1
Изобретение относится к области обработки металлов давлением.
Известны устройства для обработки полых цилиндрических заготовок, например обкаткой, содержащие основание с расположенными на нем рабочим органом и механизмом зажима заготовки, снабженным цанговым элементам.
Цанговый зажим, обхватывающий трубу только по наружному диаметру, не обеспечивает надежную фиксацию заготовки, особенно тонкостенной, при ее формовке гидродинамической раздачей.
Для повышения надежности зажима заготовки, преимущественно при гидродинамической формовке, В предлагаемом устройстве механизм зажима выполнен в виде расположенных внутри обрабатываемой заготовки на неподвижной штанге двух клиновых втулок со встречными конусами, одна из которых установлена :на штанге неподвижно, а вторая - с возможностью продольного перемещения в направлении к первой, а также расположенной снаружи обрабатываемой заготовки разрезной бандажной втулки, стянутой кольцами.
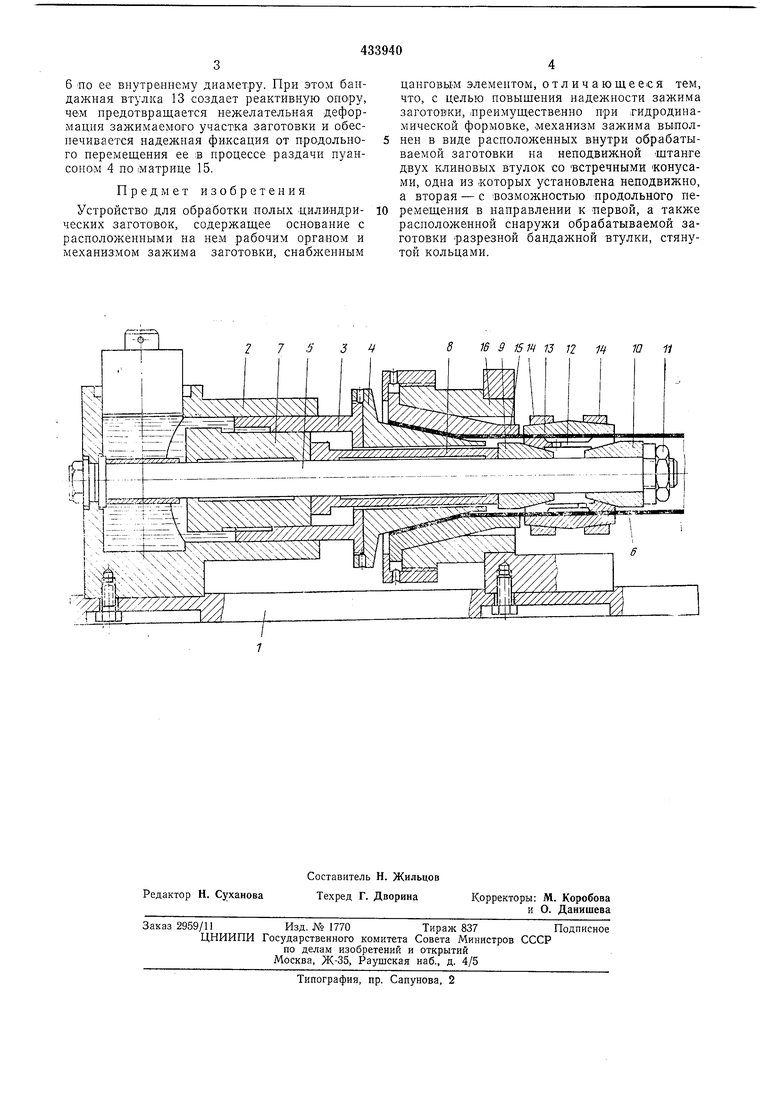
На чертеже показано предлагаемое устройство в продольном разрезе.
Устройство состоит из станины («а чертеже не показана), на которой посредством плиты
1 смонтирован .рабочий орган с силовым узлом и механизмом зажима заготовки.
Силовой узел выполнен в виде корпуса 2 с поршнем 3 формообразующего пуансона 4.
В корпусе 2 закреплена неподвижно штанга 5 механизма зажима заготовки 6. На штанге 5 размещены поршень 7, сопрягаемый наружным диаметром с внутренним диаметром поршня 3 силового узла, толкатель 8 и клиновые втулки 9 и 10 со встречными конусами. При этом клиновая втулка 10 закреплена на конце штанги 5 гайкой 11. На клиновых втулках 9 и 10 размешена цанговая втулка 12. Механизм зажима снабжен также разрезной бандажной втулкой 13, стянутой кольцами 14, обхватываюшей заготовку 6 по наружному диаметру.
Рабочий орган состоит из матрицы 15, матричного блока 16 и пуансона 4.
Устройство работает следующим образом. Заготовку 6 устанавливают в матрицу 15. В месте ее закрепления надевается бандажная втулка 13, стянутая кольцами 14.
При передаче давления жидкости на поршни 3 и 7, последний перемешает по штанге 5 толкатель 8, который в свою очередь перемещает клиновую втулку 9.
Цанговая втулка 12, частично перемещаясь по коническим поверхностям клиновых втулок 9 и 10, разводится и зажимает заготовку
6 по ее внутреннему диаметру. При этом бандажная втулка 13 создает реактивную опору, чем предотвращается нежелательная деформация зажимаемого участка заготовки и обеспечивается надежная фиксация от продольного перемещения ее s процессе раздачи пуанcoHOiM 4 по матрице 15.
Предмет изобретения
Устройство для обработки -полых цилиндрических заготовок, содержащее основание с расположенными на нем рабочим органом и механизмом зажима заготовки, снабженным
цанговым элементом, отличающееся тем, что, с целью повыщения надежности зажима заготовки, лреимущ-ественно при гидродинамической формовке, механизм зажима вьшолпен в виде расположенных внутри обрабатываемой заготовки на неподвижной штанге двух клиновых втулок со встречными «онусами, одна из -которых установлена неподвижно, а вторая-с -возможностью -продольного перемещения в направлении к первой, а также расположенной снаружи обрабатываемой заготовки разрезной бандажной втулки, стянутой кольцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| Устройство для гидроформовки полых заготовок | 1983 |
|
SU1134261A1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU597154A1 |
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
75 34 S 16 9 15 М 13 12 1Ц 10 11
