Изобретение относится к области промышленного транспорта и может быть использовано на транспортно- технологических линиях сборки, мойки, окраски, сушки и т.п. при изготовлении и ремонте гусеничных и коленых машин.
Цель изобретения - повышение производительности конвейера.
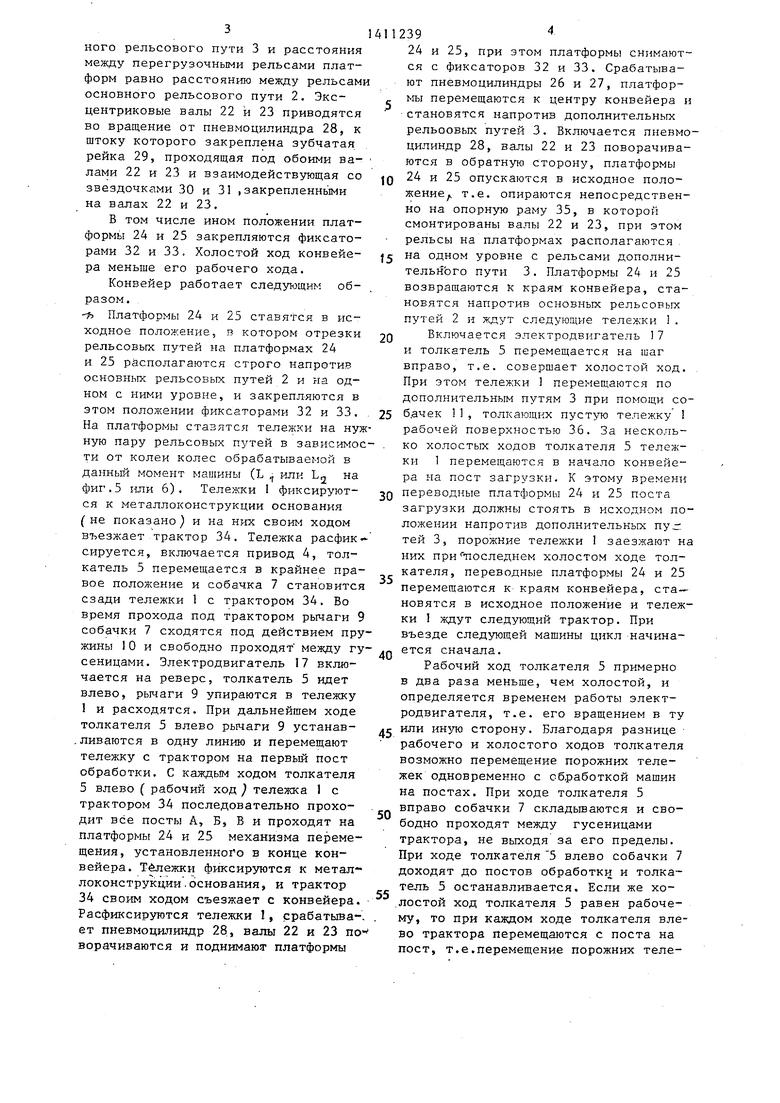
На фиг.1 показано начало конвейера с постом загрузки, общий вид; на фиг.2 - то же вид сверху; на фиг.З - конец конвейера с постом разгрузки, общий вид; на фиг.4 - то же вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.6 - то же, для машины с меньшей колеей колес; на фиг.7 - разрез Б-Б на фиг.2; на фиг.З - узел I на фиг.2.
Конвейер содержит тележки 1, установленные с возможностью возвратно- поступательного перемещения по паре параллельно расположенных на основании основных рельсовых путей 2 и паре дополнительных рельсовых путей 3 под воздействием привода 4.
Каждая тележка 1 представляет собой опорную платформу, установленную на восемь пар опорных катков. Каждый основной рельсовый путь имеет по меньшей мере три рельса, расположенных на одинаковом расстоянии друг от друга. Рельсы основного пути 2 каждой пары размещены симметрично относительно продольной оси конвейера, при зтом расстояние между рельсами кратно расстоянию между катками тележек. Каждый дополнительней рельсовый путь 3 состоит из двух рельсой, при этом дополнительные рельсовые пути расположены между пар основных рельсовых путей 2 симметрично относительно продольной оси конвейера. При этом рельсы дополнительных рельсовых путей 3 размещены ниже рельсов основных рельсовых путей 2. Вдоль оси концейера расположен толкатель 5, установленный с возможностью возвратно-поступательного перемещения по роликовым опорам 6, которые смонтированы между парами основных рельсовых путей вдоль оси конвейера с определенным шагом. На толкателе 5 размещены собачки 7 одностороннего действия для перемещения груженых тележек 1 по основным рельсовым путям 2, представляющие собой кронштейн 8, шарнирно установленный на .
толкателе 5. На кронштейне 8 шарнир-, но закреплены два рычага 9, связанные между собой пружиной 10.
В исходном положении толкателя 5 собачки 7 располагаются на постах обработки, т.е. соответственно в камерах окраски и сушки (не показано). Между основными собачками 7 размеще-ны, по две дополнительные собачки 11 одностороннего действия, перемещающие порожние тележки 1 из зоны разт- грузки в зону погрузки по дополнительным рельсовым путям 3. Каждая со5 бачка 11 представляет собой планку 12, закрепленную на толкателе 5, по краям которой шарнирно установлены два рычага 13.Число дополнительных собачек 11 холостого хода в два раза
0 больше числа основных собачек 7 рабочего хода. В свою очередь толкатель 5 жестко соединен с цепью 14, кинематически связанной со звездочкой 15,- сидящей на валу 16, приводимом в
5 движение от реверсивного электродвигателя 17 через зубчатую муфту 18, редуктор 19, цепь 20 и звездочку 21, ко орые являются составными элементами привода 4 перемещения толкате0 ля 5.
В начале конвейера расположен пост загрузки, а в конце конвейера пост разгрузки, каждый из которых снабжен механизмом смещения тележек
г 1 с ОСНОВНЫХ рельсовых путей 2 на дополнительные и наоборот. Этот же механизм устанавливает тележки 1 на основных рельсовых путях 2 в соответствии с колеей колес обрабатьшаемой
Q в данный момент машины. Механизм смещения тележек содержит приводной подъемный механизм в виде параллель- но установленных эксцентриковых валов 22 и 23, установленных в начале
с и конце конвейера перпендикулярно рельсам, т.е. поперек конвейера по всей его ширине. По этим валам 22 и 23 установлена с возможностью возвратно- поступательного перемещения пара приводных платформ 24 и 25 под воздействием пневмоцилиндров 26 и 27. Каждая приводная платформа 24 и 25 по меньшей мере три расположенных вдоль рельсовых путей перегрузочных рельса, которые могут служить
0
5
продолжением основных и дополнительных рельсовых путей (в зависимости от местоположения платформы). Расстояние между релльсами дополнитель3
ного рельсового пути 3 и расстояния между перегрузочными рельсами платформ равно расстоянию между рельсами основного рельсового пути 2. Эксцентриковые валы 22 и 23 приводятся во вращение от пневмоцилиндра 28, к штоку которого закреплена зубчатад рейка 29, проходящая под обоими ва- лами 22 и 23 и взаимодействующая со звездочками 30 и 31 .закрепленнь гми на валах 22 и 23.
В том числе ином положении платформы 24 и 25 закрепляются фиксаторами 32 и 33, Холостой ход конвейе- ра меньше его рабочего хода.
Конвейер работает следующим образом.
-ft Платформы 24 и 25 ставятся в исходное положение, в котором отрезки рельсовьгх путей на платформах 24 и 25 располагаются строго напротив основных рельсовьгх путей 2 и на одном с ними уровне, и закрепляются в этом пололсении фиксаторами 32 и 33. На платформы стазятс5г тележки на нужную пару рельсовых путей в зависимое ти от колеи колес обрабатываемой в данньй момент машины (L или Lj на фиг.5 или 6). Тележки I фиксируют- ся к металлоконструкции основания ( не показано) и на них своим ходом въезжает трактор 34. Тележка расфик сируется, включается привод 4, толкатель 5 перемещается в крайнее правое положение и собачка 7 становится сзади тележки 1 с трактором 34. Во время прохода под трактором рычаги 9 собачки 7 сходятся под действием пружины 1 О и свободно проходят между гу сеницами. Электродвигатель 17 включается на реверс, толкатель 5 идет влево, рычаги 9 упираются в тележку 1 и расходятся. При дальнейшем ходе толкателя 5 влево рычаги 9 устанав- .ливаются в одну линию и перемещают тележку с трактором на первый пост обработки. С каждым ходом толкателя 5 влево ( рабочий ход ) тележка I с трактором 34 последовательно проходит все посты А, Б, В и проходят на платформы 24 и 25 механизма перемещения, установленного в конце конвейера. Тележки фиксируются к метал локонструкции.основания, и трактор 34 своим ходом съезжает с конвейера. Расфиксируготся тележки I, срабатывает пневмоцилиндр 28, валы 22 и 23 по ворачиваются и поднимаюз платформы
п ,
5
0
239
24 и 25, при этом платформы снимаются с фиксаторов 32 и 33. Срабатывают пневмоцилиндры 26 и 27, платформы перемещаются к центру конвейера и становятся напротив дополнительных рельоовых путей 3. Включается пневмоцилиндр 28, валы 22 и 23 поворачиваются в обратную сторону, платформы 24 и 25 опускаются в исходное поло- жение т.е. опираются непосредственно на опорную раму 35, в которой смонтированы валы 22 и 23, при этом рельсы на платформах располагаются , на одном уровне с рельсами дополнительного пути 3. Платформы 24 и 25 возвращаются к краям конвейера, становятся напротив основных рельсовых путей 2 и ждут следующие тележки 1.
Включается электродвигатель 17 и толкатель 5 перемещается на шаг вправо, т.е. совершает холостой ход. . При этом тележки 1 перемещаются по дополнительным путям 3 при помощи со- бдчек , толкающих пустую тележку 1 рабочей поверхностью 36. За несколько холостых ходов толкателя 5 тележки 1 перемещаются в начало конвейера на пост загрузки. К этому времени переводные платформы 24 и 25 поста загрузки должны стоять в исходном положении напротив дополнительных ну-. тей 3, порожние тележки 1 заезжают на них при тюследнем холостом ходе толкателя, переводные платформы 24 и 25 перемещаются к краям конвейера, ста- новятся в исходное положение и тележки 1 ждут следующий трактор. При въезде следующей машины цикл начинается сначала.
Рабочий ход толкателя 5 примерно в два раза меньше, чем холостой, и определяется временем работы электродвигателя, т.е. его вращением в ту или иную сторону. Благодаря разнице рабочего и холостого ходов толкателя возможно перемещение порожних тележек одновременно с обработкой машин на постах. При ходе толкателя 5 вправо собачки 7 складьгоаются и свободно проходят между гусеницами трактора, не выходя за его пределы. При ходе толкателя 5 влево собачки 7 доходят до постов обработки и толкатель 5 останавливается. Если же хо- .лостой ход толкателя 5 равен рабочему, то при каждом ходе толкателя влево трактора перемещаются с поста на пост, т.е.перемещение порожних телеteex одновременно с обработкой машин Иа постах становится невозможным.
При ходе толкателя влево собачки |11 встречают на своем пути тележки jnpH этом тележка взаимодействует с клиновидной поверхностью 37, рычаги 13 занимают горизонтальное положение и свободно проходят над тележкой 1 . Затем рычаги 13.занимают вертикальное положение под собственным весом и при ходе толкателя 5 вправо перемещают пустую тележку 1.
Выполнение основных рельсовых пу- Тей 2 по меньшей мере из трех рельсов каждого из них и оснащение кон- вейера дополнительными рельсовыми путями 3 и механизмами перемещения тележек дает возможность обработки машин с различной колеей колес и перемещения порожних тележек с одновременной обработкой мащин на постах
Формула изобретения
1.Напольный штанговый конвейер, содержащий пару параллельно расположенных на основании основных рельсовых путей, установленные с возможностью возвратно-поступательного перемещения по путям тележки с катками расположенный с возможностью возвратно-поступательного перемещения между парами основных рельсовых путей толкатель с основными собачками стороннего действия, установленными с возможностью взаимодействия с тележками при рабочем ходе, и привод i перемещения толкателя, отличающийся тем, что, с целью повьщ1е- ния производительности конвейера, он снабжен парой параллельно располо
5
0
5
0
5
0
женных на основании дополнительных рельсовых путей с двумя рельсами в каждом, приводными подъемными механизмами, двумя парами приводных платформ, и дополнительными собачками одностороннего действия для перемещения тележек по дополнительным рельсовым путям, причем каждый основной рельсовй путь имеет по меньшей мере, три рельса, расположенных на одинаковом расстоянии друг от друга, при этом рельсы дополни- тельньрс рельсовых путей размещены ниже рельсов основных рельсовых путей и между пар основных рельсовых путей, причем приводные подъемные механизмы расположены в начале и конце конвейера по всей его ширине перпендикулярно рельсам, а каждая из приводных платформ установлена с возможностью возвратно-поступательного перемещения вдоль соответствующего приводного подъемного механизма, при этом каждая приводная платформа имеет, по меньшей мере, три расположенных вдоль рельсовых путей перегрузочных рельса, причем число дополнительных собачек в два раза больше числа основных собачек, а холостой ход конвейера меньше его рабочего хода, при этом расстояние между рельсами дополнительного рельсового пути и расстояние между перегрузочными рельсами равно расстоянию между рельсами основного рельсового пути.
2. Конвейер по п.1, о т л и ч а к щ и и с я тем, что каждый приводной подъемный механизм выполнен в В1 де пары параллельно установленных эксцентриковых валов.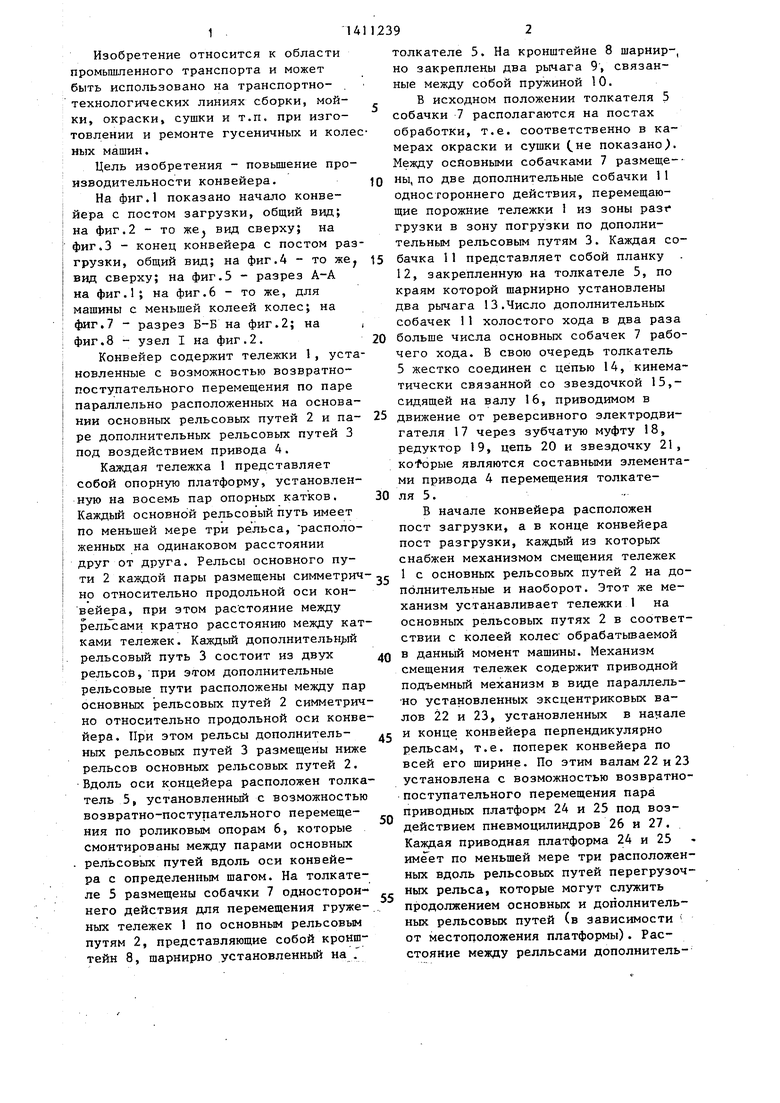

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| ПЕРЕДВИЖНОЙ РАЗГРУЗОЧНЫЙ КОМПЛЕКС | 2005 |
|
RU2414410C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| Тележечный конвейер | 1983 |
|
SU1097531A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Транспортно-складская система | 1988 |
|
SU1763327A1 |
Изобретение относится к промышленному транспорту и м.б. использовано на транспортно-технологическшс линиях сборки, мойки, окраски, сушки и т.п., при изготовлении и ремонте гусеничных и колесньрс машин. Цель - повьпиение производительности конвейера. Тележки (Тj I с катками установлены с возможностью возвратно- поступательного перемещения по парам параллельно расположенных на основании основных рельсовых путей ( РП и дополнительных РП. Каждый основной РП имеет по меньшей мере три рельса, а каждый дополнительный РП - два рельса. Рельсы дополнительного РП расположены между парами основных РП и ниже их. Между парами основных РП с возможностью возвратно-поступательного перемещения расположен толкатель с приводом его переметцения и с основными собачками ( С ) 7 I.J;J,HO-- стороннего действия. Меясду основными С 7 размещены по две дополнительные С 11 одностороннего действия для перемещения Т 1 по дополнительным РП. В начале конвейера по всей его не перпендикулярно рельсам расположены приводные механизмы в виде пары параллельно установленных эксцентриковых валов. По этим валам установлена пара приводных платформ 24 и 25. Каждая платформа 24 и 25 имеет по меньшей мере три расположенных вдоль РП перегрузочных рельса. Расстояние между рельсами дополнительного РП и расстояние между перегрузочными рельсами равно расстоянию между рельсами основного РП. Холостой ход конвейера меньше его рабочего хода. При перемещении толкателя влево (рабочий хсд груженая Т 1, проходя все посты, приходит на платформы 24 и 25 и фиксируется- После разгрузки Т 1 расфиксируютсЯ;Валы поворачиваются и поднимают платформы 24 и 25, которые перемещаются к центру и становятся напротив дополнительных РП. Затем валы поворачиваются в обратную сторону,платформы 24 и 25 опускаются и перемещаются в исходное положение. 1 3.п.ф-лы, 8 ил. U-J. . 2S ,ixJ ,(, ю чаипяЕ ;.. 25 Фиа.2 27
1Ж
Фы&1
22
С).
а
о.
а
а
|.Ч
гч
+-
с
1411239
А-А
(,)
-М (для LZ)
фиг. 6
25 1 , /
ГЛ | I ТГ
к
/ //y/V/x
г JJ
-ч -т
32
В-Б
б
Л1DL
za
Г7
35
2
-ЩГ
31
36 Фи8.8
| Спиваковский А.О., Дьячков В.К | |||
| Транспортирующие машины | |||
| - М.: Машиностроение, 1983, с.314-315, рис.10.5. |
