(Л
с
4; о со
4
05 00
10
Изобретение относится к машиност- 11оению и может быть использовано при изготовлении абразивного инструмента.
Цепь изобретения - повьшение дол- овечности шлифовальных брусков,
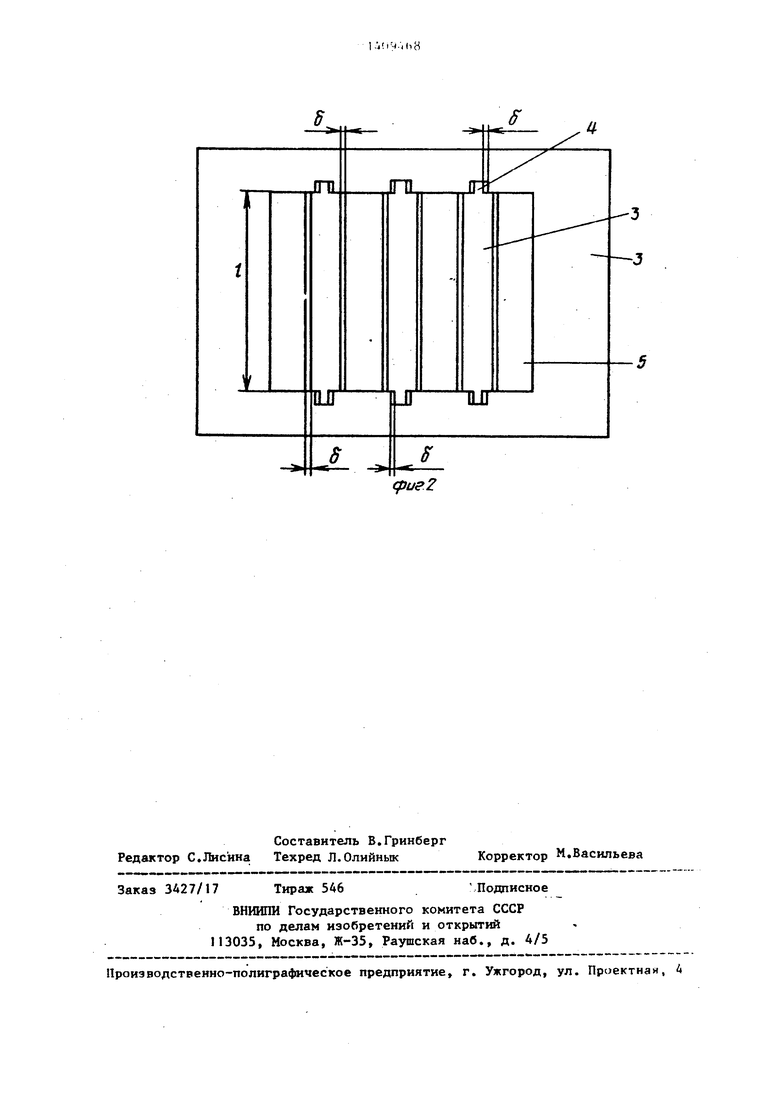
На фиг. 1 схематически изображе- а предлагаемая пресс-форма, верти- альньй разрез; на фиг. 2 - то же, 9ИД сверху.
Пресс-форма содержит основание 1, бойму 2 с пазами на боковых стен- сах, вставки 3 с торцовыми выступами
, разманенными в пазах обоймы 2, и пуансоны 5. Зазоры между торцовыми :шступами 4 и боковыми стенками, с одной стороны, .и между ггуансонами и :8ставками с другой, равны
,0l(h+0,ll),
де h - высота рабочей полости пресс- формы в стадии окончания прессования;
сГ - величина зазора, 1 - длина пуансона.25
Пресс-форма работает следующим об- jpasoM.5
Собирают нижнюю часть пресс-фор15
20
бание плотности брусков обеспечивает их износостойкость и долговечность.
Монтажные зазоры, выбранные согла но указанной формуле, обеспечивают достаточную подвижность вставок и ма лые потери материала в результате его выдавливания в зазоры.
Экономический эффект от внедрения изобретения обеспечивается путем повышения долговечности абразивного ин струмента.
Формула изобретения
Пресс-форма для изготовления шлифовальных брусков, содержащая основа ние, обойму с пазами, вставки с торцовыми выступами, размещенными в пазах обоймы, и пуансоны, установленные между вставками с зазорами, о т- личающаяся тем, что, с целью повышения качества изготовливае- инструментов вставки смонтированы с зазорами между торцовыми выступами и стенками пазов обоймы, причем величина каждого зазора между пуансонами и вставками,с одной стороны, и
мы - основание 1, обойму 2, вставки 3. Полости лресс-формы заполняют аб- зо между торцовыми выстзгпами и стенками эазивным пресс-материалом и пуансона- пазов обоймы с другой, определены да 5 осуществляют прессование. При
зависимостью
1еравиомерной загрузке полостей tpecc-формы пресс-материалом вставки 3 вследствие монтажных зазоров имеют возможность смещатвся, что обеспечив |вает распределение усилия прессования ПО пуансонам и равноплотность прессуемых абразивных брусков. Малое коле
бание плотности брусков обеспечивает их износостойкость и долговечность.
Монтажные зазоры, выбранные согласно указанной формуле, обеспечивают достаточную подвижность вставок и малые потери материала в результате его выдавливания в зазоры.
Экономический эффект от внедрения изобретения обеспечивается путем повышения долговечности абразивного инструмента.
Формула изобретения
Пресс-форма для изготовления шлифовальных брусков, содержащая основание, обойму с пазами, вставки с торцовыми выступами, размещенными в пазах обоймы, и пуансоны, установленные между вставками с зазорами, о т- личающаяся тем, что, с целью повышения качества изготовливае- инструментов вставки смонтированы с зазорами между торцовыми выступами и стенками пазов обоймы, причем величина каждого зазора между пуансонами и вставками,с одной стороны, и
между торцовыми выстзгпами и стенками пазов обоймы с другой, определены
между торцовыми выстзгпами и стенками пазов обоймы с другой, определены
зависимостью
,Ol(,ll),
где f - величина зазора;
h - высота рабочей полости пресс- формы в стадии окончания прессования;1 - длина пуансона.
(риг2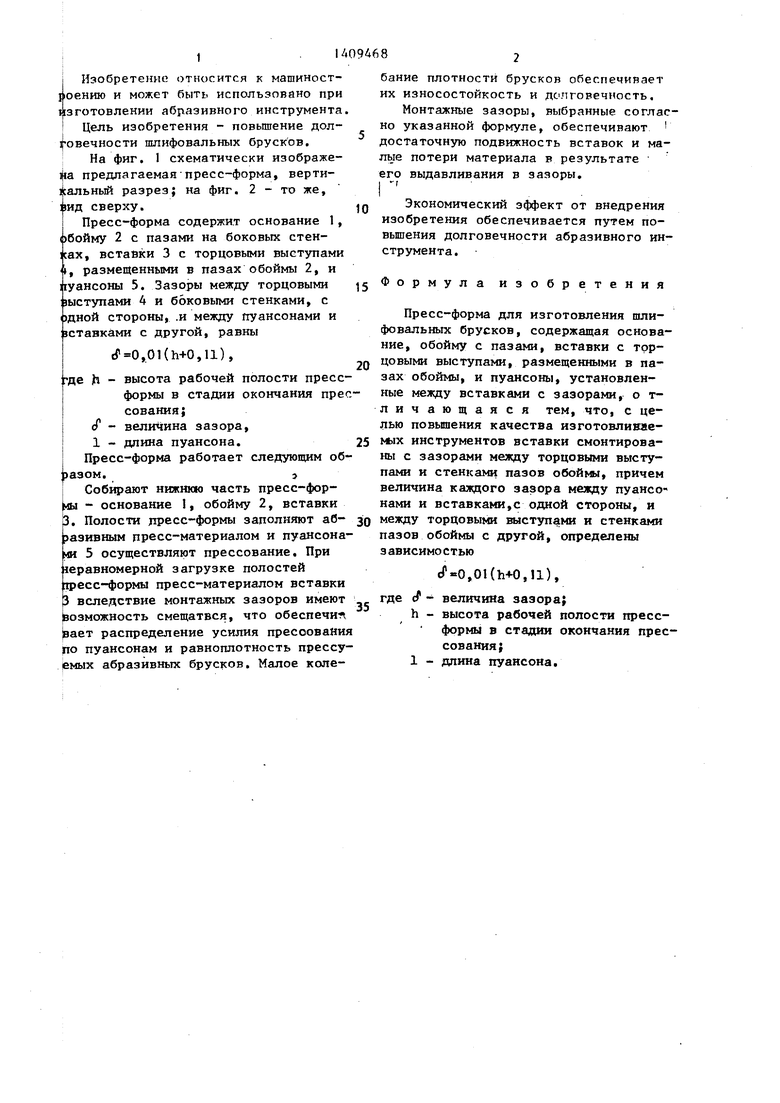
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1987 |
|
SU1570847A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Многоместная пресс-форма для прессования алмазного инструмента | 1986 |
|
SU1435400A1 |
| Пресс-форма для абразивных изделий | 1977 |
|
SU709387A1 |
| Пресс-форма для абразивных изделий | 1980 |
|
SU912546A2 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Пресс-форма для изготовления абразивного инструмента | 1986 |
|
SU1344514A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2226240C2 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении абразивного инструмента. Цель - повышение качества изготавливаемых инструментов. Прессформа содержит основание 1, обойм 2 с пазами, а также смонтированные с возможностью перемещения за счет зазоров вставки 3 с торцовыми выступами и пуансоны 5. Величину каждого зазора между пуансонами и вставками, с одной стороны, и между торцовы -ш выступами и стенками пазов обоймы с другой, определяют по расчетной зависимости. При неравномерности загрузки полостей пресс-формы абразивным пресс-материалом подвижность вставок 3 обеспечивает распределение усилия прессования по пуансонам 5 и равноплотность получаемых абразивных брусков, что повышает их долговечность. 2 ил. о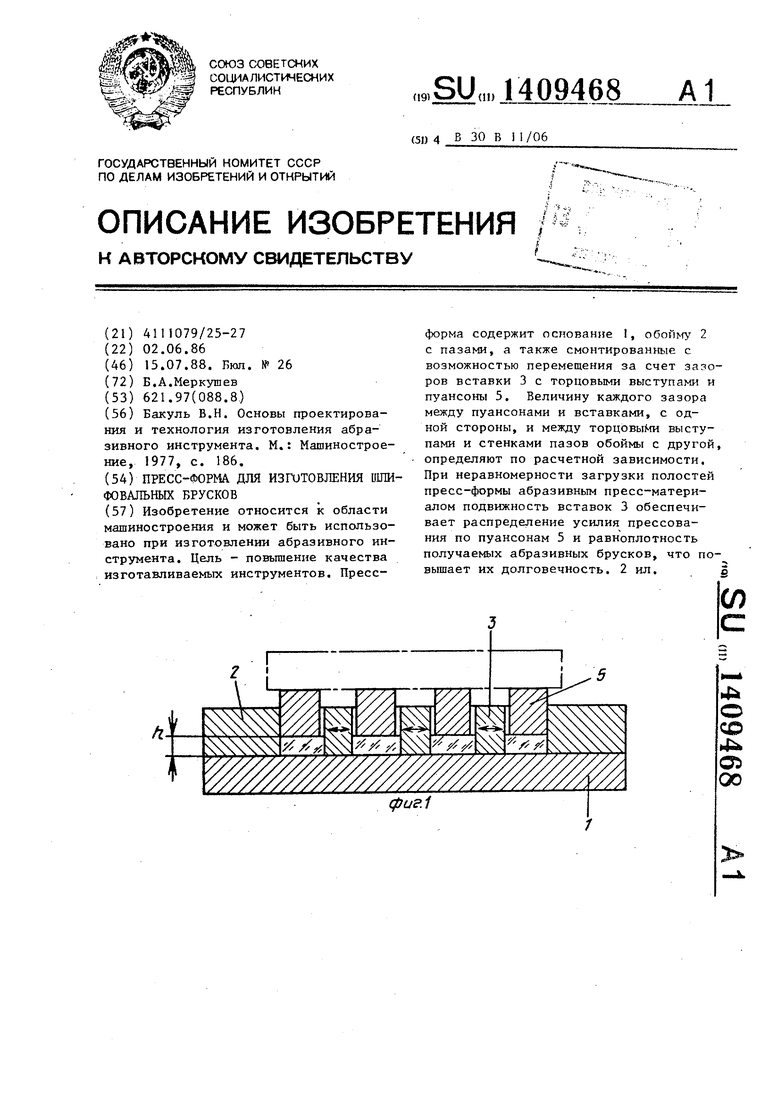
| Бакуль В.Н | |||
| Основы проектирования и технология изготовления абразивного инструмента | |||
| М.: Машиностроение, 1977, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
