Ю 11
f2
OHOCHbiij fff слой
4:
со
ел
4
Г
f2 корпус
инст/: умента
Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования алмазного инструмента, преимущественно длинномерных алмазных брусков.
Цель изобретения - снижение металлоемкости и повышение производительности технологического процесса.
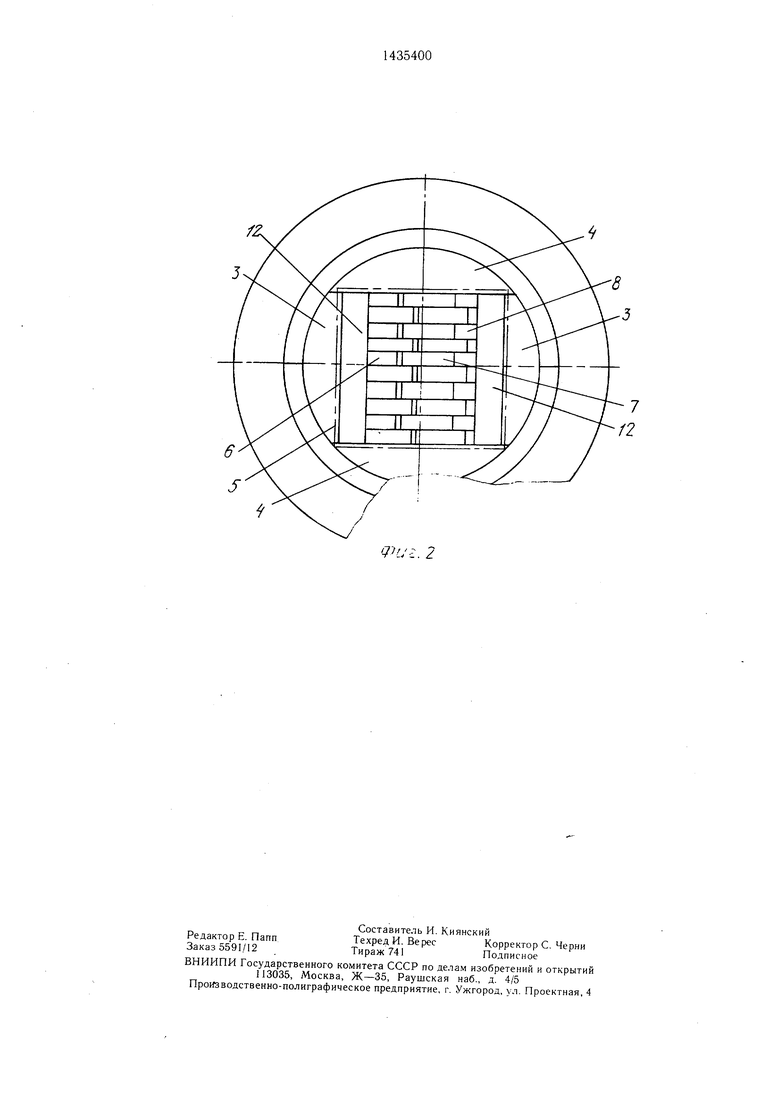
На фиг. 1 показана схе.ма пресс-формы, общий вид; на фиг. 2 - то же, вид сверху. Пресс-форма состоит из сборной обоймы в виде полуколец 1 и стягивающего кольца 2, охватывающей две пары промежуточных вставок 3 и 4, образующих прямоугольное окно 5, в котором размещены пуансоны 6-8, создающие вертикальные матрич- ные полости 9, причем матричные полости 9 чередуются в шахматном порядке по ширине (фиг. 2) и закрыты по высоте сопря- гающи.мися .между собой взаи.мно противоположными на каждом из пуансонов б-8 торцовыми выступами 10 и впадинами 11. Крайние пуансоны 6 и 8 взаимодействуют с четырьмя клиньями 12, вертикальное перемещение которых осуществляют в зазоре 13, при этом наклонные поверхности 14 клиньев 12 контактируют с наклонными поверхнос- тя.ми 15 пары промежуточных вставок 3. Для удобства сборки пресс-фор.ма дополнительно снабжена основанием 16 с двумя сквозными пазами 17, в которые перед прессованием утапливаются нижние клинья 12. В результате прессования получают из- делия, на корпусе которых напрессован алмазоносный слой.
Пресс-форма работает следующим образом.
В основание 16 (в пазы 17) предварительно устанавливают нижние клинья 12. i Затем осуществляют последовательную i укладку пуансонов с заготовками, устанавли- I вают пары промежуточных вставок 3 и 4. i Полученную сборку заключают в полукольца 2, стягивают кольцо 1 и вводят верхнюю ;пару клиньев 12 в зазоры 13, после чего собранную пресс-форму приподнимают и раз
0
0
. „
5
5
ворачивают относите«тьно основания 16 на 90° вокруг своей оси так, что нижние клинья 12 выходят из пазов 17 и становятся на дно основания 16. Затем осуществляют прессование, при этом клинья 12 перемещаются до упора по высоте промежуточных вставок 3 и 4, обеспечивая равнотолщинность прес- суе.мого алмазоносного слоя по всей длине. В таблице приведены сопоставительные данные, касающиеся, массы (ш) и металлоемкости (Р- - . Д п - количество
прессуемых изделий) пресс-формы. Сравнение приведенных в таблице данных показывает, что металлоемкость предлагаемой пресс-формы в два раза ниже металлоемкости известной пресс-формы.
Кроме того, предлагаемая пресс-форма позволяет повысить производительность технологического процесса за счет увеличения количества одновре.менно изготавливаемых изделий, а также за счет увеличения линейных размеров получаемых изделий.
Формула изобретения
Многоместная пресс-форма для прессования алмазного инструмента, преимущественно длинно.мерных алмазных брусков, содержащая клинья, обойму, охватывающую две пары сопряженных между собой про- .межуточных вставок, образующих прямоугольное окно, и пуансоны, размещенные в окне с образованием матричных полостей, отличающаяся тем, что, с целью снижения .металлоемкости и повь шения производительности технологического процесса, пуансоны выполнены с выступами и впа- дина.ми на противоположных частях торцовой поверхности, смежные пуансоны сопряжены между собой при помощи выступов и впадин, матричные полости образованы торцовыми поверхностями пуансонов, установлены с воз.можностью взаимодействия с крайними пуансона.ми и олной из пар промежуточных вставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1039645A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1253732A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1984 |
|
SU1234218A2 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1106581A1 |
| Пресс-форма для горячего прессования алмазного инструмента | 1989 |
|
SU1623833A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
Изобретение относится к порошковой металлургии, в частности к пресс-формам- для прессования алмазного инструмента, преимущественно длинномерных алмазных брусков: Цель - снижение металлоемкости и повышение производительности технологического процесса. В пазы 17 на основании 16 устанавливают нижние клинья. Затем последовательно укладывают пуансоны с заготовками, устанавливают пары промежуточных вставок 3. Полученную сборку заключают в полукольца 2, стягивают кольцом 1 и вводят верхнюю пару клиньев в зазоры 13, после чего собранную пресс-форму приподни.мают и разворачивают относительно основания 16 на 90° вокруг оси так, что нижние клинья выходят из пазов 17 и опускаются на основание 16. Затем осуществляют прессование. При этом клинья перемещаются по высоте двух промежуточных вставок до упора, обеспечивая равно- толщинность алмазоносного слоя по всей длине. Применение описанной пресс-формы позволяет примерно в 2 раза снизить ее металлоемкость и повысить производительность технологического процесса. 1 табл.2 ил ( сл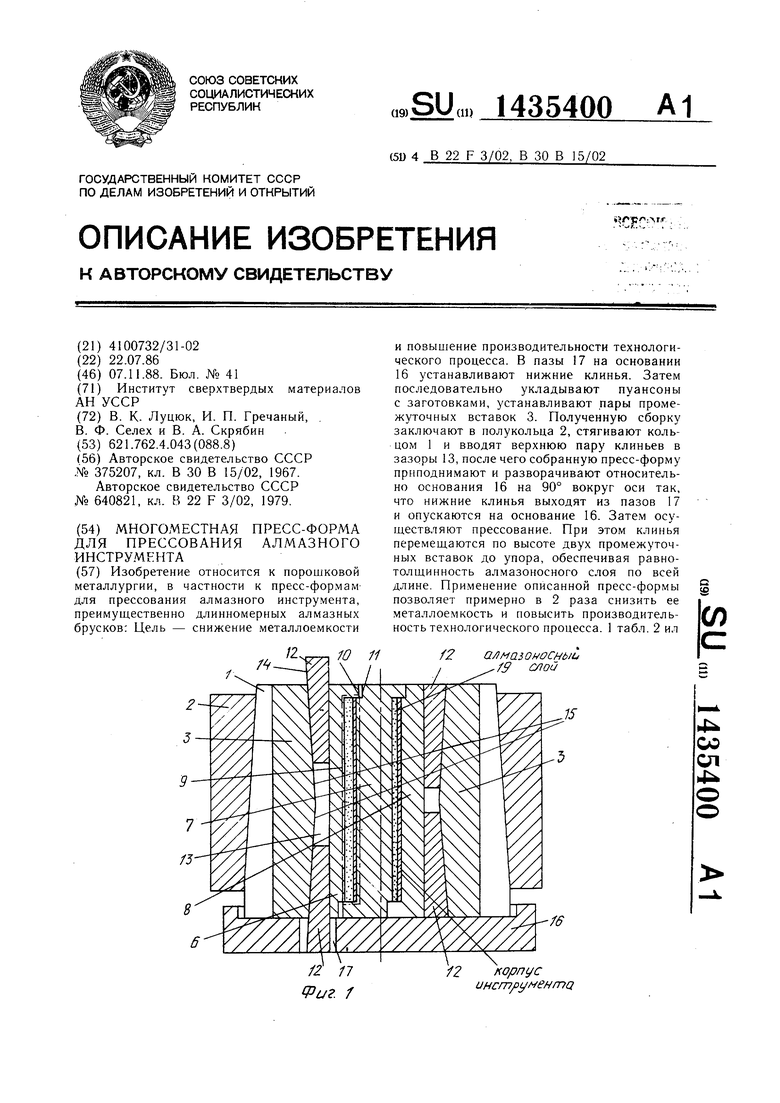
. 2
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТАасесоюзнАЯ RATEKTHQ-IfcXHHHF^ | 0 |
|
SU375207A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Многоместная пресс-форма для прессования порошков | 1976 |
|
SU640821A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
