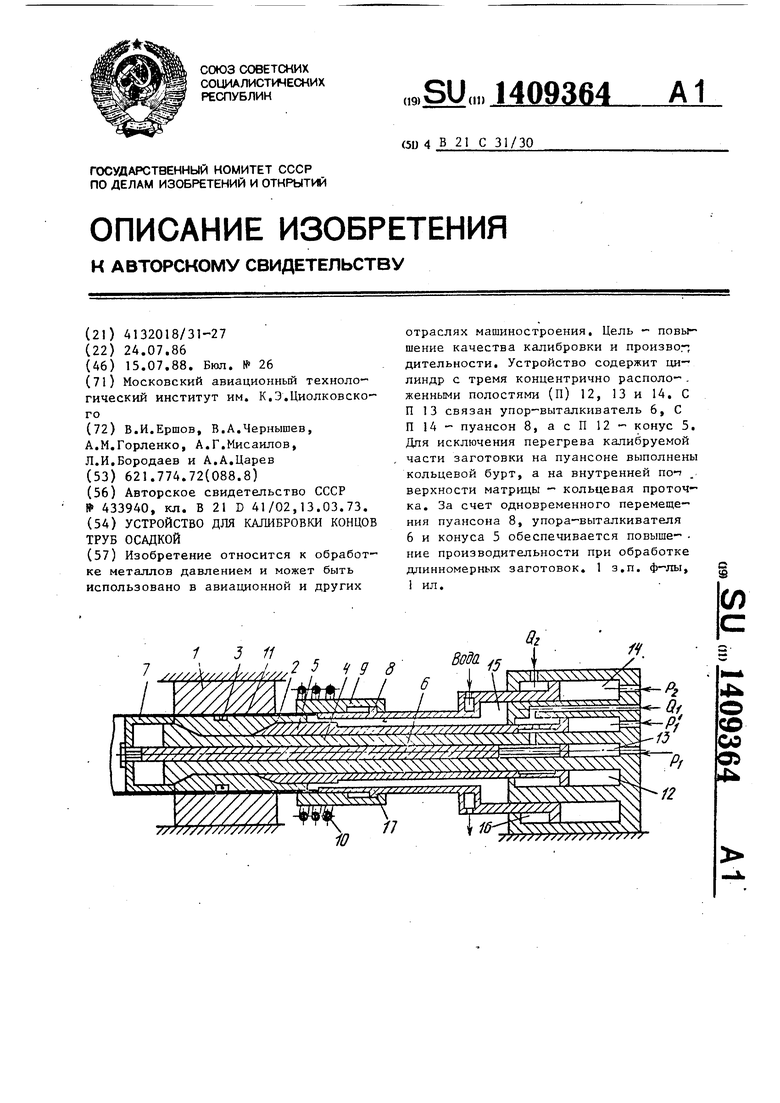
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1973 |
|
SU433940A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
